Prilikom ugradnje cijevi za grijanje, često se moraju spajati zavarivanjem. Naravno, u nekim slučajevima može biti prikladna i navojna veza, ali postotak ove metode je mnogo manji.
Zavarivanje metalnih cijevi za grijanje
Što se tiče zavarivanja čeličnih cijevi, ova metoda ima nekoliko sorti. Na primjer: ručni električni luk, zavarivanje plinom (poluautomatsko, automatsko). Prva vrsta zavarivanja često se koristi za spajanje čeličnih grijaćih elemenata.
Za zavarivanje čeličnih cijevi ručnim elektrolučnim zavarivanjem trebate koristiti posebne elektrode koje djeluju kao dodatak. Oni izvode dvije funkcije: provode struju do luka i ispunjavaju šav. Njihov sastav, dimenzije i druge karakteristike utvrđuje GOST. Danas na webu možete pronaći dovoljno videozapisa koji pokazuju kako se izvodi ova ili ona vrsta zavarivanja.
Registri grijanja od čeličnih cijevi.
Tehnologija ručnog luka prilično je jednostavna, pa to možete učiniti sami. Sve počinje pripremom.
Set alata i opreme

Pripremite alate i zaštitnu odjeću za zavarivanje
Zavarivanje cijevi za grijanje električnim zavarivanjem započinje pripremnom fazom:
- Priprema majstora. Potrebno je pravilno opremiti radno mjesto, osigurati poštivanje sigurnosnih mjera, ako je potrebno, ponovno pročitati upute za rukovanje opremom i materijalima. Za zavarivanje cijevi električnim zavarivanjem bit će potrebni zaštitni uređaji. Tu spadaju posebno vatrootporno odijelo (hlače, jakna, kapa s livrejom), maska, cipele i tajice. Morate se pobrinuti za dobru ventilaciju.
- Priprema alata i materijala. Treba obratiti pažnju na svaki mali detalj, jer o tome ovise pogodnost rada i kvaliteta konačnog rezultata.
Za zavarivanje grijanja trebaju vam sljedeći alati i uređaji:
- aparat za zavarivanje s rezervnim držačem;
- brusilica s reznim i brusnim diskovima;
- metalna četka;
- brusni papir različitih veličina zrna;
- čekić;
- zaliha elektroda;
- porok;
- stezaljke;
- čelični ili azbestno-cementni limovi za zaštitu zidova od metalnih kapi i čađe;
- cerada za pokrivanje poda.
Prije zavarivanja cijevi električnim zavarivanjem potrebno je provjeriti usklađenost kabela, utičnica i strojeva u štitniku s pokazateljima pripremljenog aparata. Moraju biti dovoljno snažni da podnesu velika opterećenja koja nameće čak i oprema za kućanstvo.



Priprema
Prvo morate započeti s pripremom cijevi. Površine koje se zavaruju moraju se očistiti i odmastiti. To je jedini način da se izbjegnu nedostaci na šavovima.
Proizvodi moraju imati odgovarajući kut otvaranja ruba, mora se paziti na okomitost ravnine krajnje površine osi proizvoda. Priprema cijevi za grijanje velikog promjera provodi se pomoću glodalica ili plinsko-kiselog rezanja.
Dimenzije, sukladnost debljine proizvoda, kemijski sastav, mehanička svojstva - sve se mora kombinirati sa zahtjevima GOST-a.
Treba napomenuti da je često veličina tuposti oko 2 mm, a kut otvaranja oko 65 stupnjeva.
Važna faza pripreme je izbor materijala.
Tehnologija zavarivanja plastičnih cijevi

Za zavarivanje polipropilenskih cijevi koristi se poseban aparat
Polipropilen postupno zamjenjuje čelik, jer ima niz pozitivnih karakteristika uz relativno nisku cijenu.Plastični cjevovodi dizajnirani su za visoki tlak, lagane, glatke unutarnje zidove i izvrstan izgled. Ali cjevovod će učinkovito izvršavati svoje funkcije ako su svi spojevi čvrsti i čvrsti. Treba imati na umu da kada prođe vruća voda s temperaturom od preko 110 stupnjeva, polimer postaje mekan i počinje povećavati veličinu. Stoga se za ugradnju grijanja koriste samo proizvodi ojačani stakloplastikom ili aluminijskom folijom.
Za spajanje karika koristi se posebno lemilo. Uređaj je dvostrani, na jednom rubu nalaze se mlaznice za vanjski, a s druge - za unutarnje grijanje spojenih dijelova.
Za njihovo povezivanje koriste se sljedeći okovi:
- spojnice;
- adapteri;
- uglovi;
- majice;
- križevi;
- navojne prirubnice za spajanje na bateriju za grijanje.
Pri lemljenju polipropilenskih komunikacija koristi se princip difuzije pod utjecajem topline. Rubovi susjednih karika se tope, tvar se miješa i stvara monolitni spoj.

