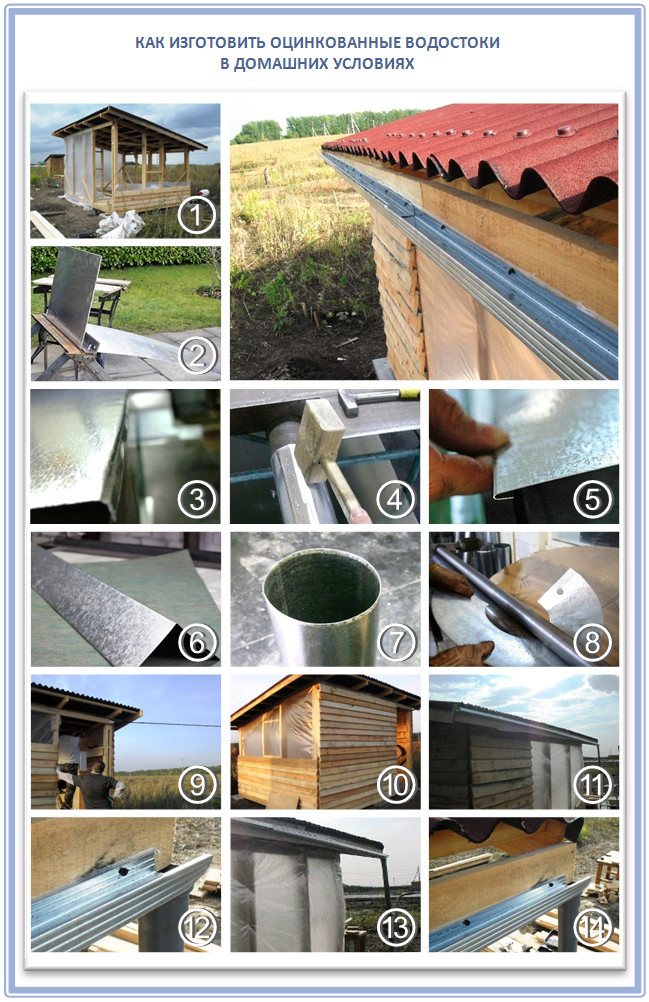
Как да направите тръба от калай - направете си сами калаени тръби
Домашните строители се опитват да намерят най-бюджетните варианти за решаване на проблеми. Ето защо въпросът за това как да направите тръба от калай със собствените си ръце е от значение за много майстори-аматьори. В крайна сметка, домашен тръбен продукт, изработен от калай, може да бъде съвсем сравним с улуци или обвивки, които лежат на рафтовете в специализирани магазини.

Следователно трябва да научите повече за процеса на изработване на калаена тръба, която има характеристики като фабричните продукти.
Характеристики на изходния материал
Преди да пристъпите към производството на тръба от метален лист, трябва да разгледате по-отблизо материала, от който ще бъде направена тръбата, и нейните характеристики. Като начало си струва да се каже, че това са продукти от валцуващ тип, с други думи, калайът е лист стомана, който е преминал през ролките на валцована мелница и има дебелина 0,1-0,7 мм.
В допълнение към операциите с валцуване, технологията за производство на калай предполага обработка на готови валцувани продукти от образуването на корозивни процеси. За да направите това, върху стоманата след валцуване се нанася слой материал, който не е обект на корозия.

Резултатът от извършените действия е стоманен лист, ширината на който може да варира от 512 до 1000 mm, с хромирано или цинково покритие. Крайният продукт е пластмаса, така че калай може лесно да се борави. В този случай валцуваните ребра за твърдост могат да се сравняват по якост със стоманени изделия. Това позволява използването на ламарина при производството на продукти със сложен дизайн.
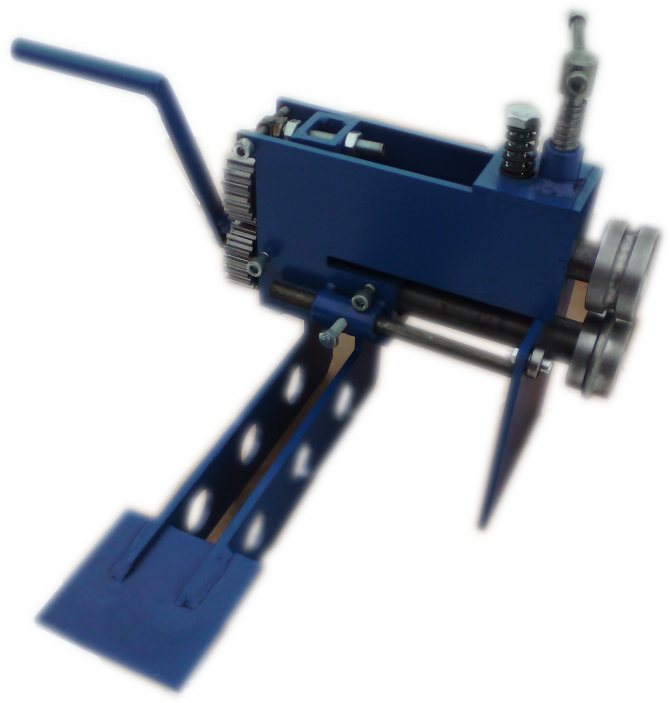
Машина за направа на улуци | PKP STANBOX
Произвеждаме пълен комплект за производство на дренажни тръби от поцинкована стомана. Също така на тези машини можете да направите колена, фунии и други елементи на дренажната система от поцинкована. Освен това комплект машини се използва при производството на комини, вентилационни елементи, кожуси от изолационни черупки на отоплителни мрежи.
Кратко описание на работата:
- На огъването на сгъването огъваме легналата гънка
- С помощта на ролките навиваме цилиндъра на бъдещата тръба
- Прихващаме предварително получената гънка и машината за зашиване я навива до състоянието на запечатан шев
- Машината за изгаряне ще ви позволи да търкаляте ребра за усилване, стесняване (гофриране) и да правите хребети за сглобяване на фунии и колена
Сгъваема машина

