Когато се инсталират отоплителни тръби, те често трябва да бъдат свързани чрез заваряване. Разбира се, в някои случаи може да е подходяща и резбова връзка, но процентът на този метод е много по-малък.
Заваряване на метални тръби за отопление
По отношение на заваряването на стоманени тръби този метод има няколко разновидности. Например: ръчна електрическа дъга, газово заваряване (полуавтоматично, автоматично). Първият тип заваряване често се използва за свързване на стоманени нагревателни елементи.
За да заварявате стоманени тръби с ръчно дъгово заваряване, трябва да използвате специални електроди, които действат като добавка. Те изпълняват две функции: провеждат ток към дъгата и запълват шева. Техният състав, размери и други характеристики се определят от GOST. Днес в мрежата можете да намерите достатъчно видеоклипове, показващи как се извършва този или онзи вид заваряване.
Регистри за отопление на стоманени тръби.
Технологията за ръчна дъга е доста проста, така че можете да го направите сами. Всичко започва с подготовката.
Комплект инструменти и оборудване

Подгответе инструменти и защитно облекло за заваряване
Заваряването на отоплителни тръби с електрическо заваряване започва с подготвителния етап:
- Подготовка на капитана. Необходимо е правилно да се оборудва работното място, да се гарантира спазването на мерките за безопасност, ако е необходимо, да се прочетат отново инструкциите за работа с оборудване и материали. За заваряване на тръби с електрическо заваряване ще са необходими защитни устройства. Те включват специален огнеупорен костюм (панталон, яке, шапка с ливрея), маска, обувки и клинове. Трябва да се погрижите за добра вентилация.
- Подготовка на инструменти и материали. Трябва да се обърне внимание на всеки малък детайл, тъй като удобството при работа и качеството на крайния резултат зависят от това.
За да заварявате отопление, са ви необходими следните инструменти и устройства:
- заваръчна машина с резервен държач;
- мелница с режещи и шлифовъчни дискове;
- метална четка;
- шкурка с различни размери на зърната;
- чук;
- запас от електроди;
- заместник;
- щипки;
- стоманени или азбестоциментови листове за защита на стените от метални капки и сажди;
- брезент за покриване на подовата настилка.
Преди заваряване на тръби с електрическо заваряване е необходимо да се провери съответствието на кабелите, гнездата и машините в екрана с показателите на подготвения апарат. Те трябва да бъдат достатъчно мощни, за да издържат на тежките натоварвания, които дори битовото оборудване налага.



Подготовка
Първо трябва да започнете да подготвяте тръбите. Заваряваните повърхности трябва да бъдат почистени и обезмаслени. Това е единственият начин да се избегнат дефекти в шевовете.
Продуктите трябва да имат подходящ ъгъл на отваряне на ръба; трябва да се спазва перпендикулярност към равнината на челната страна на оста на продукта. Подготовката на отоплителни тръби с голям диаметър се извършва с помощта на фрезови машини или газово-киселинно рязане.
Размери, съответствие на дебелината на продукта, химичен състав, механични свойства - всичко трябва да се комбинира с изискванията на GOST.
Трябва да се отбележи, че често величината на тъпота е около 2 мм, а ъгълът на отваряне е около 65 градуса.
Важен етап от подготовката е изборът на материали.
Технология за заваряване на пластмасови тръби

За заваряване на полипропиленови тръби се използва специален апарат
Полипропиленът постепенно замества стоманата, тъй като има редица положителни характеристики при относително ниска цена.Пластмасовите тръби са предназначени за високо налягане, леки, гладки вътрешни стени и отличен външен вид. Но тръбопроводът ще изпълнява своите функции ефективно, ако всички фуги са здрави и стегнати. Трябва да се има предвид, че при преминаване на гореща вода с температура над 110 градуса полимерът става мек и започва да се увеличава по размер. Следователно за монтаж на отопление се използват само продукти, подсилени с фибростъкло или алуминиево фолио.
За свързване на връзките се използва специален поялник. Устройството е двустранно, на единия ръб има дюзи за външния, а от друга - за вътрешно отопление на съединените части.
За свързването им се използват следните фитинги:
- съединители;
- адаптери;
- ъгли;
- тройници;
- кръстове;
- резбови фланци за свързване към отоплителната батерия.
При запояване на полипропиленови комуникации се използва принципът на дифузия под въздействието на топлина. Краищата на съседните връзки се топят, веществото се смесва и образува монолитно съединение.

