Semasa memasang paip pemanasan, selalunya mereka mesti disambungkan dengan mengimpal. Sudah tentu, dalam beberapa kes, sambungan berulir mungkin juga sesuai, tetapi peratusan kaedah ini jauh lebih sedikit.
Paip pemanasan logam kimpalan
Berkenaan dengan paip keluli kimpalan, kaedah ini mempunyai beberapa jenis. Contohnya: arka elektrik manual, kimpalan gas (separa automatik, automatik). Jenis kimpalan pertama sering digunakan untuk menyambungkan elemen pemanasan keluli.
Untuk mengimpal paip keluli dengan kimpalan busur manual, anda perlu menggunakan elektrod khas yang bertindak sebagai bahan tambahan. Mereka melakukan dua fungsi: mereka mengalirkan arus ke busur dan mengisi jahitan. Komposisi, dimensi dan ciri-ciri lain ditentukan oleh GOST. Hari ini di Web anda dapat menjumpai banyak video yang menunjukkan bagaimana pengelasan ini atau jenis pengelasan dilakukan.
Daftar pemanas paip keluli.
Teknologi arka manual cukup mudah, jadi anda boleh melakukannya sendiri. Semuanya bermula dengan persiapan.
Set alatan dan peralatan

Sediakan alatan dan pakaian pelindung untuk mengimpal
Paip pemanasan kimpalan dengan kimpalan elektrik bermula dengan peringkat persediaan:
- Persiapan tuan. Adalah perlu untuk melengkapkan tempat kerja dengan betul, memastikan kepatuhan terhadap langkah-langkah keselamatan, jika perlu, baca semula arahan untuk mengendalikan peralatan dan bahan. Untuk mengimpal paip dengan kimpalan elektrik, alat pelindung diperlukan. Ini termasuk sut tahan api khas (seluar, jaket, topi dengan pakaian), topeng, kasut dan legging. Anda perlu menjaga pengudaraan yang baik.
- Penyediaan alatan dan bahan. Perhatian harus diberikan kepada setiap butiran kecil, kerana kemudahan kerja dan kualiti hasil akhir bergantung padanya.
Untuk mengimpal pemanasan, anda memerlukan alat dan peranti berikut:
- mesin kimpalan dengan pemegang ganti;
- penggiling dengan cakera pemotong dan pengisar;
- berus logam;
- kertas pasir dengan saiz butiran yang berbeza;
- tukul;
- stok elektrod;
- maksiat;
- pengapit;
- kepingan keluli atau asbestos-simen untuk melindungi dinding dari titisan logam dan jelaga;
- terpal untuk menutup lantai.
Sebelum mengimpal paip dengan kimpalan elektrik, perlu memeriksa kepatuhan kabel, soket dan mesin di perisai dengan petunjuk alat yang disiapkan. Mereka harus cukup kuat untuk menahan beban berat yang bahkan dikenakan oleh peralatan rumah tangga.



Persiapan
Mula-mula anda perlu mula menyiapkan paip. Permukaan yang hendak dikimpal mesti dibersihkan dan dilumaskan. Ini adalah satu-satunya cara untuk mengelakkan kecacatan pada jahitan.
Produk mesti mempunyai sudut pembukaan tepi yang sesuai, tegak lurus satah muka hujung paksi produk mesti diperhatikan. Penyediaan paip pemanasan berdiameter besar dilakukan menggunakan mesin penggilingan atau pemotongan asid-gas.
Dimensi, kesesuaian ketebalan produk, komposisi kimia, sifat mekanik - semuanya mesti digabungkan dengan keperluan GOST.
Harus diingat bahawa selalunya magnitud kusam sekitar 2 mm, dan sudut bukaan sekitar 65 darjah.
Tahap penyediaan yang penting adalah pilihan bahan.