Масивните панти и тежката огъваща греда позволяват да се постигне равномерно и точно огъване на фалца, от което зависи качеството на шева на водосточната тръба. Всички сгъваеми огъвачи са изработени от стомана 09g2s, което значително намалява тяхното износване. Също така машината се използва за огъване на ребрата на улука, както и други закрепващи елементи при производството на дренажни елементи.
Ръчни ролки

Машина за търкаляне на тръби и други елементи на улука с конзолен горен вал, прибран встрани за лесно отстраняване на валцуваната тръба. Ролките от тази серия имат механиката на бързото движение на валовете, което увеличава скоростта на работа на машината, а органите за управление, разположени от едната страна на машината, опростяват работата, като по този начин увеличават производителността.
Сгъваема конзола

Утаяването позволява бърза работа, тъй като скобата се извършва с едно движение на лоста - ексцентрика. Специалният дизайн на горния багажник гарантира достатъчен натиск върху метала и пълна плътност на разстрояващия шев. Освен това шевният шев може да се използва за зашиване на ръба на листа, огънат на 180 градуса (подсилен ръб).
Машина за ръчно сгъване
Ръчно нарязване с пълен набор от ролки (фланцова, ребра за втвърдяване и гофриране) за извършване на операции по нарязване на всички елементи на дренажната система. Можете също да поръчате ролки за рязане на метал и да използвате зигмашина като листорез - циркуляр.
На всички наши машини се правят въртящи се, склонни към триене възли (шахти на валове, ролки, подвижни ексцентрици и др.) Върху лагери, което елиминира необходимостта от постоянно смазване, елиминира люфта и гарантира лесно въртене през целия живот на машината.
Можете също да поръчате машини, оборудвани с електронна поща. механично задвижване.
Обикновено машините са винаги на разположение, изпратени от сервиза. Моля, свържете се, ние ще ви покажем различните опции за пълен комплект.
valci.ru
Необходими инструменти
Списъкът с инструменти и устройства, необходими за направата на поцинковани коминни тръби със собствените си ръце, се дължи на свойствата на калай, по-специално мекота и пластичност. Обработката на този вид материал не изисква прилагането на специални усилия, които са необходими за работа с листови материали.
Следователно при производството на калаени тръби за комина се изисква следният набор от инструменти:
- Ножици за рязане на метал. Този инструмент помага за лесното нарязване на листовия материал на желаните парчета, тъй като най-голямата дебелина на листа достига 0,7 мм.
- Чук с мека глава. Можете също да използвате дървен чук, чук или стоманен инструмент с мека гумена дръжка. Последният вариант обаче се използва много внимателно или изобщо не се приема, тъй като може да причини деформация на тънък лист калай и да съсипе цялата работа.
- Клещи. С помощта на този инструмент те решават въпроса как да огънете тръба от калай, защото тя е стомана, въпреки че е тънка, следователно е невъзможно да я огънете с ръцете си.
- Занаятчийска маса. Това устройство е необходимо при рязане на материал и при нанасяне на маркировки.
- Калибриращ елемент. Това може да бъде тръбен продукт с диаметър повече от 10 сантиметра, както и ъгъл с ръбове от 7,5 сантиметра. Тези елементи трябва да бъдат добре фиксирани, тъй като на тяхната повърхност ще се извършва занитване на челната връзка.
В допълнение към тези инструменти, трябва да подготвите линийка или рулетка и маркер, който представлява стоманена пръчка с остър ръб.
III етап. Подготвяме дренажни елементи
И така, нека сега разберем, ако решите да закупите поцинкована ламарина и сами да изградите канализация за вашата къща. Работата с поцинкована стомана не е трудна, тъй като нейният защитен слой е достатъчно устойчив на абразия и повреда, така че такива части могат лесно да се огъват и дори да се подлагат на удари. Основното нещо е да се избягват дълбоки драскотини по време на работа, това е всичко.
Най-лесният начин за изрязване на индустриални поцинковани улуци е с пила с фини зъби - ножовка или специален метален трион. А за направата на малки дупки използвайте специални метални ножици. Но има един момент: за поцинковани улуци не можете да използвате ъглошлайф като шлайф, защото той загрява стоманата и разрушава поцинкованото покритие.
Заготовките трябва да бъдат направени предварително - това са шаблони за всички елементи на улука. Например за фуния това е сегмент от пръстен, а за тръба е правоъгълник. Освен това можете лесно да се справите сами с всичко това, а индустриалните или домашно приготвените машини само ще улеснят процеса малко за вас. Днес можете да закупите доста разнообразно огъващо оборудване за този бизнес, например ролкови огъващи плочи или огъваща машина, или дори подвижни греди:
Това са елементите, които ще трябва да направите:
Или дори да се ограничите до такъв гениално прост вариант, който има право на живот за малка селска къща или градинска сграда:

И за да направите висококачествена дренажна система от този материал, не ви трябват толкова много:
- листове от поцинковано желязо, с дебелина около 0,7 мм;
- обикновени ножици за метал;
- чук, чук и клещи.
Направете всички затворени продукти от поцинкована улука със шевна връзка. Това е ключалка, в която са свързани гънките, и е доста херметична. Най-лесният начин за вас е да направите една гънка с просто оформление по краищата и с две гънки. Ако искате да направите нещо по-сложно, тогава насочете гънките в противоположни посоки. За водосточните тръби е достатъчен шев с ширина на шева от 4 до 10 mm, така че не усложнявайте целия процес. Между другото, почти всички поцинковани улуци са свързани чрез сгънатия метод. Следователно можете спокойно да правите ъгли и тройници с всякакъв наклон, ъгъл и конфигурация.
Ето един от най-популярните методи за изработване на поцинковани водосточни елементи:
- Стъпка 1. Внимателно обмислете самия поцинкован лист: той трябва да е равномерен, с еднаква повърхност и обработени ръбове. И когато започнете да правите проекта на вашата бъдеща дренажна система, отделно очертайте всички елементи, от които се нуждаете. След това поставете поцинкованата ламарина върху твърда повърхност и нарисувайте модел на бъдещата част с остър предмет.
- Стъпка 2. Ако работите по направата на тръба, тогава ширината на шаблона трябва да бъде равна на бъдещия диаметър на продукта плюс 12 сантиметра от всяка страна за шева. Също така увеличете дължината на канализацията с няколко сантиметра. Сега с метални ножици изрежете детайла, очертайте гънката на гънката и огънете краищата с чук. За това ще е достатъчен само половин сантиметър.
- Стъпка 3. Придаването на детайла ви във формата на водосточна тръба ще бъде лесно: просто го увийте около обект с желаната форма, например пластмасова тръба.
- Стъпка 4. Сега подрежете улуците и тръбите с метална ножовка. Всички резки трябва да бъдат добре почистени с обикновена пила, в противен случай те ще попречат на запечатването на дренажните фуги.
- Стъпка 5. Просто увийте краищата на лентите върху стоманен ъгъл, след това навийте листа и го закрепете с чук.
- Стъпка 6. Сега направете Г-образна гънка и закачете подгъва в ключалката. Закрепете този ръб, като почукате по краищата с чук. Просто следвайте всички предпазни мерки, за да не се нараните или да не се порежете от острите ръбове на калай.
Ето и добър пример за обикновен улук от поцинкована стомана:
Единствената трудност, с която ще трябва да се сблъскате, е скачването на самоделни елементи помежду си. За да направите това, леко коригирайте късия ръб на листа, преди да го навиете, така че да се окаже, че е изтънен с няколко милиметра.
Ето още една практическа инструкция за работа с този материал:
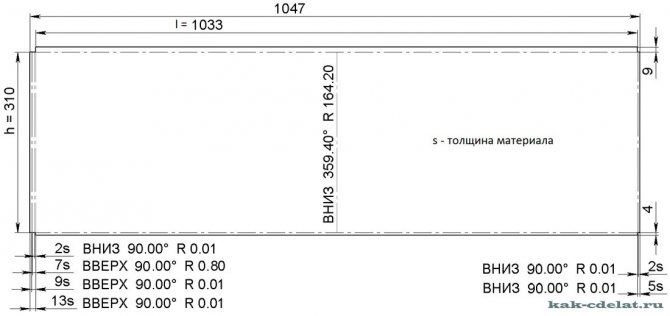
- Стъпка 1. За тръбата трябва да изрежете заготовка от плътен лист, от едната страна на 3,40 метра, а другата на 3,30 метра.
- Стъпка 2. Сега правим шевове за тръбата от двете страни. За да направите това, върху метален ъгъл просто огънете краищата на листовките с 7 мм с чук и ги огънете в различни посоки един от друг под ъгъл от 90 градуса.
- Стъпка 3. Обърнете детайла с огънатите ъгли нагоре и с чук завършваме този ъгъл до 130-150 градуса.
- Стъпка 4. В резултат на това вашият детайл трябва да излиза само на 1 см от ъгъла и да го потупва с чук по цялата дължина на ъгъла. Правете тези удари, така че да са силни и уверени. Вашият чук трябва да лежи точно в равнината на ъгъла и в същото време да не се отклонява нито надясно, нито наляво, за да не повреди шева.
- Стъпка 5. Сега стискаме детайла около друга тръба и съединяваме шевовете. След това детайлът се удря с чук в точката на залепване, докато ъглите се пресекат напълно.
- Стъпка 6. Нарязването на вашата завършена тръба на отделни елементи ще ви помогне най-обикновената отварачка за консерви, колкото и да е странно. Само след изрязване почистете краищата.
Ако сте направили всичко правилно, вашите части трябва лесно да се поберат с други елементи на улучната система, дори фабрично изработени.
Подготвителен етап
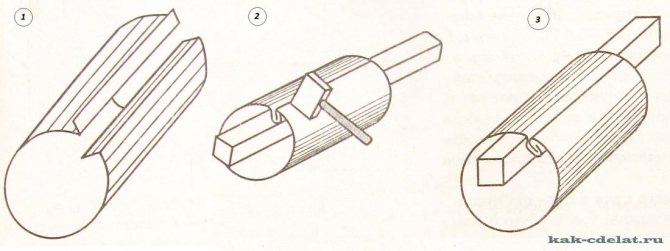
Първо, върху листа от калай се нанасят маркировки, по които ще се реже полуготовият продукт. С други думи, необходимата част се изрязва от определен лист метал, от който ще се формира контурът на бъдещата тръба. Процесът на маркиране се извършва по следния начин: листът се поставя върху работна маса и от горния ръб се измерва сегмент, равен на дължината на тръбата. Тук марката се прави от маркер.

След това, като се използва квадрат, се изчертава линия по тази марка перпендикулярно на страничния ръб. Сега по тази линия обиколката на тръбата, същото се прави по горния ръб. В същото време се добавят около 1,5 см по двата ръба, за да се образуват свързващите ръбове. Горната и долната маркировка са свързани и детайлът се изрязва.
За да определите обиколката, можете да използвате рулетка или да си припомните училищния курс по геометрия.
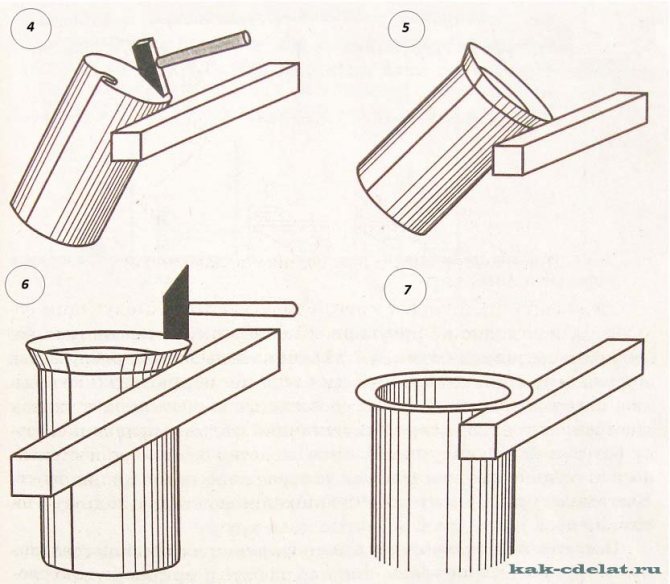
Как да направите тяло на тръбата от калай
Целта на този етап е да оформи тръбния профил. Начертана е линия по дължината на детайла отдолу и отгоре, по която гънките ще бъдат огънати. В този случай се измерват 5 mm от едната страна и 10 mm от другата. Гънките трябва да бъдат огънати под ъгъл от 90 0. За да направите това, детайлът се полага върху стоманен ъгъл, подравнявайки линията на сгъване с ръба на ъгъла. Удряйки ръба с чук, огънете го до перпендикулярната страна на ъгъла.
Препоръчва се продуктът да се огъва постепенно, преминавайки с чук по цялата му дължина. В този случай можете да започнете да огъвате с клещи.