Tijekom postupka zavarivanja spoj se pretvara u monolitni spoj
Postupak zavarivanja polimernih dijelova provodi se prema sljedećoj metodi:
- Izrada dijagrama cjevovoda za sustav grijanja.
- Piljenje obradaka određene duljine. Ispravlja se količina uranjanja cijevi u rupe armatura i dimenzije samih armatura.
- Zagrijavajte lemilicu dok ne zasvijetli zeleni indikator. To je dokaz da montaža može započeti.
- Pričvršćivanje dijelova na uređaj na odvojnim cijevima odgovarajućeg promjera. Treba ih zagrijavati u skladu s oznakama tablice s kojom je oprema dovršena.
- Priključak cijevi i armature. To se radi strogo u jednom smjeru, sve dok se unutarnji dio ne nasloni na jezičak za zaključavanje u armaturi. Ne možete rotirati proizvode, pomicati ih naprijed-natrag. Dopuštena je korekcija kuta zgloba.
- Hlađenje. Zglob je potrebno održavati u statičnom položaju onoliko dugo koliko je propisano u uputama za uređaj. Tek tada se skup može nastaviti.
Za razliku od metalnih cijevi, polimerne cijevi trebaju oslonac za vertikalne i vodoravne obloge. Na svakih 100-150 cm pričvršćuju se na zidove plastičnim odstojnim stezaljkama. Nakon montaže, polipropilenske komunikacije ne trebaju dodatnu doradu i naknadno održavanje.


Elektrode
Elektrode
Ako pravilno odaberete elektrode, možete pravilno zavariti čelične cijevi za grijanje. Sve su dvije vrste: netalive i s bazom za taljenje. Gradacija se temelji na raznolikosti jezgre elektrode. Za ne-potrošni tip koriste se elektrotehnički ugljen, grafit ili volfram. Što se tiče potrošnog materijala, on je izrađen od žice za zavarivanje, koja može imati drugačiji sastav i veličinu. U našem slučaju često se koriste elektrode promjera od 2 do 5 mm. Proizvodi velike veličine mogu se kuhati s velikim promjerom elektrode.
Što se tiče prevlake, ona također utječe na izbor jedne ili druge elektrode za zavarivanje čeličnih cijevi za grijanje. Postoje takve elektrode:
- S osnovnim premazom. Zahvaljujući takvom potrošnom materijalu, šavovi imaju malu vjerojatnost pucanja i imaju dobre vrijednosti žilavosti.
- Obložena rutilnom celulozom. Koriste se za razne slučajeve, uključujući i najteže: vertikalni šav od vrha do dna.
- Premazan rutilom. Šavovi izvrsnog izgleda. Troska se dobro uklanja i paljenje je lako. Stoga se ove elektrode često koriste za zavarivanje i zavarene spojeve.
- Obložena rutilnom kiselinom. Troska je formirana od posebne strukture, a na kraju postupka jednostavno se uklanja.
- Obložen celulozom. Pogodno za proizvode velikog promjera, za stvaranje vertikalnih i kružnih šavova.
Tehnologija zavarivanja metalnih cijevi

Za bakrene cijevi koristi se tehnologija plinskog zavarivanja
Da bi veza bila čvrsta i čvrsta, potrebno je pripremiti dijelove sustava prije instalacije. Potrebno je provjeriti ravnomjernost rubova, skošenje i brušenje metala na udaljenosti od 10 mm od reza. Nakon toga, očišćena mjesta trebate tretirati otapalom kako biste ih odmastili.
Za zavarivanje cijevi za različite svrhe koriste se elektrode sa slijedećim sastavom premaza:
- rutilna kiselina (RA) - za instalaciju hladne i tople vode u javnom sektoru;
- rutil (RR) - za montažu sustava grijanja koji rade pod visokim tlakom;
- rutilna celuloza (RC) - koristi se u strukturama koje zahtijevaju visoku pouzdanost spojeva;
- univerzalni (B) - za montažu svih vrsta cjevovoda u stambenom sektoru i u proizvodnji.

