Izbor metode lemljenja za HDPE cijevi

Metode lemljenja HDPE
Postoji nekoliko osnovnih metoda za lemljenje HDPE cijevi. Za različite uvjete rada poželjne su različite metode. Svi oni imaju dobre i loše strane, što često otežava izbor. Međutim, podaci o određenim uvjetima pomoći će u određivanju vrste lemljenja.
U mnogim je slučajevima vrlo važno zadržati fleksibilnost cijelog dijela pri postavljanju cjevovoda. Bilo koji kruti elementi koji se ne savijaju mogu zakomplicirati rad. U ovom je slučaju čelno zavarivanje najbolji izbor. Prilično je jednostavan za primjenu i ne zahtijeva skupe komponente.
Izvođenje radova na teško dostupnim mjestima zahtijeva lemljenje utičnice. Pomoći će povezivanju dijelova cjevovoda, čak i ako su apsolutno nepomični jedan u odnosu na drugi.
Metoda elektrofuzije doći će u pomoć kada se planira veza u vrlo ograničenom prostoru. Također, ova metoda se smatra jednom od najbržih, što može biti temeljni faktor pri odabiru.
Važno! Ako dijelove treba spajati tijekom bilo kojeg posla, a trajna veza ne treba, logičnije je koristiti ne lemljenje, već uobičajeni odvojivi spoj.







zaključci
Lemljenje plastičnih cijevi vrlo se razlikuje od metalnih, ali s ozbiljnim pristupom nije teško to ispravno napraviti vlastitim rukama.
Ne treba vam ni veliki set specifične opreme, najnužnije stvari možete jednostavno posuditi.
Cijena cijevi, koja iznosi 32, odnosno promjera 100 mm, toliko je beznačajna da neće biti nimalo skupo uzeti malu zalihu i dobro vježbati. A kad su vam ruke pune, zabijanje u postojeći sustav ili sastavljanje novog neće biti problem.
strojvannu.ru
Čelno zavarivanje polietilenskih cijevi

Čeono zavarivanje
Najčešći način spajanja HDPE je čelno zavarivanje. Doista je vrlo ekonomičan i jednostavan za upotrebu. Uz to, pruža dovoljno resursa za povezivanje. Metoda zahtijeva specijaliziranu opremu za zavarivanje. Metoda je prikladna za ona mjesta na kojima se cijevi gibaju dovoljno slobodno i gdje je poželjno ostaviti tu fleksibilnost.
Metoda se može koristiti za polaganje otvorenih cijevi, kao i u rovovima.
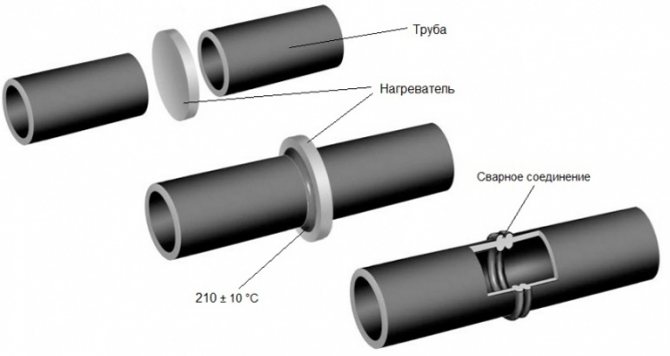
Postupak čeonog zavarivanja:
- Dva se dijela uklapaju u držač za zavarivanje koji vodi obratke jedan protiv drugog bez pomaka.
- Dalje, jedinice su učvršćene u držaču stezaljkama.
- Koristeći alkoholnu otopinu, rubovi se moraju očistiti od različitih onečišćenja. Preporučljivo je koristiti materijale koji ne ostavljaju dlake iza sebe.
- Rubovi se također mehanički obrađuju obrezivanjem. Dobivaju odgovarajući oblik. Obrada se provodi do trenutka, dok se iver ne pojavi s debljinom manjom od 0,5 mm.
- Tada master treba ručno provjeriti paralelnost krajeva. Ako se pojave praznine, postupak obrezivanja se ponavlja.
- Grijaći element istodobno zagrijava krajeve proizvoda koji se spajaju.
- Čim se rubovi malo otope, grijanje se zaustavlja, a sami proizvodi čvrsto su povezani jedni s drugima. Dijelovi se pritišću sve dok spoj nema dovoljnu čvrstoću. U većini slučajeva dovoljno je 5-10 minuta.
- Nakon izvođenja radova, potrebno je pažljivo pregledati zavareni šav, a također provjeriti je li veza jaka.