Teknologi kimpalan paip plastik

Alat khas digunakan untuk mengimpal paip polipropilena
Polipropilena secara beransur-ansur menggantikan keluli, kerana ia mempunyai beberapa ciri positif dengan kos yang relatif rendah.Paip plastik direka untuk tekanan tinggi, ringan, dinding dalaman licin dan penampilan yang sangat baik. Tetapi saluran paip akan melaksanakan fungsinya dengan berkesan jika semua sendi kuat dan ketat. Perlu diingat bahawa apabila air panas disalurkan dengan suhu lebih dari 110 darjah, polimer menjadi lembut dan mulai bertambah besar. Oleh itu, untuk pemasangan pemanasan, hanya produk yang diperkuat dengan gentian kaca atau aluminium foil yang digunakan.
Pateri solder khas digunakan untuk menyambungkan pautan. Peranti ini mempunyai dua sisi, di satu tepi terdapat muncung untuk luaran, dan di sisi lain - untuk pemanasan dalaman bahagian yang bergabung.
Untuk menghubungkannya, kelengkapan berikut digunakan:
- gandingan;
- penyesuai;
- sudut;
- tees;
- salib;
- bebibir bebibir untuk sambungan ke bateri pemanasan.
Semasa menyolder komunikasi polipropilena, prinsip penyebaran di bawah pengaruh haba digunakan. Tepi pautan bersebelahan mencair, bahan bercampur dan membentuk sebatian monolitik.

Semasa proses pengelasan, sendi bertukar menjadi sendi monolitik
Proses pengelasan bahagian polimer dilakukan mengikut kaedah berikut:
- Melukis gambarajah paip untuk sistem pemanasan.
- Melihat benda kerja dengan panjang tertentu. Pembetulan dibuat untuk jumlah perendaman paip di lubang kelengkapan dan dimensi kelengkapan itu sendiri.
- Panaskan besi pematerian sehingga penunjuk hijau menyala. Ini adalah bukti bahawa perhimpunan dapat dimulakan.
- Pemasangan bahagian ke peranti pada paip cawangan dengan diameter yang sesuai. Mereka perlu dipanaskan sesuai dengan petunjuk jadual dengan peralatan yang lengkap.
- Sambungan paip dan pemasangan. Ini dilakukan dengan ketat dalam satu arah, sehingga bahagian dalamnya bersandar pada tab pengunci pada pemasangan. Anda tidak boleh memutar produk, memindahkannya ke belakang dan ke belakang. Pembetulan untuk sudut sendi dibenarkan.
- Menyejukkan. Adalah perlu untuk menjaga sambungan pada kedudukan statik selama yang ditetapkan dalam arahan untuk peranti. Barulah perhimpunan dapat diteruskan.
Tidak seperti paip logam, paip polimer memerlukan sokongan untuk purlins menegak dan mendatar. Setiap 100-150 cm, mereka dipasang ke dinding dengan penjepit spacer plastik. Selepas pemasangan, komunikasi polipropilena tidak memerlukan penamat tambahan dan penyelenggaraan seterusnya.


Elektrod
Elektrod
Anda boleh mengimpal paip pemanasan keluli dengan betul jika anda memilih elektrod yang betul. Semua ada dua jenis daripadanya: tidak meleleh dan dengan asas lebur. Penggredan berdasarkan pada pelbagai teras elektrod. Untuk jenis yang tidak boleh digunakan, arang batu elektroteknik, grafit atau tungsten digunakan. Sedangkan untuk bahan habis pakai, dibuat dari kawat las, yang dapat memiliki komposisi dan ukuran yang berbeza. Dalam kes kami, elektrod dengan diameter 2 hingga 5 mm sering digunakan. Produk bersaiz besar boleh dimasak dengan diameter elektrod yang besar.
Bagi lapisan, ia juga mempengaruhi pilihan satu atau elektrod lain untuk mengimpal paip pemanasan keluli. Terdapat elektrod seperti itu:
- Dengan lapisan asas. Berkat penggunaan yang habis, jahitan mempunyai kebarangkalian retak rendah dan mempunyai nilai ketangguhan yang baik.
- Salut selulosa rutil. Mereka digunakan untuk pelbagai kes, termasuk yang paling sukar: jahitan menegak dari atas ke bawah.
- Bersalut rutil. Jahitannya kelihatan sangat baik. Sanga dikeluarkan dengan baik dan pencucuhannya mudah. Oleh itu, elektrod ini sering digunakan untuk kimpalan las dan kimpalan fillet.