По време на процеса на заваряване съединението се превръща в монолитно съединение
Процесът на заваряване на полимерни части се извършва по следния метод:
- Изготвяне на диаграма на тръбите за отоплителната система.
- Рязане на детайли с определена дължина. Прави се корекция на размера на потапяне на тръби в отворите на фитингите и размерите на самите фитинги.
- Загрейте поялника, докато светне зеленият индикатор. Това е доказателство, че сглобяването може да започне.
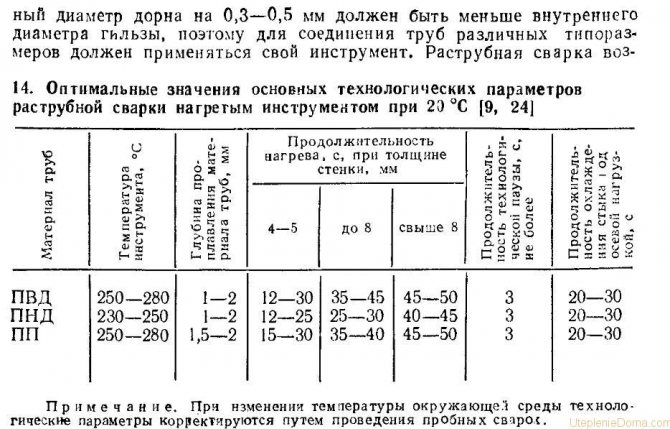
- Закрепване на части към устройството върху разклонителните тръби със съответния диаметър. Те трябва да се отопляват в съответствие с указанията на таблицата, с която е комплектовано оборудването.
- Тръба и фитинг връзка. Това се прави строго в една посока, докато вътрешната част се опре до заключващия фиксатор в фитинга. Не можете да завъртате продуктите, да ги движите напред-назад. Позволена е корекция за ъгъла на съединението.
- Охлаждане. Необходимо е фугата да се поддържа в статично положение толкова дълго, колкото е предписано в инструкциите за устройството. Само след това сглобяването може да продължи.
За разлика от металните тръби, полимерните тръби се нуждаят от опора за вертикални и хоризонтални опори. На всеки 100-150 см те се фиксират към стените с пластмасови дистанционни скоби. След сглобяването полипропиленовите комуникации не се нуждаят от допълнително довършване и последваща поддръжка.


Електроди
Електроди
Можете правилно да заварявате стоманени отоплителни тръби, ако изберете правилните електроди. Всички те са два вида: нетопящи се и с топяща се основа. Градирането се основава на разнообразието на електродната сърцевина. За непотребителния тип се използват електротехнически въглища, графит или волфрам. Що се отнася до консуматива, той е направен от заваръчна тел, която може да има различен състав и размер. В нашия случай често се използват електроди с диаметър от 2 до 5 мм. Продуктите с големи размери могат да се готвят с голям диаметър на електрода.
Що се отнася до покритието, това също влияе върху избора на един или друг електрод за заваряване на стоманени отоплителни тръби. Има такива електроди:
- С основно покритие. Благодарение на такъв консуматив шевовете имат малка вероятност от напукване и имат добри стойности на якост.
- Покрит с рутил целулоза. Те се използват за различни случаи, включително най-трудните: вертикален шев отгоре надолу.
- Покрит с рутил. Шевовете са отлично изглеждащи. Шлаката се отстранява добре и запалването е лесно. Следователно, тези електроди често се използват за заваръчни шевове и заварки.
- Покрит с рутилова киселина. Шлаката се формира от специална структура, тя просто се отстранява в края на процеса.
- Целулозно покритие. Подходящ за продукти с голям диаметър, за създаване на вертикални и кръгли шевове.
Технология за заваряване на метални тръби