Krajnja obrada
Konačna kvaliteta lemljenja uvelike ovisi o kvaliteti prethodnih radova.Dobro izbrušeni i pripremljeni rubovi puno su bolje zavareni. Tako se može postići vrlo dobar rezultat.
Važno! Sučeljeno zavarivanje mora se izvesti pomoću jednog šava. Inače, snaga i trajnost veze bit će minimalne.








Zavarivanje utičnicom HDPE cijevi

Zavarivanje utičnicom
Zavarivanje utičnicom ima drugačiji postupak i drugačiji skup materijala. Da biste izveli posao, zasigurno će vam trebati lemilo za HDPE cijevi, kao i set mlaznica. Često se u takvim zglobovima koristi dodatna oprema, poput kutova i ekscentra. Spajanje krajeva proizvoda provodi se nakon što su na njih pričvršćeni okovi.
U radu se koristi lemilo za polipropilenske cijevi, koje sadrži nekoliko metalnih dijelova. Ovi dijelovi zagrijavaju plastične agregate. Jedan od njih je trn - poseban element koji se ubacuje u unutrašnjost okova. Drugi, rukav, služi za zagrijavanje samog mjesta.
Zavarivanje spojnica zahtijeva posebnu pripremu. Morate poduzeti brojne radnje da biste poboljšali kvalitetu veze:
- Obradaci se moraju obrezati i poravnati točno jedan nasuprot drugog.
- Rubovi se moraju očistiti od prljavštine i ostataka plastike.
- Cijevi koje se trenutno ne koriste moraju se začepiti kako bi se izbjegle začepljenja.
- Potrebno je pregledati uređaj za lemljenje na nečistoće ili ostatke plastike od prošlih radova. Očistite ako je potrebno.
Nakon izvršenih svih pripremnih radova, možete mirno pristupiti provedbi ove metode zavarivanja. Redoslijed provedbe:
- Dijelovi koji se spajaju zagrijavaju se lemilicom na određenu temperaturu. Uređaj sam nadzire ovu temperaturu, što će u pravo vrijeme dati signal za zaustavljanje grijanja.
- Cijev se prisilno umetne u čahuru, a fiting se gurne na trn. Za provođenje ovih operacija često je potreban prilično truda. Dijelove je potrebno umetnuti do kraja.
- Višak plastike istisnut će se i stvoriti kuglice u obliku prstena.
- Tada se oba dijela moraju ukloniti iz alata i čvrsto povezati.
- Nakon potpunog hlađenja možete nastaviti raditi na spajanju cjevovoda.
Važno! Tijekom hlađenja potrebno je osigurati potpuni ostatak veze. Bilo koji utjecaj u ovoj fazi može ugroziti nepropusnost veze.
Vrijeme lemljenja može se naći u standardima u kojima je navedeno vrijeme, ovisno o promjeru dijelova.
Priključni spoj
Također se mora imati na umu da je potrebno primijeniti silu prilikom spajanja cijevi i ugradnje samo dok dijelovi ne odmaraju. Ako nastavite utjecati, možete prekinuti integritet veze, što će u budućnosti izazvati negativne posljedice.
Ugradnja zavarivanjem
Polaganje komunikacija na ovaj način odvija se u slijedećem slijedu:
- Nakon što se komad cijevi potrebne veličine izreže uz pomoć posebnih škara, s ruba se uklanja kosa pod kutom od 45 stupnjeva. Pročitajte kako rezati cijev na 45 stupnjeva kako bi bila savršena.
- Pripremljeni komad proizvoda ugrađuje se na mlaznicu za lemljenje, isto se radi s priključnim okovom koji se postavlja na drugu mlaznicu.
- Tada se dijelovi zagriju na unaprijed zadanu temperaturu, obično oko 270 stupnjeva, nakon čega se brzo uklanjaju iz mlaznica i spajaju.
- Tada bi se mjesto pristajanja trebalo hladiti nekoliko minuta. Prisilno se ovaj postupak ne smije raditi, jer će to najnegativnije utjecati na kvalitetu šava.
- Prema projektnoj dokumentaciji, potrebno je postaviti komunikacije, dok se u određenom slijedu povezuju sve PE cijevi s armaturama i radijatorima grijanja. Lemljenje je dovršeno na izlazu iz kotla za grijanje.
- Nakon što se sustav napuni vodom, uključuje se jedinica za grijanje. Svi spojevi pažljivo se provjeravaju zbog nepropusnosti. Ako je sve u redu, na kotlu se postavlja tlak i zrak se ispušta iz radijatora.
Elektrofuzijsko zavarivanje