- Asid rutil bersalut. Slag terbentuk dari struktur khas, ia hanya dikeluarkan pada akhir proses.
- Bersalut selulosa. Sesuai untuk produk diameter besar, untuk membuat jahitan menegak dan bulat.
Teknologi kimpalan paip logam

Teknologi kimpalan gas digunakan untuk paip tembaga
Agar sambungannya kuat dan ketat, perlu menyiapkan bahagian sistem sebelum pemasangan. Adalah perlu untuk memeriksa keseimbangan tepi, bilah dan mengisar logam pada jarak 10 mm dari potongan. Selepas itu, anda perlu merawat tempat yang dibersihkan dengan pelarut untuk menghilangkannya.
Untuk mengimpal paip untuk pelbagai tujuan, elektrod dengan komposisi salutan berikut digunakan:
- asid rutil (RA) - untuk pemasangan bekalan air sejuk dan panas di sektor awam;
- rutile (RR) - untuk pemasangan sistem pemanasan yang beroperasi di bawah tekanan tinggi;
- rutile-selulosa (RC) - digunakan dalam struktur yang memerlukan kebolehpercayaan sendi yang tinggi;
- universal (B) - untuk pemasangan semua jenis saluran paip di sektor kediaman dan pengeluaran.

Kimpalan sejuk boleh digunakan untuk bergabung paip sementara
Anda boleh memasak paip logam menggunakan teknologi berikut:
- Kimpalan elektrik. Ia dijalankan secara manual atau menggunakan mesin. Prinsip operasi didasarkan pada penciptaan busur elektronik yang berlaku semasa litar pintas. Proses ini disertai dengan pembebasan sejumlah besar haba, menyebabkan logam mencair. Elektrod yang boleh digunakan atau tidak boleh digunakan digunakan untuk membuat jahitan.
- Kimpalan gas. Sambungan paip meleleh di bawah pengaruh gas pembakar, serentak dengan pengenaan logam di atasnya, yang bertindak sebagai gandingan. Sambungan monolitik terbentuk, yang mempunyai struktur homogen dengan bahagian yang berdekatan.
- Kimpalan sejuk. Kaedah ini digunakan semasa memasang saluran paip tekanan rendah atau membaikinya di tempat yang sukar dijangkau. Intipati kaedah ini terdiri daripada membalut pembalut yang diresapi dengan pelekat cepat-cepat di sekitar ketukan.
Pemilihan pilihan adalah betul jika sesuai dengan ciri sistem dan ciri penyejuk.
Apa itu kimpalan gas
Asas pengelasan gas adalah pemanasan bahagian logam dengan nyalaan yang dihasilkan semasa pembakaran campuran oksigen dengan gas yang mudah terbakar, dan kemudian mengisi sendi antara elemen yang akan dikimpal dengan logam lebur. Kekuatan kimpalan dalam kimpalan gas lebih rendah daripada jenis kimpalan lain (misalnya, busur elektrik), tetapi ketika memasang paip berdiameter kecil (hingga 150 mm) atau dengan dinding tipis (kurang dari 3,5 mm) , ini adalah satu-satunya cara yang mungkin untuk bergabung dengan mereka.
Pengelasan kimpalan

Dengan pengelasan berkualiti rendah, kecacatan jahitan muncul dari masa ke masa
Sendi boleh dikimpal dengan cara yang berbeza berdasarkan ciri reka bentuk dan ketebalan logam yang diproses.
Terdapat pengelasan kimpalan seperti itu:
- Dalam penampilan, mereka rata (normal), lemah (cekung) dan diperkuat (cembung).
- Dengan panjang - padat (berterusan, tertutup), tidak putus (titik, segmen). Dari segi panjang, jahitan dibahagikan kepada pendek (hingga 25 cm), sederhana (26-100 cm) dan panjang (lebih dari 101 cm).
- Semasa pelaksanaan - mendatar (pada bahagian menegak), menegak (pada garisan mendatar), siling (apabila sambungan dibuat dari bawah), bawah (elektrod di atas jahitan).
- Mengikut daya efektif - sayap (sepanjang paksi), frontal (melintasi paksi), serong (melintang), digabungkan (gabungan jenis).