Hladno zavarivanje može se koristiti za privremeno spajanje cijevi
Metalne cijevi možete kuhati pomoću sljedećih tehnologija:
- Električno zavarivanje. Izvodi se ručno ili pomoću stroja. Načelo rada temelji se na stvaranju elektroničkog luka koji se javlja tijekom kratkog spoja. Ovaj postupak prati oslobađanje velike količine topline, zbog čega se metal topi. Potrošne ili nepotrošne elektrode koriste se za stvaranje šava.
- Plinsko zavarivanje. Zglobovi cijevi se tope pod utjecajem gorućeg plina, istodobno s nametanjem metala na njega, koji djeluje kao spojnica. Nastaje monolitni zglob koji ima homogenu strukturu sa susjednim dijelovima.
- Hladno zavarivanje. Ova se metoda koristi pri postavljanju cjevovoda niskog tlaka ili njihovom popravku na teško dostupnim mjestima. Bit metode sastoji se u omotavanju zavoja impregniranog ljepilom za brzo vezivanje oko kucanja.
Izbor opcije je točan ako odgovara karakteristikama sustava i karakteristikama rashladne tekućine.
Što je plinsko zavarivanje
Osnova plinskog zavarivanja je zagrijavanje metalnih dijelova plamenom koji nastaje tijekom izgaranja smjese kisika s zapaljivim plinom, a zatim punjenje spoja između elemenata koji se zavaru rastopljenim metalom. Čvrstoća zavara u plinskom zavarivanju manja je nego što je rezultat drugih vrsta zavarivanja (na primjer, električni luk), ali kod ugradnje cijevi malog promjera (do 150 mm) ili s tankim stijenkama (manje od 3,5 mm) , ovo je jedini mogući način da im se pridružite.
Klasifikacija zavara

Kod nekvalitetnog zavarivanja s vremenom se pojavljuju nedostaci šavova
Spoj se može zavariti na različite načine na temelju značajki dizajna i debljine metala koji se obrađuje.
Postoji takva klasifikacija zavara:
- Izgledom su ravni (normalni), oslabljeni (udubljeni) i ojačani (konveksni).
- Po dužini - čvrsti (kontinuirani, zatvoreni), isprekidani (točkice, segmenti). Što se tiče duljine, šavovi se dijele na kratke (do 25 cm), srednje (26-100 cm) i duge (više od 101 cm).
- Na izvršenju - vodoravno (na vertikalnim dijelovima), vertikalno (na vodoravnim nosačima), strop (kada je spoj izrađen odozdo), dno (elektroda na vrhu šava).
- Prema efektivnoj sili - bočni (duž osi), frontalni (preko osi), kosi (preko), kombinirani (kombinacija tipova).
- Po broju slojeva i prolaza - jednoslojni (jedan prolaz) i višeslojni (nekoliko prolaza).
Pravilnom ugradnjom sustava grijanja mogu se izvesti svi navedeni šavovi. Ako je potrebno, zavarivanje se provodi i na unutarnjoj strani cijevi.
Značajke primjene kod rada s cijevima
Cjevovodi su najčešće dizajnirani za transport tekućine ili plina. Tako da na mjestu čeonih šavova unutra nema kuglica koje ometaju kretanje sadržaja cjevovoda, nije dopušteno topljenje zidova.Iz tog će se razloga priprema dijelova kod zavarivanja cijevi razlikovati od one kod zavarivanja ostalih proizvoda i konstrukcija.
Plinsko zavarivanje cijevi provodi se u jednom sloju i u jednom prolazu. Dopušteno ispupčenje čeonog šava nije veće od 1-3 mm.
Šav treba biti gladak, bez praznina i nepravilnosti, s postupnim prijelazom na metal dijelova koji se zavaruju.
Glavne vrste zavarenih spojeva
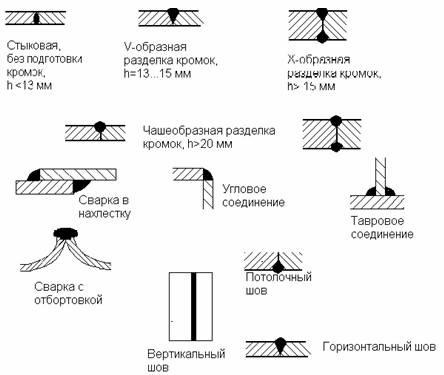
Vrste zavarenih spojeva
Prema svom položaju u prostoru, šavovi su podijeljeni u sljedeće vrste:
- kutni - dijelovi su pod kutom;
- T-oblik - spoj kraja i bočne strane elemenata;
- kundačne cijevi povezane su u jednu ravninu;
- preklapanje - dijelovi se međusobno nalažu;
- kraj - prislonjen uz bočne površine ulomaka.
Tijekom rada, majstor za sebe bira najprikladniju i najprikladniju metodu zavarivanja dijelova.
Zamjena baterija zavarenih na plin jamstvo je kvalitetnih šavova!