Elektrofuzijsko zavarivanje
Posebna vrsta zavarivanja utičnicom, koja se sastoji u upotrebi posebne opreme. Ova veza pomaže postići visoku čvrstoću i trajnost gotove konstrukcije. Metoda se realizira uz pomoć električnih spojnica, koje već imaju grijaće elemente u sebi.
Mogu se koristiti okovi s unutarnjim grijaćim elementima. Spirale zagrijavaju materijal, čineći ga savitljivim. Tada se dva dijela spajaju i osigurava se pouzdana monolitna veza.
Alati za takvu vrstu zavarivanja mnogo su skuplji, ali funkcionalno su puno bolji. Korištenje elektrofuzionih čahura osigurava da u unutarnjem dijelu nema prstenastih zrnaca i osigurava dobar prolaz vode. Sljedeća je prednost što ova metoda ne zahtijeva izravnu upotrebu opreme za zavarivanje. To pomaže u izvođenju radova u skučenim uvjetima.
Postupak elektrofuzijskog zavarivanja:
- Dijelovi koji se spajaju izrezani su na pravim mjestima.
- Krajevi proizvoda, kao i električna spojnica, čiste se od onečišćenja.
- Na površini se ostavljaju odgovarajuće oznake koje pomažu u određivanju dubine umetanja spojnice.
- Uz pomoć žica, elektromagnet je povezan s opremom za zavarivanje.
- Na uređaju, master pritisne gumb za pokretanje zavarivanja, koje će započeti zagrijavanje elemenata.
- Čim proces završi. Uređaj će sam isključiti grijanje.
- Nakon otprilike sat vremena, veza će se potpuno ohladiti i moći će se pustiti u rad.