- Dengan bilangan lapisan dan hantaran - lapisan tunggal (satu hantaran) dan pelbagai lapisan (beberapa hantaran).
Dengan pemasangan sistem pemanasan yang betul, semua jahitan yang disenaraikan dapat dilakukan. Sekiranya perlu, kimpalan juga dilakukan di bahagian dalam paip.
Ciri aplikasi semasa bekerja dengan paip
Saluran paip paling kerap dirancang untuk mengangkut cecair atau gas. Sehingga di tapak jahitan pantat di dalamnya tidak ada manik yang menghalangi pergerakan isi saluran paip, tidak dibenarkan mencairkan dindingnya.Atas sebab ini, penyediaan bahagian ketika mengimpal paip akan berbeza daripada ketika mengimpal produk dan struktur lain.
Kimpalan gas paip dilakukan dalam satu lapisan dan dalam satu lorong. Lebar jahitan pantat yang dibenarkan tidak lebih dari 1-3 mm.
Jahitan harus lancar, tanpa jurang dan penyimpangan, dengan peralihan secara beransur-ansur ke logam bahagian yang akan dikimpal.
Jenis utama sendi yang dikimpal
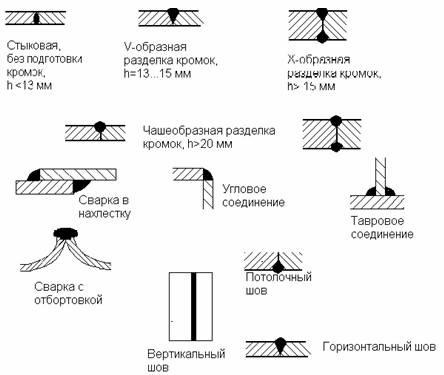
Jenis-jenis sendi yang dikimpal
Mengikut lokasi mereka di angkasa, jahitan dibahagikan kepada jenis berikut:
- sudut - bahagian berada pada sudut;
- Berbentuk T - sambungan hujung dan sisi elemen;
- pantat - paip disambungkan dalam satu satah;
- bertindih - bahagian saling tumpang tindih;
- akhir - bersebelahan permukaan serpihan.
Semasa menjalankan kerja, tuan memilih yang paling sesuai untuk dirinya sendiri dan sesuai dengan kaedah teknikal kaedah mengimpal bahagian.
Penggantian bateri yang dikimpal dengan gas adalah jaminan jahitan berkualiti tinggi!

Kemunculan cadangan baru di pasaran peralatan pemanasan mendorong penduduk memikirkan untuk mengganti bateri lama dengan radiator pemanasan baru. Untuk melakukan penggantian, penting untuk menentukan bagaimana pemasangan radiator pemanasan akan dilakukan. Terdapat banyak pilihan yang boleh dilakukan, tetapi yang paling berkesan adalah menggunakan kimpalan gas. Ini disebabkan oleh fakta bahawa mengganti bateri dengan kimpalan gas mempunyai banyak kelebihan, seperti:
- Kebolehpercayaan meningkat. Dengan syarat bahawa kerja itu selesai, akan ada pengrajin yang berkualifikasi tinggi, jahitan yang dihasilkan akan dibezakan oleh kebolehpercayaan, berkat ia dapat berfungsi dengan baik selama bertahun-tahun. Di samping itu, jahitan kimpalan tidak memerlukan perhatian tambahan terhadap dirinya sendiri, seperti yang diperhatikan ketika melakukan pemasangan menggunakan sambungan yang dipasang. Ini disebabkan oleh fakta bahawa persimpangan tidak mempunyai meterai tambahan, yang, sebagai peraturan, rapuh dalam operasi.
- Penampilan yang kemas. Setelah kerja kimpalan selesai sepenuhnya, jahitan tetap praktikal tidak dapat dilihat, sehingga tidak merosakkan reka bentuk luaran bilik dan boleh tetap di tempat terbuka.