За медни тръби се използва технология за газово заваряване
За да бъде връзката здрава и плътна, е необходимо да подготвите системните части преди инсталацията. Необходимо е да се провери равномерността на ръбовете, скосяването и шлифоването на метала на разстояние 10 мм от среза. След това трябва да обработите почистените места с разтворител, за да ги обезмаслите.
За заваряване на тръби за различни цели се използват електроди със следния състав на покритието:
- рутилова киселина (RA) - за инсталиране на студено и топло водоснабдяване в публичния сектор;
- рутил (RR) - за сглобяване на отоплителни системи, работещи под високо налягане;
- рутилова целулоза (RC) - използва се в конструкции, изискващи висока надеждност на фугите;
- универсален (B) - за монтаж на всички видове тръбопроводи в жилищния сектор и в производството.

Студеното заваряване може да се използва за временно съединяване на тръби
Можете да готвите метални тръби, като използвате следните технологии:
- Електрическо заваряване. Извършва се ръчно или с помощта на машина. Принципът на действие се основава на създаването на електронна дъга, която възниква по време на късо съединение. Този процес е придружен от отделянето на голямо количество топлина, което води до топене на метала. За създаване на шев се използват консумативни или непотребими електроди.
- Газово заваряване. Тръбните съединения се топят под въздействието на изгарящия газ, едновременно с налагането на метал върху него, който действа като съединител. Образува се монолитна фуга, която има хомогенна структура със съседни части.
- Студено заваряване. Този метод се използва при инсталиране на тръбопроводи с ниско налягане или при ремонт на труднодостъпни места. Същността на метода се състои в увиване на превръзка, импрегнирана с бързо втвърдяващо се лепило около удара.
Изборът на опцията е правилен, ако отговаря на характеристиките на системата и характеристиките на охлаждащата течност.
Какво е газово заваряване
Основата на газовото заваряване е нагряването на метални секции с пламък, генериран по време на горенето на смес от кислород с горим газ, и след това запълване на съединението между елементите, които трябва да бъдат заварени с разтопен метал. Силата на заваръчния шев при газово заваряване е по-ниска, отколкото в резултат на други видове заваряване (например електрическа дъга), но при инсталиране на тръби с малък диаметър (до 150 mm) или с тънки стени (по-малко от 3,5 mm) , това е единственият възможен начин да се присъедините към тях.
Класификация на заваръчните шевове

При некачествено заваряване с времето се появяват дефекти на шевовете
Фугата може да бъде заварена по различни начини въз основа на конструктивните характеристики и дебелината на метала, който се обработва.
Има такава класификация на заваръчните шевове:
- На външен вид те са плоски (нормални), отслабени (вдлъбнати) и подсилени (изпъкнали).
- По дължина - плътни (непрекъснати, затворени), прекъснати (точки, сегменти). По отношение на дължината шевовете се подразделят на къси (до 25 см), средни (26-100 см) и дълги (повече от 101 см).
- При изпълнение - хоризонтално (на вертикални участъци), вертикално (на хоризонтални носачи), таван (когато фугата е направена отдолу), отдолу (електрод отгоре на шева).
- Според ефективната сила - фланг (по оста), челен (през оста), наклонен (напречно), комбиниран (комбинация от типове).
- По броя на слоевете и проходите - еднослойни (един проход) и многослойни (няколко прохода).
С правилната инсталация на отоплителната система могат да се изпълнят всички изброени шевове. Ако е необходимо, заваряването се извършва и от вътрешната страна на тръбите.
Характеристики на приложение при работа с тръби
Тръбопроводите най-често са предназначени за транспортиране на течност или газ. Така че на мястото на челните шевове вътре няма мъниста, които пречат на движението на съдържанието на тръбопровода, не е позволено да прониква през стените през и през.Поради тази причина подготовката на части при заваряване на тръби ще бъде различна от тази при заваряване на други продукти и конструкции.
Газовото заваряване на тръби се извършва в един слой и в един проход. Допустимата издутина на челния шев е не повече от 1-3 mm.
Шевът трябва да бъде гладък, без пролуки и неравности, с постепенен преход към метала на заваряваните части.
Основните видове заварени съединения
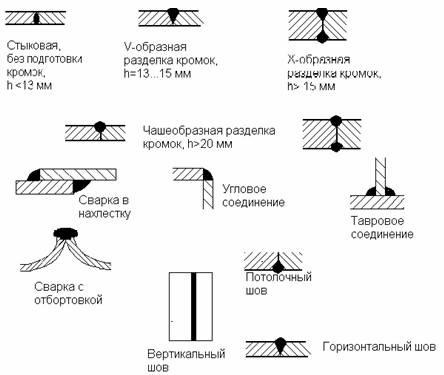
Видове заварени съединения
Според местоположението им в космоса шевовете се разделят на следните видове:
- ъглови - частите са под ъгъл;
- Т-образна - връзка на края и отстрани на елементите;
- челни тръби са свързани в една равнина;
- припокриващи се - частите се наслагват една върху друга;
- край - прилежащ към страничните повърхности на фрагментите.
В хода на работата капитанът избира най-удобния за себе си и съответстващ на техническите условия метод на заваряване на части.
Смяната на газозаварени батерии е гаранция за качествени шевове!