Сега, при сгъването, чийто размер е 10 mm, се прави още едно сгъване, за да се образува вид буква G. В процеса на сгъване на сгъването трябва да се уверите, че горната гънка е успоредна на детайла и дължината му е 5 милиметра. Следователно, когато чертаете линия на сгъване, от едната страна измерете 0,5 см веднъж, а от другата страна - два пъти по 0,5 см всяка.
Закрепване на поцинкованото дъно
Основният материал при производството на дъното ще бъде поцинкована ламарина. Най-подходящият вариант би бил подходяща дължина на листа за размерите на рамката на лодката. Ако не е възможно да закупите желязо с този размер, тогава можете да вземете два листа, но някои трудности могат да възникнат по време на конструкцията на лодката. Основните действия при извършване на такава работа са:
- Изрежете парче поцинкована стомана по дъното на лодката. За да направите това, контурът може да бъде очертан с маркер и отрязан.
- Нанесете уплътнител с права линия в долните части на страните, върху него е положена специална резба. Ако няма нито едното, нито другото, тогава всичко може да бъде заменено с боя и теглене. Тези действия ще предотвратят изтичането на лодката.
- Поставяме поцинкована отгоре.
- Фиксираме го с самонарезни винтове с пресоваща шайба или пирони (1,8х32). Трябва да започнете да фиксирате от средата до краищата. Разстоянието е приблизително 2-5 cm между стойките.
- Надвисналото, поцинковано желязо се подрязва и потупва с чук.
- След това трябва да укрепите носа. Правим това и с помощта на калай.
Препоръчваме да прочетете: Какви характеристики има пилотната лодка?

По-нататъшната работа се състои в лакиране и изсушаване на лодката. Сушенето винаги се извършва на сянка. Ако желаете, можете да защитите дъното от корозия, то е покрито с маслена боя на няколко слоя.
YouTube отговори с грешка: Дневният лимит е надвишен. Квотата ще бъде нулирана в полунощ тихоокеанско време (PT). Можете да наблюдавате използването на квотите си и да коригирате лимитите в конзолата на API: //console.developers.google.com/apis/api/youtube.googleapis.com/quotas?project=361189687205
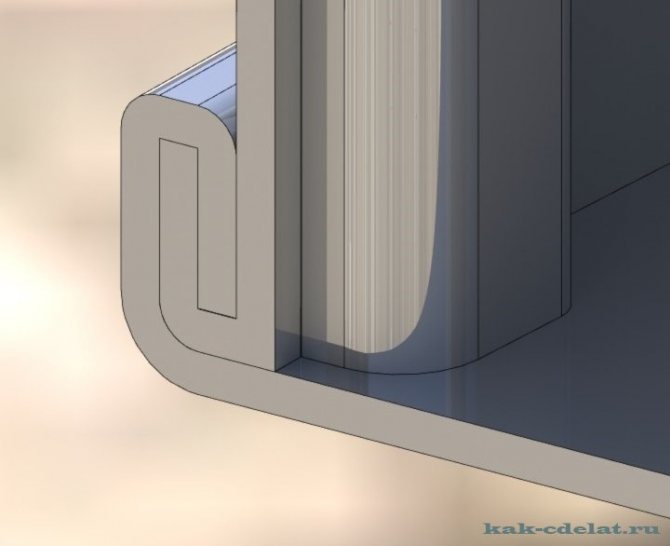
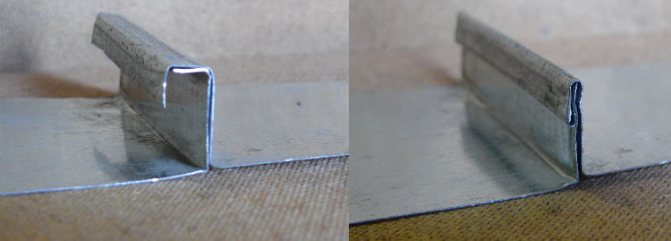
Обработка на съединението на шева
Последният етап включва обработка на челния шев, т.е. кримпване. За да направите това, горната част на L-образната гънка се сгъва надолу, обвивайки ръба на другата гънка. Резултатът трябва да бъде един вид сандвич, перпендикулярен на тръбата. За да получите челна заварка, трябва да притиснете сандвича към продукта.