Hanya tukang berpengalaman yang boleh dipercayai untuk memasang radiator pemanasan, kerana kecekapan dan ekonomi sistem pemanasan akan bergantung pada kualiti kerja yang dilakukan. Pengrajin syarikat kami dapat melakukan pemasangan radiator menggunakan kimpalan gas dengan cekap dan tepat.
| 1 | Bertolak untuk penggantian | PC | adalah percuma |
| 2 | Perundingan dan anggaran | PC | adalah percuma |
| 3 | Pembelian dan penghantaran bahan | PC | adalah percuma |
| 4 | Penggantian bateri dengan kimpalan gas dari 20 pcs. | PC | 2500 |
| 5 | Penggantian bateri dengan kimpalan gas dari 10 pcs. | PC | 3000 |
| 6 | Penggantian bateri kimpalan gas dari 4 buah | PC | 3500 |
| 7 | Penggantian bateri kimpalan gas dari 2pcs | PC | 4000 |
| 5 | Mengganti satu bateri dengan kimpalan gas | PC | 5000 |
Kelebihan menggantikan bateri dengan kimpalan gas

Kimpalan adalah proses khas di mana logam cair dituangkan di antara tepi bahagian yang dipanaskan hingga suhu tertentu. Penting untuk diperhatikan bahawa tepinya dipanaskan pada suhu yang diperlukan oleh teknologi dan ciri-ciri bahan itu sendiri.
Kerja pengelasan gas dilakukan untuk mengimpal bahagian logam dengan pelbagai bentuk, di samping itu, pengelasan digunakan untuk menghilangkan kecacatan dari permukaan logam, tanpa mengira bentuk dan ukurannya.
Kerja kimpalan gas untuk mengganti bateri terdiri daripada:
- bahagian persediaan;
- kimpalan (aplikasi jahitan);
- penghapusan retakan dan rongga dari permukaan bahagian logam;
- melicinkan jahitan (jika perlu).
Hanya pakar terlatih yang dibenarkan untuk melakukan kerja kimpalan gas, kerana hanya mereka yang dapat mengimpal permukaan logam antara satu sama lain dengan betul dan seefisien mungkin.
Bagaimana penggantian bateri pemanasan dengan kimpalan gas
Seperti yang telah dinyatakan, dengan menggunakan kimpalan gas, anda boleh memasang radiator pemanasan secepat mungkin dan berkesan. Penjelasan utama untuk ini adalah bahawa tepi logam paip dan radiator disambungkan oleh logam lebur, yang terbentuk akibat pencairan wayar pengisi. Dengan bantuan kimpalan gas, mudah dan yang paling penting cepat menghubungkan paip keluli dengan radiator, diameter luarnya tidak melebihi 100 milimeter. Titik pemasangan (jahitan kimpalan) dibezakan oleh kebolehpercayaannya dan kemampuan untuk menahan tekanan kerja yang tinggi dalam sistem, yang tidak termasuk kemungkinan penembusan. Perlu juga diperhatikan bahawa jahitan yang dibuat oleh seorang tukang kelihatan sangat kemas berbanding dengan kelengkapan dan lain-lain yang ada
Kaedah kimpalan
Teknologi pemasangan bergantung pada diameter paip dan ketebalan dinding:
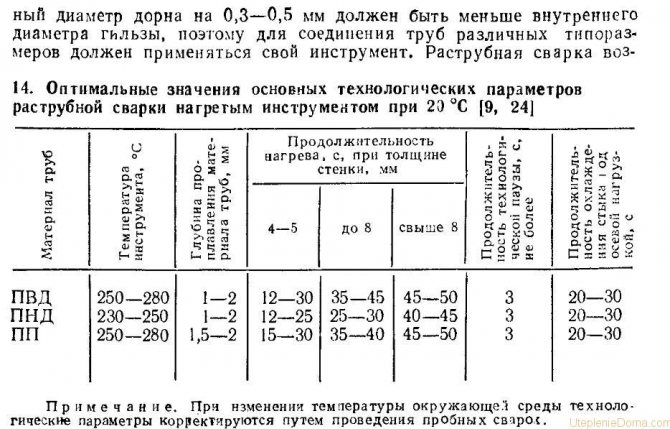
- Kimpalan gas dengan asetilena atau propana digunakan untuk paip berdiameter hingga 150 mm dan dengan dinding hingga 6 mm. Sendi setebal hingga 3 mm dimasak tanpa pemotongan, selebihnya tepi dipotong pada sudut akut untuk membentuk sendi yang kuat.