Završne kape
Prije početka zavarivanja, krajeve neiskorištenih cijevi najbolje je prekriti posebnim čepovima kako bi se izbjeglo hlađenje.
Tijekom zavarivanja važno je dijelove držati u krutom položaju. To se može učiniti pomoću posebnih držača ili postolja. Završni zavar ne smije biti deblji od 0,5 debljine zida.
Montaža utičnice
Treba napomenuti da u domaćim dokumentima nećete pronaći nikakve standarde za lemljenje utičnice. Opisana je samo u europskim standardima DVS 2207-15. Detaljna uputa, kako zavariti HDPE cijevi spojnicama:
- Prije početka rada morat ćete pripremiti komunikaciju. Za to se vanjska površina čisti od različitih onečišćenja: prašine, masti. To se može učiniti vlažnom krpom i otopinom alkohola ili posebnom smjesom. Prodaje se u vodovodnim trgovinama;
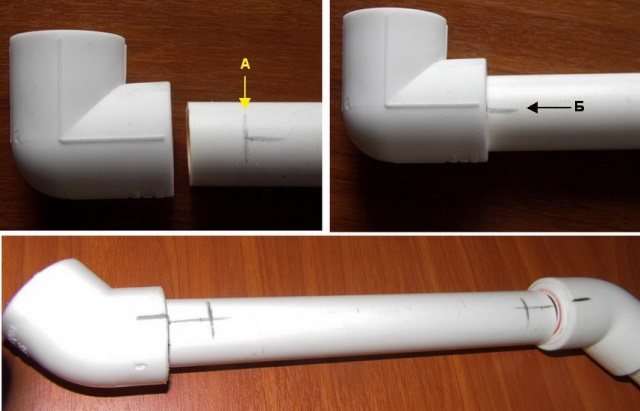
- Nakon što se spoj spoji. Gustoća pričvršćivanja ovisi o glatkosti reza. Trebali biste proći kraj cijevi brusnim papirom ili ga očistiti zgužvanim novinama. Nakon spoja cijevi, HDPE je obrubljen tako da tvori fazu od 1 mm na 45 stupnjeva, što je vrlo važno za čvrsto pričvršćivanje; Foto - pristajanje
- Dalje, morate instalirati zavoje u spojnici. Podijeljen je u dvije polovice: prva se stavlja na cijev (ovo je trn), a druga sekcija umetnuta je u drugu (ovo je čahura). Treba napomenuti da stavljanje čahure treba započeti tek nakon što se alat zagrije; Fotografija - veza
- Predgrijana mlaznica umetne se u komunikaciju što je brže moguće, nakon čega se u nju umetne druga grana;
- Segmente morate pomicati vrlo pažljivo, ali brzo, inače možete polietilen pregrijati. Ako je sve napravljeno ispravno, tekuća plastika počet će izlaziti ispod spojnice.
Nakon završetka zagrijavanja i zavarivanja, morate ukloniti čahuru i popraviti cijevi na čvrstoj površini.
S prirubnicama je još lakše raditi.Oni su navojni spojevi za ugradnju. U skladu s tim, na jednom kraju komunikacije izrezan je navoj u koji je uvijen element i na njega je već stavljena cijev. Zglob se zagrijava sušilom za kosu ili spojkom.
Fotografija - prirubnica PND
Potrebna oprema i alati

Instrumenti
Lemljenje cijevi izrađenih od HDPE-a nemoguće je bez upotrebe brojnih posebnih uređaja. Najvažnija stvar u ovom slučaju je aparat za zavarivanje. To je poseban uređaj koji sadrži grijaći element. Držači za razne nastavke odstupaju od ovog elementa. Te mlaznice se koriste za topljenje materijala.
Čeono zavarivanje polietilenskih cijevi također zahtijeva posebne dijelove za mjerenje i centriranje. Neophodni su za jasno fiksiranje proizvoda jedan nasuprot drugog.
Uređaji za kuhanje obično se ne koriste kod kuće. Koriste se u industriji, kao i profesionalni vodoinstalateri. To je zbog povećane složenosti takvog posla i rizika od curenja. Ali ponekad se takav posao može obaviti ručno. Uostalom, ako se pridržavate jednostavnih pravila, tada će svi rizici biti smanjeni.
Zajedno s lemilicom, za posao će vam trebati:
- rulet;
- profesionalni rezač cijevi;
- sredstva za odmašćivanje i čišćenje površina;
- marker za stavljanje oznaka.
Škare ili rezač cijevi često se isporučuju s lemilicom, pa ga vjerojatno nećete morati zasebno kupiti.
Za zavarivanje utičnica trebat će vam i zaseban set okova različitih veličina. To mogu biti ravne ili kutne spojnice, slavine, razdjelnici ili trosjedi.
Ostali alati za lemljenje cijevi također se ponekad koriste kako bi se obrtniku pomoglo da što efikasnije obavi posao.
Svrha