За по-голяма надеждност челният шев е подсилен с нитове. Въпреки това, направете си сами тръби от калай, използващи този метод на свързване, не се нуждаят от допълнителна армировка.
Как да направите тръба от калай - направете си сами калаени тръби
Домашните строители се опитват да намерят най-бюджетните варианти за решаване на проблеми. Ето защо въпросът за това как да направите тръба от калай със собствените си ръце е от значение за много майстори-аматьори. В крайна сметка, домашен тръбен продукт, изработен от калай, може да бъде съвсем сравним с улуци или обвивки, които лежат на рафтовете в специализирани магазини.
Следователно трябва да научите повече за процеса на изработване на калаена тръба, която има характеристики като фабричните продукти.
Характеристики на изходния материал
Преди да пристъпите към производството на тръба от метален лист, трябва да разгледате по-отблизо материала, от който ще бъде направена тръбата, и нейните характеристики. Като начало си струва да се каже, че това са продукти от валцуващ тип, с други думи, калайът е лист стомана, който е преминал през ролките на валцована мелница и има дебелина 0,1-0,7 мм.
В допълнение към операциите с валцуване, технологията за производство на калай предполага обработка на готови валцувани продукти от образуването на корозивни процеси. За да направите това, върху стоманата след валцуване се нанася слой материал, който не е обект на корозия.
Резултатът от извършените действия е стоманен лист, ширината на който може да варира от 512 до 1000 mm, с хромирано или цинково покритие. Крайният продукт е пластмаса, така че калай може лесно да се борави. В този случай валцуваните ребра за твърдост могат да се сравняват по якост със стоманени изделия. Това позволява използването на ламарина при производството на продукти със сложен дизайн.
Валцуваща машина за профилни тръби в производство и у дома + видео
Металните конструкции винаги са много популярни поради тяхната здравина, в резултат на което валцова машина за профилна тръба няма да стои на празен ход в нито едно предприятие и няма да навреди и у дома.
1 Какво представлява валцовата мелница за производството на оформена тръба
Красива модерна стелажна единица, алуминиева стълба, оранжерия в крайградска икономика, козирка над вратата - всичко това най-често е направено от метални профили. Те могат да бъдат правоъгълни (включително квадратни), многоъгълни и овални, да не говорим за кръгли тръби. Тези стоманени и алуминиеви продукти се произвеждат на специални валцови мелници. Независимо от формата и калибъра на напречното сечение, производството на профили може да се извърши в пълен цикъл, т.е. започвайки от суровини и завършвайки с готови продукти, или само чрез студено пресоване на конвенционална кръгла тръба.
Препоръчваме ви да се запознаете
Технологията за формоване на продукти от блокове или дори с предварително отливане се извършва на големи промишлени линии, където заготовката преминава през няколко етапа на обработка. В такова производство са включени отливки и валцовъчни машини, реверсивни единични или многостенкови непрекъснати линии, както и студени валцовъчни машини. Всички горепосочени единици или само някои от тях могат да участват в един промишлен комплекс. Ако леенето не е предвидено в началото на технологичния процес, като суровини се използват метални блокове.
Много метални конструкции не изискват специална якост и профилите за тях не е необходимо да бъдат направени с предварително определени свойства, като висока степен на еластичност или висока якост на опън. В този случай ще бъде достатъчно да се получат стоманени и алуминиеви продукти чрез студено валцуване на ролки от кръгла тръба. Подобна линия може да бъде сглобена в малка стая, а за малките продукти отделна мелница може лесно да бъде инсталирана в домашна работилница в крайградска зона. Основното е, че наблизо няма жилищни помещения, тъй като шумът от обработката на метала чрез компресия е доста силен.
2 Как работи машината за валцуване на профилни тръби
Обмислете различните последователности на обработка на детайла, преди да го превърнете в завършен профил.Нека да започнем процеса на леене и валцуване, когато веднага след машината за непрекъснато центробежно леене на дебелостенна заготовка е монтирана мелница с ролки, които започват да образуват кух цилиндър за леене при навлизането му във формата. Тази технология предвижда използването на висока остатъчна температура на продукта. Такива линии се наричат цъфтящи линии, от които се отделят заготовки за по-нататъшно, по-точно валцуване, които предварително се изрязват до необходимия размер с механични ножици или триони.
Машината за непрекъснато валцуване за производство на безшевни оформени тръби представлява линия от множество единици, в която като суровина се подава слитък или стоманен кръг, чиито размери са предварително въведени в чертежите. Чрез използване на напречно-спирални ролки върху пробивна мелница, в детайла се създава кухина, в резултат на което се получава междинен продукт - втулка. В него се формира равномерен вътрешен диаметър с помощта на дюза върху калибриращ дорник с периодично периодично външно движение върху оформена фреза.
Друг начин да направите тръби е да ги заварявате в пещ от метална лента. Първоначално навит на руло, той се отвива при навлизане в производствената линия, заварява се до края на предишния, вече включен в техническия процес и се изпраща в мелницата през газовата фурна. Там лентата се навива в тръба, преминавайки 12 ролки, всяка двойка от които е комбинирана с габарит. Когато краищата на завоите са свързани, металът, нагрят в пещта до 1350 градуса, се заварява самостоятелно. Механичните триони разделят готовия продукт на секции, които се калибрират и изпращат до следващата мелница с валяци, смачкващи стените, докато се оформи желаният профил.
Най-простият вариант са студено валцуваните продукти от готови кръгли тръби. Всъщност това е последният етап от описания по-рано технически процес, с единствената разлика, че готовите метални тръби с пръстеновидно изрязване първоначално се закупуват като суровини. Ролки с подходящата форма на вдлъбнатината се монтират на редове по двойки, като всеки ред се върти в обратна посока. По принцип такова устройство заема малко място и най-малките модели могат да бъдат инсталирани в домашна работилница.
За валцуване на първо място се нуждаете от надеждна основа, закрепена с болтове към тежка работна маса или директно към бетонен под, така че механизмът да не помръдва по време на работа.
Необходими инструменти
Списъкът с инструменти и устройства, необходими за направата на поцинковани коминни тръби със собствените си ръце, се дължи на свойствата на калай, по-специално мекота и пластичност. Обработката на този вид материал не изисква прилагането на специални усилия, които са необходими за работа с листови материали.
Следователно при производството на калаени тръби за комина се изисква следният набор от инструменти:
- Ножици за рязане на метал. Този инструмент помага за лесното нарязване на листовия материал на желаните парчета, тъй като най-голямата дебелина на листа достига 0,7 мм.
- Чук с мека глава. Можете също да използвате дървен чук, чук или стоманен инструмент с мека гумена дръжка. Последният вариант обаче се използва много внимателно или изобщо не се приема, тъй като може да причини деформация на тънък лист калай и да съсипе цялата работа.
- Клещи. С помощта на този инструмент те решават въпроса как да огънете тръба от калай, защото тя е стомана, въпреки че е тънка, следователно е невъзможно да я огънете с ръцете си.
- Занаятчийска маса. Това устройство е необходимо при рязане на материал и при нанасяне на маркировки.