Pojava novih prijedloga na tržištu opreme za grijanje potiče stanovništvo da razmišlja o zamjeni starih baterija novim radijatorima grijanja. Da biste izvršili zamjenu, važno je pravilno odrediti kako će se izvesti ugradnja radijatora grijanja. Postoji mnogo opcija s kojima se posao može obaviti, ali najučinkovitije je koristiti plinsko zavarivanje. To je zbog činjenice da zamjena baterija plinskim zavarivanjem ima brojne prednosti, kao što su:
- Povećana pouzdanost. Pod uvjetom da je posao završen, postojat će visokokvalificirani majstor, rezultirajući šav odlikovat će se pouzdanošću, zahvaljujući kojoj će idealno moći služiti dugi niz godina. Osim toga, zavareni šav neće zahtijevati dodatnu pažnju na sebe, kao što se primjećuje prilikom izvođenja instalacije pomoću sastavljenih spojeva. To je zbog činjenice da spoj nema dodatnu brtvu, koja je u pravilu krhka u radu.
- Uredan izgled. Nakon što je rad zavarivanja u potpunosti završen, šav ostaje praktički nevidljiv, tako da ne pokvari vanjski dizajn prostorije i može ostati na otvorenom mjestu.
Samo iskusnom majstoru treba vjerovati da će instalirati radijatore grijanja, jer će učinkovitost i ekonomičnost sustava grijanja ovisiti o kvaliteti izvedenih radova. Obrtnici naše tvrtke mogu učinkovito i precizno izvesti ugradnju radijatora pomoću plinskog zavarivanja.
| 1 | Polazak na zamjenu | PC | je besplatno |
| 2 | Savjetovanje i procjena | PC | je besplatno |
| 3 | Kupnja i dostava materijala | PC | je besplatno |
| 4 | Zamjena baterija plinskim zavarivanjem od 20 kom. | PC | 2500 |
| 5 | Zamjena baterija plinskim zavarivanjem od 10 kom. | PC | 3000 |
| 6 | Zamjena baterija za plinsko zavarivanje od 4 kom | PC | 3500 |
| 7 | Zamjena baterija za plinsko zavarivanje od 2kom | PC | 4000 |
| 5 | Zamjena jedne baterije plinskim zavarivanjem | PC | 5000 |
Prednost zamjene baterija plinskim zavarivanjem