Появата на нови предложения на пазара на отоплително оборудване подтиква населението да мисли за подмяна на стари батерии с нови отоплителни радиатори. За да извършите подмяна, е важно правилно да определите как ще се извърши инсталирането на отоплителни радиатори. Има много опции, с които може да се свърши работата, но най-ефективно е да се използва газово заваряване. Това се дължи на факта, че подмяната на батерии с газово заваряване има много предимства, като например:
- Повишена надеждност. При условие, че работата е завършена, ще има висококвалифициран майстор, полученият шев ще се отличава с надеждност, благодарение на което той ще бъде в състояние идеално да служи в продължение на много години. Освен това завареният шев няма да изисква допълнително внимание върху себе си, както се наблюдава при извършване на монтаж с помощта на сглобени съединения. Това се дължи на факта, че кръстовището няма допълнително уплътнение, което по правило е крехко при работа.
- Изряден външен вид. След като заваръчните работи са напълно завършени, шевът остава практически невидим, така че да не разваля външния дизайн на помещението и да може да остане на открито място.
Само опитен майстор трябва да има доверие да инсталира отоплителни радиатори, тъй като ефективността и икономичността на отоплителната система ще зависят от качеството на извършената работа. Майсторите от нашата компания са в състояние да извършат инсталирането на радиатори с помощта на газово заваряване ефективно и точно.
| 1 | Отпътуване за подмяна | настолен компютър | е свободен |
| 2 | Консултация и оценка | настолен компютър | е свободен |
| 3 | Покупка и доставка на материал | настолен компютър | е свободен |
| 4 | Смяна на батерии с газово заваряване от 20 бр. | настолен компютър | 2500 |
| 5 | Смяна на батерии с газово заваряване от 10 бр. | настолен компютър | 3000 |
| 6 | Смяна на батерии за газово заваряване от 4 бр | настолен компютър | 3500 |
| 7 | Смяна на батерии за газово заваряване от 2бр | настолен компютър | 4000 |
| 5 | Смяна на една батерия с газово заваряване | настолен компютър | 5000 |
Предимство на подмяна на батерии с газово заваряване