- Калибриращ елемент. Това може да бъде тръбен продукт с диаметър повече от 10 сантиметра, както и ъгъл с ръбове от 7,5 сантиметра.Тези елементи трябва да бъдат добре фиксирани, тъй като на тяхната повърхност ще се извършва занитване на челната връзка.
В допълнение към тези инструменти, трябва да подготвите линийка или рулетка и маркер, който представлява стоманена пръчка с остър ръб.
Подготвителен етап
Първо, върху листа от калай се нанасят маркировки, по които ще се реже полуготовият продукт. С други думи, необходимата част се изрязва от определен лист метал, от който ще се формира контурът на бъдещата тръба. Процесът на маркиране се извършва по следния начин: листът се поставя върху работна маса и от горния ръб се измерва сегмент, равен на дължината на тръбата. Тук марката се прави от маркер.
След това, като се използва квадрат, се изчертава линия по тази марка перпендикулярно на страничния ръб. Сега по тази линия обиколката на тръбата, същото се прави по горния ръб. В същото време се добавят около 1,5 см по двата ръба, за да се образуват свързващите ръбове. Горната и долната маркировка са свързани и детайлът се изрязва.
Как да направите тяло на тръбата от калай
Целта на този етап е да оформи тръбния профил. Начертана е линия по дължината на детайла отдолу и отгоре, по която гънките ще бъдат огънати. В този случай се измерват 5 mm от едната страна и 10 mm от другата. Гънките трябва да бъдат огънати под ъгъл от 90 0. За да направите това, детайлът се полага върху стоманен ъгъл, подравнявайки линията на сгъване с ръба на ъгъла. Удряйки ръба с чук, огънете го до перпендикулярната страна на ъгъла.
Препоръчва се продуктът да се огъва постепенно, преминавайки с чук по цялата му дължина. В този случай можете да започнете да огъвате с клещи.
Сега, при сгъването, чийто размер е 10 mm, се прави още едно сгъване, за да се образува вид буква G. В процеса на сгъване на сгъването трябва да се уверите, че горната гънка е успоредна на детайла и дължината му е 5 милиметра. Следователно, когато чертаете линия на сгъване, от едната страна измерете 0,5 см веднъж, а от другата страна - два пъти по 0,5 см всяка.
След като завършите оформянето на гънките, можете да продължите към оформянето на тялото на тръбата. За това празен лист се поставя върху калибриращ елемент и се почуква с чук или друг подходящ инструмент, за да се получи профил с определена форма. Детайлът първо приема U-образна форма и след това става кръгъл. В този случай гънките трябва да бъдат съединени.
машини за огъване на комини и тръби
Metal Master ви предлага широка гама от ръчни коминни машини. Продаденото оборудване се отличава със своята надеждност, изработка и ниска цена.
През дългия период на нашата работа (12 години) получихме огромно количество положителни отзиви от доволни клиенти.
Видео: преглед на машината за огъване на комини
Видео: преглед на ролките за огъване на тръби
Ще ви помогнем да намерите прилична огъваща машина за направа на комини. По-долу ще бъдат предложени практически съвети, след като изслушате кой можете да изберете най-добрия вариант на оборудване за вашето производство:
- Изберете единицата с поле. Той трябва да позволява обработка на метал с 30-50 процента по-дебел;
- Проучете внимателно техническите характеристики на машината. Трябва да знаете точно формата на металните части, които ще произвеждате през следващите няколко години. Какво оборудване е необходимо, стационарно или мобилно? Всичко зависи от мястото на инсталиране;
- Имате ли нужда от допълнителни опции за качествена работа (ролки, опорни маси)?
Ако имате нужда от мобилна машина за сервиз или строителна площадка, тогава най-доброто решение би било да закупите ръчна машина за огъване на непроходими листове.
Теглото на такова оборудване не надвишава 250 кг., Дебелината на ламарината може да варира от 0,63 мм до 1,5 мм, дължината на листа (1040 мм до 2050 мм).
Машини за огъване на листове Metal Master от серията LBM и LBA са идеални за решаване на технологични проблеми в ограничено производствено пространство. Работата в работилницата изисква надеждна и трайна технология като машини за ръчно пълнене на огъване.
Наличието на специални полирани подложки ще ви позволи да работите с метал, който има боя и лак или полимерно покритие.
За да се получи високо прецизно огъване на ламарина и от него да се създаде продукт със сложна форма, например комин, ще ви е необходима сегментна машина за огъване на ламарина (лесно регулиране на налягането на листа, наличие пружинен компенсатор, няма ограничения за дълбочината на празното подаване).
ОНЛАЙН излъчване от демонстрационната зала на Metal Master
metalmaster.ru
Обработка на съединението на шева
Последният етап включва обработка на челния шев, т.е. кримпване. За да направите това, горната част на L-образната гънка се сгъва надолу, обвивайки ръба на другата гънка. Резултатът трябва да бъде един вид сандвич, перпендикулярен на тръбата. За да получите челна заварка, трябва да притиснете сандвича към продукта.
За по-голяма надеждност челният шев е подсилен с нитове. Въпреки това, направете си сами тръби от калай, използващи този метод на свързване, не се нуждаят от допълнителна армировка.
Как да направите поцинкована тръба със собствените си ръце?
Можете свободно да закупите поцинковани тръби, но цената на такива продукти е доста висока, така че желанието да направите поцинкована тръба със собствените си ръце се диктува, преди всичко, от съображения за икономия.
В същото време производството на поцинковани тръби не изисква използването на специални усилия, специални скъпи приспособления и инструменти и някакъв вид професионални познания, така че всеки домашен майстор може да се справи с това, в чийто арсенал има набор от стандартни дърводелски изделия инструменти.
Процес на сглобяване на рамка
След като подготвим всички части за лодката, пристъпваме към директния процес на сглобяване на лодката от поцинкована стомана и дъски със собствените си ръце. За да направите това, трябва да направите следното:
Препоръчително четиво: Какви са характеристиките на лодката Ривиера?
- В носа е необходимо да се комбинират две страни и триъгълна заготовка за носа. Като свързващи елементи могат да се използват пирони или самонарезни винтове. Ако блокът стърчи над страните, тогава той трябва да бъде нарязан на едно ниво.
- Следващата стъпка е да инсталирате временен дистанционер. Към този процес трябва да се подхожда внимателно. Така че когато огъването на страните да не се спука, дистанционерът се подава под не твърде голям ъгъл.
- След инсталирането на дистанционера е необходимо страничните страни да се огънат допълнително. Въже или чифт помощници ще свършат работа.
- Заместваме задната част, настройваме, премахваме необходимата фаска. Трябва да се поберете добре, за да не оставите празнини. Всичко трябва да приляга плътно.
- След като завършихме монтажа, чукаме отстрани и изрязваме всички изпъкналости.
- След като страните са сглобени, ние инсталираме постоянни подпори, като същевременно премахваме временните. Колко подробности да зададете зависи от предпочитанията на собственика.
Преди да закрепите дървените части с пирони или самонарезни винтове, струва си предварително да пробиете дупките с бормашина. Този метод предпазва плоскостите от напукване.
Последният етап от сглобяването на дървената конструкция ще бъде скосяване на долните части на стените, дистанционни елементи и покритие на защитен антисептичен слой.
Характеристики на поцинковани тръби
Поцинкованите метални тръби се използват за оборудване на комини; те са популярни поради лекото си тегло и съответно лекотата на монтаж. Поцинкованите комини не изискват изграждането на фундамент и това значително намалява цената на коминното оборудване.