Zavarivanje je poseban postupak u kojem se rastopljeni metal ulijeva između rubova dijelova zagrijanih na određenu temperaturu. Važno je napomenuti da se rubovi zagrijavaju na temperaturu koju zahtijeva tehnologija i karakteristike samog materijala.
Radovi na plinskom zavarivanju izvode se za zavarivanje metalnih dijelova različitih oblika, osim toga zavarivanjem se uklanjaju nedostaci s metalne površine, bez obzira na njezin oblik i veličinu.
Radovi na plinskom zavarivanju na zamjeni baterija sastoje se od:
- pripremni dio;
- zavarivanje (primjena šava);
- uklanjanje pukotina i šupljina s površine metalnog dijela;
- zaglađivanje šavova (ako je potrebno).
Radove plinskog zavarivanja smiju izvoditi samo posebno obučeni stručnjaci, jer samo oni mogu međusobno zavarivati što pravilnije i učinkovitije.
Kako je zamjena grijaćih baterija plinskim zavarivanjem
Kao što je već napomenuto, pomoću plinskog zavarivanja možete što učinkovitije i pouzdanije ugraditi radijatore grijanja. Glavno objašnjenje za to je da su metalni rubovi cijevi i radijatora povezani rastopljenim metalom, koji nastaje kao rezultat taljenja žice za punjenje. Uz pomoć plinskog zavarivanja lako je i najvažnije brzo spojiti čelične cijevi s radijatorom čiji vanjski promjer ne prelazi 100 milimetara. Točke pričvršćivanja (šav za zavarivanje) odlikuju se pouzdanošću i sposobnošću izdržavanja visokog radnog tlaka u sustavu, što isključuje mogućnost proboja. Također treba napomenuti da šav koji je izradio majstor izgleda vrlo uredno u usporedbi s armaturama i ostalim dostupnim
Načini zavarivanja
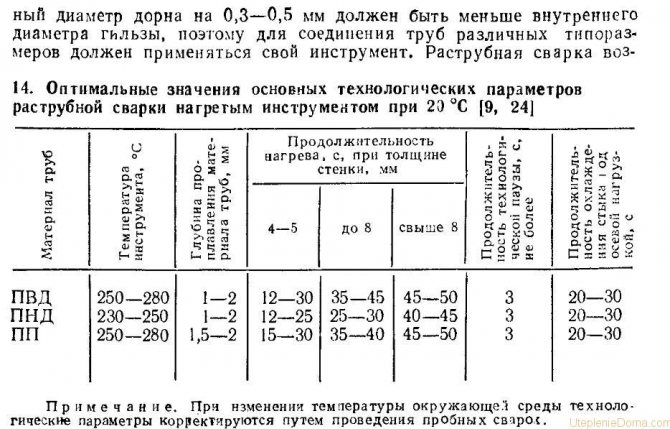
Tehnologija ugradnje ovisi o promjeru cijevi i debljini stijenke:
- Plinsko zavarivanje acetilenom ili propanom koristi se za cijevi promjera do 150 mm i sa zidom do 6 mm. Spojevi debljine do 3 mm kuhaju se bez rezanja, na ostatku su rubovi prethodno izrezani pod oštrim kutom kako bi se dobio čvrsti spoj.
- Argonski luk, MIG / MAG zavarivanje koristi se za čelične cjevovode za plin.
- Električno zavarivanje provodi se u malim količinama, broj prodora ovisi o debljini valjanog materijala. Za rad koristite automatsku, poluautomatsku ili ručnu opremu za zavarivanje.
- Poluautomatski uređaj obično se koristi za izradu završnog sloja, upotrebu fluksa ili zaštitne atmosfere.
- Kod kućnih ožičenja u iznimnim se slučajevima koristi električno zavarivanje, obično se koristi plinska oprema.
Svaka metoda ima prednosti i nedostatke. Mnogo ovisi o materijalu za zavarivanje, pristupu cijevi u montiranim područjima.
Nijanse zavarivanja u stanu
Pri izvođenju radova u novoj zgradi, kada kuća još nije nastanjena i spojena je na centralizirane mreže za opskrbu plinom, nema većih zapreka za rad, glavno je da se sve radi u skladu s projektnom dokumentacijom. Nije potrebno obavijestiti susjede i tražiti od društva za upravljanje da isključi plin. Druga je stvar u stanu u kojem već ima namještaja, a susjedi žive iza zida. Prvo na što morate obratiti pažnju jest da su sve dozvole pravilno sastavljene. Postojala je dozvola plinskog ureda za ugradnju plinske opreme, izdan je tehnički zadatak za projekt rasplinjavanja, a sam projekt dovršen.
Prije početka rada potrebno je obavijestiti sve susjede o prestanku plina i isključiti središnji ventil. U tom slučaju, ne samo da ga zatvorite, već mu pružite i znak da je opskrba plinom zaustavljena.
Nakon zatvaranja plina potrebno je ispustiti preostali plin u cijevima i prozračiti sobu, to zahtijevaju sigurnosni propisi. I tek nakon toga prijeđite izravno na posao.
Pri organizaciji radnog mjesta potrebno je osigurati maksimalan pristup mjestu zavarivanja i ugradnje. Uzimajući u obzir da uz pomoć električnog zavarivanja nije moguće zagrijavati i savijati cijevi, za praktičnost se uzimaju gotovi kutni elementi. Smjer produžetka cjevovoda je od glavne cijevi. Prvo se napravi veza, zatim se instalira brojilo, a zatim se napravi distribucijska mreža.
Nakon završetka svih radova, provodi se probni rad plina. I uz pomoć otopine sapuna određuju se mjesta istjecanja plina. Ako se utvrdi curenje, ta mjesta se ponovno prokuhaju. Provjera i uklanjanje curenja vrši se sve dok plinovod ne bude nepropusan.
MIG / MAG zavarivanje
Metal Inert / Active Gas tehnologija stvara zaštitnu atmosferu na radnom području. Zavarivanje plinskih cijevi metodom MIG / MAG koristi se za valjane proizvode od ugljičnih čelika, sastoji se u napajanju žice za punjenje, topljenjem njegovog učinka električnog luka. Zaštitna atmosfera sprečava oksidaciju taline. U poluautomatskim uređajima s pretvaračima žica za punjenje djeluje kao vodljiva elektroda.Opskrba plinom regulira se reduktorom ili mjeračem protoka. Načini zavarivanja:
- ručno - zavarivač samostalno dodaje aditiv u zavareni bazen (najjednostavnija i najjeftinija opcija za izvođenje radova zavarivanja);
- u poluautomatskom načinu, aditiv se isporučuje kroz pištolj s promjenjivom brzinom (rad s inverterskom opremom zahtijeva određene vještine, sposobnost upravljanja šavom);
- kada se koriste automatski strojevi, stopa dodavanja žice za punjenje je fiksna (koristi se skupa oprema).