- Argon arc, pengelasan MIG / MAG digunakan untuk saluran paip gas keluli.
- Kimpalan elektrik dilakukan pada jumlah kecil, jumlah penembusan bergantung pada ketebalan stok yang dilancarkan. Untuk kerja, gunakan peralatan kimpalan automatik, separa automatik atau manual.
- Peranti semiautomatik biasanya digunakan untuk membuat lapisan penamat, menggunakan fluks atau suasana pelindung.
- Dengan pendawaian di rumah, kimpalan elektrik digunakan dalam kes yang luar biasa, biasanya peralatan gas digunakan.
Setiap kaedah mempunyai kebaikan dan keburukan. Banyak bergantung pada bahan yang akan dikimpal, akses ke paip di kawasan yang dipasang.
Nuansa kimpalan di apartmen
Semasa menjalankan kerja di bangunan baru, ketika rumah itu belum didiami dan dihubungkan ke rangkaian bekalan gas terpusat, tidak ada halangan besar untuk bekerja, yang utama ialah semuanya dilakukan sesuai dengan dokumentasi projek. Tidak perlu memberitahu jiran dan meminta syarikat pengurusan untuk memotong gas. Perkara lain adalah di sebuah pangsapuri di mana sudah ada perabot, dan jiran tinggal di belakang dinding. Perkara pertama yang perlu anda perhatikan ialah semua izin dibuat dengan betul. Terdapat izin dari pejabat gas untuk memasang peralatan gas, tugas teknikal untuk projek gasifikasi dikeluarkan dan projek itu sendiri selesai.
Sebelum memulakan kerja, perlu memberitahu semua jiran mengenai pemotongan gas dan mematikan injap tengah. Dalam kes ini, tidak hanya menutupnya, tetapi juga memberi tanda bahawa bekalan gas telah dihentikan.
Setelah gas dimatikan, perlu melepaskan baki gas di dalam paip dan mengudarakan ruangan, ini diperlukan oleh peraturan keselamatan. Dan hanya selepas itu terus ke tempat kerja.
Semasa mengatur tempat kerja, perlu memastikan bahawa akses ke tempat kerja kimpalan dan pemasangan dimaksimumkan. Memandangkan bahawa dengan bantuan kimpalan elektrik tidak mungkin memanaskan dan membengkokkan paip, elemen sudut siap pakai diambil untuk kemudahan. Arah penyambungan saluran paip adalah dari paip utama. Pertama, tali pengikat dibuat, kemudian meter dipasang, dan kemudian rangkaian pengedaran dibuat.
Setelah semua kerja selesai, ujian gas dijalankan. Dan dengan bantuan larutan sabun, tempat kebocoran gas ditentukan. Sekiranya terdapat kebocoran, tempat-tempat ini direbus lagi. Memeriksa dan menghilangkan kebocoran dilakukan sehingga saluran paip gas ketat.
Kimpalan MIG / MAG
Teknologi Metal Inert / Active Gas mewujudkan suasana perlindungan di kawasan kerja. Kimpalan paip gas dengan kaedah MIG / MAG digunakan untuk produk yang digulung dari keluli karbon, ia terdiri dalam memberi makan wayar pengisi, mencairkan kesannya dari busur elektrik. Suasana pelindung menghalang pengoksidaan lebur. Dalam peranti semiautomatik penyongsang, wayar pengisi bertindak sebagai elektrod konduktif.Bekalan gas diatur oleh pengurang atau meter aliran. Kaedah kimpalan:
- manual - tukang las memasukkan bahan tambahan ke dalam kolam kimpalan sendiri (pilihan termudah dan paling murah untuk melakukan kerja kimpalan);
- dalam mod separa automatik, bahan tambahan dibekalkan melalui pistol dengan kelajuan berubah (bekerja dengan peralatan penyongsang memerlukan kemahiran tertentu, kemampuan untuk mengawal jahitan);
- semasa menggunakan mesin automatik, kadar pengisian wayar pengisi tetap (peralatan mahal digunakan).