Такива тръби отговарят на стандартите за пожарна безопасност, издържащи на температури до 900 °, така че дори могат да се използват за отвеждане на дим от отоплителни котли и печки на твърдо гориво.
Също така, поцинкованите тръби в домашното строителство се използват за оборудване на улуци. Такива тръби вече са доста достъпни от гледна точка на разходите, но в същото време процесът може да бъде още по-евтин, като се използват ръчно изработени продукти.
Изграждане на поцинковани изделия
Производителите произвеждат едно- и двуконтурни модификации на тези комини.
Едноконтурните продукти от поцинкована стомана често се инсталират вътре в къщата или са облицовани с тухлена зидария.

За да се избегне образуването на конденз, той трябва да бъде изолиран. Не се препоръчва използването на едноконтурни комини от поцинкована стомана без изолация отвън.
Може да се постави самостоятелно в барбекю или зона за барбекю.
Двуконтурната модификация (сандвич поцинковани тръби) е наречена така заради многослойната. Състои се от три компонента, две вътрешни и външни тръби, които са изолирани с минерална вата или друга огнеупорна изолация.
Този дизайн се загрява бързо, което активира работата на отоплителните устройства и минимизира количеството влага, която се натрупва по стените.
Като отдадохме предпочитание на поцинкована сандвич тръба, можем да говорим за естетичен външен вид, който хармонично се вписва в цялостния дизайн на екстериора. В допълнение към описаната по-горе технология, конструкциите се създават от така наречената черна стомана.
Тези поцинковани сандвич тръби предполагат, че монтираната вътре тръба ще бъде направена от обикновена стомана.
Поцинковани сандвич тръби за комини се използват в къщи с отоплителни котли, печки или камини. Това е и най-добрият вариант за бани и сауни.
Тъй като устройството на банята се различава от обикновената къща, за да се поддържа висока температура в парната баня, се използва сандвич структура, а пространството между тях се запълва с минерална вата, която е топлоизолация на екологичен състав и в същото време не подлежи на огън при високи температури.
Какво ви е необходимо, за да направите поцинкована тръба
У дома, за да направите поцинкована тръба, ви е необходим лист калай; материалът не изисква използването на специални усилия поради своята мекота и пластичност.
Калайът се произвежда индустриално от тънка ламарина с дебелина от 0,1 до 0,7 мм върху валцовите машини, след което те се покриват с антикорозионен защитен слой от хром, калай или цинк. Накрая детайлите се нарязват на стандартни размери, с ширина от 512 mm до 2000 mm.

Силата на такива продукти по никакъв начин не отстъпва на стоманените аналози, особено ако материалът има допълнителни ребра за усилване, но в същото време е много пластичен и ви позволява ръчно да монтирате тръбопроводи със сложна форма. Антикорозионното покритие предпазва тръбата от външната среда.
Проблемът на такива тръби е недостатъчната якост на огъване, поради което за производството на отворени части в структурата се въвеждат ребра за усилване на продукта.
- в магазините е представена широка гама от такива тръби с различни размери: едноконтурни;
- двуконтурна (направена под формата на сандвич и състояща се от вътрешна и външна тръба);
- гофриран, характеризиращ се с повишена гъвкавост.
Забележка! У дома е технически възможно да се направи само едноконтурна тръба.
При избора на дебелина на листа трябва да се вземе предвид целта на тръбата. Например, поцинкована тръба за отстраняване на димни газове от печки и камини на твърдо гориво трябва да има повишена устойчивост на високи температури и в същото време високи антикорозионни свойства.
Важно е! Колкото по-висока е температурата на работната среда, толкова по-дебели трябва да са стените на тръбите.
Инструменти
За работа са необходими специални инструменти за огъване, правилно измерване на ъгъла на огъване и отрязване на тръбата до желаната дължина.