Cjevovod
Uradi sam polietilenske cijevi u moći je svakog laika. Glavna stvar je pridržavati se uputa proizvođača. Kada kupujete bilo koju cijev, pogledajte njezin izgled: ona mora biti čista i ravnomjerno obojena, bez oštećenja materijala. Nisu dopuštene mehaničke deformacije ili ogrebotine.
Koriste se polietilenske cijevi:
- prilikom instaliranja sustava za opskrbu hladnom vodom;
- izgradnja kanalizacije;
- u drenaži i oluku.
Ne koristite polietilenske cijevi za opskrbu toplom vodom ili u sustavu grijanja - oni ne podnose temperature iznad + 40 ° C. Osim toga, nemoguće je sastaviti i raditi takve cijevi u prostorijama u kojima je temperatura ispod + 5 ° C. Na hladnoći polietilen gubi svoju plastičnost i fleksibilnost, pa nepropusnost može biti slomljena.
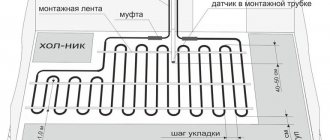
Kako se polipropilenske cijevi leme na teško dostupnim mjestima

Teško dostupna mjesta
Teško dostupna mjesta za zavarivanje obično uključuju stropne prostore, točke u uglovima i zatvorene prostore u kojima se ne mogu instalirati samostalni strojevi za lemljenje.
Problem se može riješiti uporabom kuke koja može podnijeti težinu stroja za lemljenje. Alat je ovješen na njemu i rad se izvodi u ovom položaju. Također, u ograničenim uvjetima, elektrofuzijski zglobovi se široko koriste. Ne zahtijevaju ugradnju aparata za zavarivanje u neposrednoj blizini dijelova koji se zavaruju. Koriste se samo spojnice za lemljenje HDPE cijevi, koje su na uređaj povezane žicama.
Ako su cijevi koje se zavaruju vrlo blizu jedna drugoj, tada se koristi metoda izmjeničnog zagrijavanja krajeva. Prvo se jedan kraj zagrije na višu temperaturu nego što je potrebno. Tada se drugi dio zagrijava, što je brže moguće.
Važno! Ponekad je potrebno lemiti dvije cijevi bez promjene njihove duljine. Tada će pomoći okretni okovi koji će lemiti cijevi u različitim ravninama, a zatim ih spojiti.
Lemljenje u uglovima provodi se s povećanom pažnjom na sva mjerenja. Ovdje je vrlo važno održavati pravi kut kako protok tekućine ne bi bio poremećen. Koriste se spojnice s kutom okretanja od 90 stupnjeva. Općenito, metode zavarivanja identične su uobičajenim ravnim dijelovima. Preporučuje se kupnja spojnica i cijevi od istog proizvođača. To omogućuje postizanje bolje podudarnosti materijala koji se leme.




Značajke ugradnje cijevi od umreženog polietilena

Ugradnja XLPE cijevi
Proizvodi od takozvanog umreženog polietilena mogu se koristiti u cjevovodima tople vode ili sustavima grijanja. To je polimer visoke gustoće izložen elektronskom zračenju. Pod njihovim utjecajem molekularni lanci stvaraju jedinstvenu trodimenzionalnu strukturu.
Za razliku od konvencionalnog polietilena, ovaj je materijal vrlo otporan na ekstremne temperature i pritiske. U nedostatku mehaničkog naprezanja, sposoban je za rad u rasponu od -120 do + 120 ° C.
Cijevi se ugrađuju na dva načina:
- kompresijske armature;
- pomoću presovanih armatura za plastične cijevi.
U prvom slučaju, posebni alati nisu potrebni prilikom montaže vlastitim rukama. Sve što trebate su plastične škare i dva ključa.
Postupak:
- Na jedan kraj cijevi s navojem prema slobodnom kraju navije se stezna matica.
- Zatim se stavlja razdvojeni prsten i cijev se gura do kraja na okov.
- Matica za stezanje stegnuta je ključem.
Press armature ili press armature su jednodijelne i zahtijevaju press alat.
Prilikom sastavljanja:
- Na cijev se stavlja stezna čahura.
- U cijev umetnite ekspander odgovarajućeg promjera do kraja.
- Ručke ekspandera glatko se spuštaju i fiksiraju nekoliko sekundi.
- Armatura se vozi sve do graničnika.
- Rukav se utisne rukom ili hidrauličkom prešom.
Često ste uključeni u ugradnju polietilenskih cijevi i znate sve zamršenosti njihovog povezivanja. Podijelite svoje znanje s našim čitateljima ostavljajući komentare na članak.