Заваряването е специален процес, при който разтопеният метал се излива между краищата на части, нагрявани до определена температура. Важно е да се отбележи, че краищата се загряват до температурата, изисквана от технологията и характеристиките на самия материал.
Извършват се газови заваръчни работи за заваряване на метални части с различни форми, освен това заваряването се използва за отстраняване на дефекти от метална повърхност, независимо от нейната форма и размер.
Газовите заваръчни работи при подмяна на батерии се състоят от:
- подготвителна част;
- заваряване (нанасяне на шев);
- премахване на пукнатини и кухини от повърхността на метална част;
- изглаждане на шевовете (ако е необходимо).
Само специално обучени специалисти имат право да извършват газови заваръчни работи, тъй като само те са в състояние да заваряват метални повърхности помежду си възможно най-правилно и ефективно.
Как става подмяната на отоплителните батерии с газово заваряване
Както вече беше отбелязано, използвайки газово заваряване, можете да инсталирате отоплителни радиатори възможно най-ефективно и надеждно. Основното обяснение за това е, че металните ръбове на тръбата и радиатора са свързани с разтопен метал, който се образува в резултат на топенето на пълнителната тел. С помощта на газово заваряване е лесно и най-важното бързо да свържете стоманени тръби с радиатор, чийто външен диаметър не надвишава 100 милиметра. Точките на закрепване (заваръчен шев) се отличават със своята надеждност и способността да издържат на високо работно налягане в системата, което изключва възможността за пробив. Трябва също да се отбележи, че шевът, направен от майстор, изглежда много спретнат в сравнение с фитинги и други налични
Методи на заваряване
Технологията за монтаж зависи от диаметъра на тръбата и дебелината на стената:
- Газовото заваряване с ацетилен или пропан се използва за тръби с диаметър до 150 mm и със стена до 6 mm. Фуги с дебелина до 3 мм се приготвят без рязане, а в останалата част ръбовете се изрязват предварително под остър ъгъл, за да се образува здрава фуга.
- Аргонова дъга, MIG / MAG заваряване се използва за стоманени газопроводи.
- Електрическото заваряване се извършва при малки обеми, броят на пробивите зависи от дебелината на валцувания състав. За работа използвайте автоматично, полуавтоматично или ръчно заваръчно оборудване.
- Полуавтомат обикновено се използва за направа на завършващ слой, използване на потоци или защитна атмосфера.
- При вътрешно окабеляване в изключителни случаи се използва електрическо заваряване, обикновено се използва газово оборудване.
Всеки метод има плюсове и минуси. Много зависи от материала за заваряване, достъпа до тръбата в монтираните зони.
Нюансите на заваряване в апартамента
При извършване на работа в нова сграда, когато къщата все още не е обитавана и е свързана към централизирани газоснабдителни мрежи, няма големи пречки за работа, основното е, че всичко се извършва в съответствие с проектната документация. Не е необходимо да уведомявате съседите и да поискате от управляващата компания да спре газта. Друго нещо е в апартамент, където вече има мебели, а съседите живеят зад стената. Първото нещо, на което трябва да обърнете внимание, е, че всички разрешителни са правилно съставени. Имаше разрешение от газова служба да инсталира газово оборудване, беше издадено техническо задание за проект за газификация и самият проект беше завършен.
Преди започване на работа е необходимо да уведомите всички съседи за спирането на газа и да изключите централния вентил. В този случай не само го затворете, но и му подайте знак, че подаването на газ е спряно.
След спирането на газа е необходимо да освободите останалия газ в тръбите и да проветрите помещението, това се изисква от правилата за безопасност. И едва след това продължете директно към работата.
Когато организирате работно място, е необходимо да се уверите, че достъпът до мястото на заваръчни и монтажни работи е максимален. Като се има предвид, че с помощта на електрическо заваряване не е възможно да се отопляват и огъват тръби, за удобство се вземат готови ъглови елементи. Посоката на удължението на тръбопровода е от основната тръба. Първо се прави обвързване, след това се монтира метър и след това се прави разпределителна мрежа.
След като цялата работа приключи, се прави пробен пуск на газа. И с помощта на сапунен разтвор се определят местата на изтичане на газ. Ако се установят течове, тези места отново се варят. Проверката и отстраняването на течовете се извършва, докато газопроводът не бъде стегнат.
MIG / MAG заваряване
Технологията Metal Inert / Active Gas създава защитна атмосфера над работната зона. Заваряването на газови тръби по метода MIG / MAG се използва за валцувани продукти от въглеродни стомани, състои се в подаване на пълнителна тел, топене на нейния ефект от електрическа дъга. Защитната атмосфера предотвратява окисляването на стопилката. В полуавтоматите на инвертора пълнителният проводник действа като проводящ електрод.Доставката на газ се регулира от редуктор или разходомер. Методи на заваряване:
- ръчно - заварчикът подава добавката в заваръчния басейн самостоятелно (най-простият и евтин вариант за извършване на заваръчни работи);
- в полуавтоматичен режим добавката се подава през пистолет с променлива скорост (работата с инверторно оборудване изисква определени умения, способността за управление на шева);
- когато се използват автоматични машини, скоростта на подаване на пълнителната тел е фиксирана (използва се скъпо оборудване).