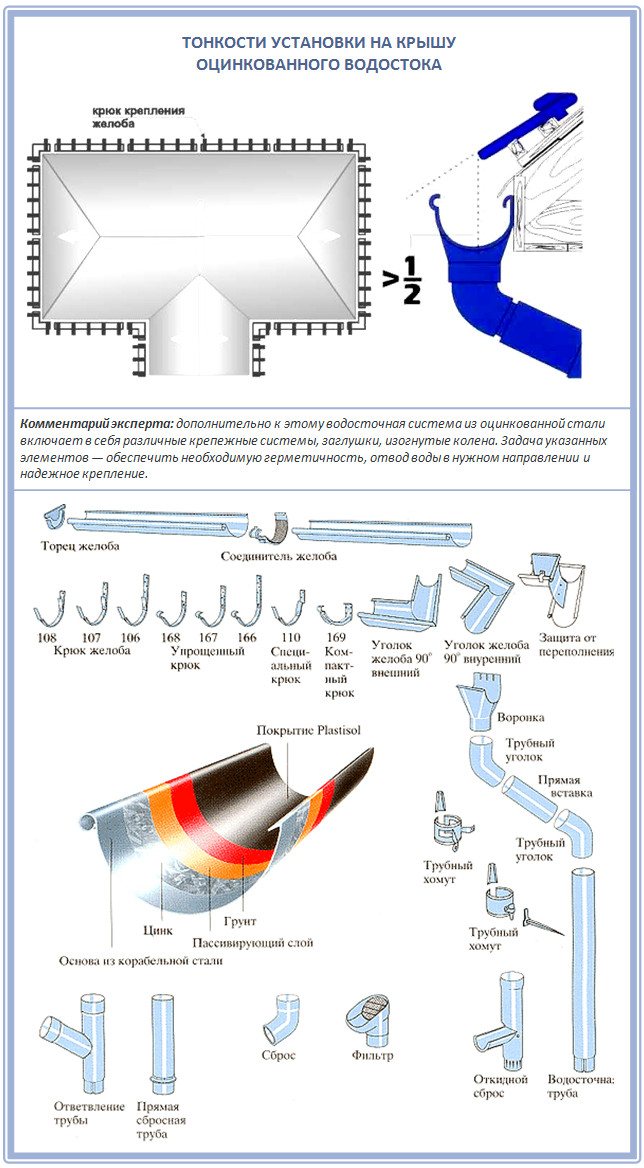
Избор на продукт
Трайността на канализацията зависи от материала на продукта. Той трябва да е издръжлив и устойчив на външни дразнители като температура, валежи и слънчева светлина.
Следните изисквания са надлежно изпълнени:
- Цинк стомана. Това е бюджетен вариант, който не е траен. При отстраняване на лед конструкцията може лесно да се повреди с лост.
- Метални плочки с полимерно покритие. Материалът понася добре температурни крайности, не корозира поради покритието. Той обаче няма звукоизолационни свойства.
- Стоманена ламарина с боя като защита. Последният се унищожава от механично напрежение, поради което такъв улей трябва периодично да се актуализира.
- Пластмаса. Този материал е устойчив на корозия, UV светлина и киселинни валежи. В дъжда той практически заглушава шума.
- Медни и титанови сплави. Вариантът е най-надежден и издръжлив, но струва повече от подобни.
Почти всички опции включват избор на цвят. Във всеки случай трябва да обърнете внимание на параметрите на елементите. Така че, ако площта на склона е по-малка от 250 кв. метра, тогава за улука е достатъчна ширина 125 mm, а за тръба с диаметър 90 mm. В други случаи си струва да изберете големи данни.
Инструкции за производство на поцинковани тръби
На първо място, трябва да маркирате железния лист, като приложите линии на сгъване от едната страна с размер 5 мм, а от другата два пъти по 5 мм всяка, гънката от едната страна трябва да бъде по-широка от втората, за да се образува силен шев в бъдеще. Огънете листа под ъгъл от 90 ° от двете страни с помощта на ъгъл и клещи.

Важно е! Огънете формата постепенно, като се движите от единия край до другия по линията на сгъване.
След това, обръщайки детайла, се образуват гънки, ъгълът се регулира на 135-140 °, потупвайки ръбовете на калай с чук или чук с мек ударник, за да не се повреди материалът на продукта. След образуването на гънките можете да продължите към образуването на самата тръба.
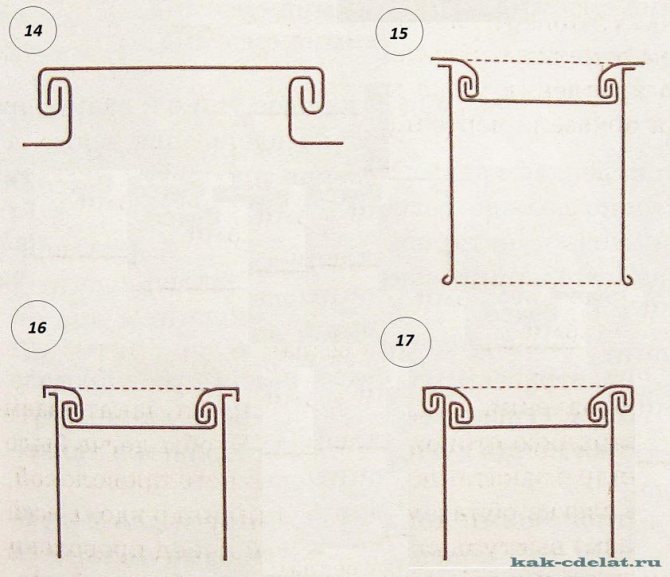
Прикрепете детайла към шаблона за оразмеряване, за да го оформите и го почукайте отново, докато гънките се съберат.
Широкият ръб отново се огъва успоредно на равнината на продукта под ъгъл от 90 °.
Последният етап е свързването на краищата заедно с плосък шев с помощта на чук.
Подравнете гънките, огънете хоризонталната част на втората гънка, обвивайки първата гънка с нея, и след това огънете този шев, притискайки го плътно към равнината на тръбата.
Можете допълнително да укрепите фугата с метални нитове с помощта на заваръчна машина, въпреки че най-често поцинкованите тръби, свързани с плосък шев, не се нуждаят от допълнителна армировка.
Нормативни документи
Нека започнем с най-тайните и загадъчни, факт е, че за този вид материали не разполагат със собствен стандарт. Ето как се оказва, самият продукт съществува и се произвежда от дълго време, но GOST за поцинкована метална тръба не съществува.
Забележка! От дълго време производството на поцинковани тръби се извършва в съответствие със стандарта за метални тръби, от който е заимствана гамата от продукти.
Всъщност поцинкованите материали се произвеждат в съответствие със следната документация:
- Производство на метални тръби в съответствие с ГОСТ 3262 75;
- Надлъжни електрически заварени поцинковани тръби в съответствие с ГОСТ 10704 91.
Ако е ясно с първия стандарт, тогава е напълно неясно защо вторият GOST се използва за поцинкована тръба? Това е достатъчно лесно за обяснение. Факт е, че тръбопроводите обикновено са изложени на агресивно външно действие, което води до корозия, по-специално надлъжно заварените тръби са най-подходящи за решаване на този проблем, т.е.те имат ниска цена, но в същото време са изключително защитени от корозия.
Забележка! Няма забрани за производството на такива материали - спирален тип или безшевни, лесни за производство висококачествени и дебелостенни поцинковане не е необходимо. И монтажникът може да извърши студено поцинковане след края на работата.