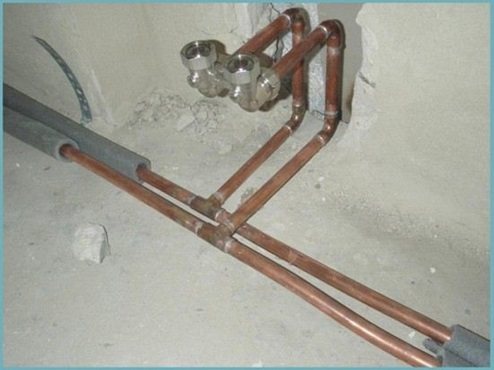
Meď je vynikajúci materiál pre plynovodné systémy, kúrenie a tak ďalej. Medené rúry sa tiež široko používajú pri inštalácii klimatizácií. Široká škála aplikácií je určená takými kvalitami materiálu, ako je odolnosť voči vysokým teplotám prechádzajúceho média, odolnosť proti korózii, trvanlivosť. Inštalácia medených rúr sa vykonáva dvoma hlavnými spôsobmi: spájkovacími alebo lisovacími tvarovkami.
Montáž potrubia z rúr vyrobených z medi
Vlastnosti materiálu
Medené potrubie na vodu je druh valcovaného kovu vyrobeného z medi, čo je dlho tvarovaný dutý predvalok s kruhovým prierezom a jednotnou hrúbkou steny. Vyrába sa v tyčiach s dĺžkou od 1 m do 6 m alebo vo zvitkoch 15, 25 a 50 m.
Priemer výrobkov sa pohybuje od 6 do 267 mm, hrúbka steny je od 0,5 mm do 3 mm. Napriek skutočnosti, že medené rúrkové výrobky majú tenšiu stenu ako oceľ, je ich vnútorný priemer väčší, takže je schopný odolávať rovnakému pracovnému tlaku prostredia ako oceľové výrobky s podobným vonkajším priemerom.

Technické vlastnosti medených rúr závisia od vlastností triedy medi. Zvyčajne sa pri výrobe používa čistá meď alebo jej zliatiny, ku ktorým sa pridáva malé množstvo legujúcich zložiek (M1r, M1f). Druh a množstvo nečistôt v zliatinách má významný vplyv na mechanické, technologické, mechanické a prevádzkové vlastnosti rúr.
Prídavok zinku, cínu, železa a olova zvyšuje pevnosť, pružnosť a pružnosť materiálu, okyslenie fosforom zvyšuje odolnosť kovu proti korózii. Na zvýšenie mechanickej odolnosti a antifrikčných vlastností sa používa hliník a berýlium. Aby sa eliminoval negatívny vplyv nežiaducich nečistôt, do zliatinovej zmesi sa zavádza mangán.
Spájkovacie spoje
Pripojenie prvkov na rozvod vody medenými rúrami je jednoduchá zručnosť. Aj začiatočník je schopný naučiť sa spájkovať fajku vlastnými rukami len za pol hodiny. Recept na úspech závisí viac ako polovica od dôkladnosti prípravných prác. Ak vykonáte dva kroky správne (čistenie kĺbov a zahrievanie), potom spájka dokončí všetko sama. Keď sú prvky dosť horúce, roztavená spájka v dôsledku kapilárneho navlhčenia prenikne do spoja a zakryje páriace povrchy.
Po označení a vyrezaní inštalačných prvkov je potrebné odstrániť otrepy a pripraviť rúry a tvarovky na tvrdé spájkovanie. Aby ste to dosiahli, musíte očistiť párovacie miesta šmirgľovou handričkou a kefami, aj keď vyzerajú čisto. Potom sa na ošetrované miesta nanáša tavidlo. Proces spájkovania prvkov možno rozdeliť do nasledujúcich etáp:

Spájkovanie medených rúr
- Montáž spojenia.
- Odstránenie prebytočného toku.
- Zahrievanie kĺbu propánovým horákom pohybom horáka pozdĺž rozhrania na rovnomerné zvýšenie teploty v kĺbe.
- Držte spájku na spoji oproti plameňu, kým sa neroztopí a nevyplní spoj.
- Namáhajte ochranu spojenia, kým spájka nestuhne.

Spravidla je oveľa jednoduchšie najskôr vyčistiť a taviť všetky podrobnosti o budúcej sekcii zásobovania vodou a potom ich začať spájkovať. Malo by sa pamätať na to, že najteplejší bod horáka je na jeho hrote. Nie je potrebné ohrievať potrubie, stačí ohriať tvarovku, aby sa zvýšila teplota celého spoja kvôli vysokému prenosu tepla meď.Spájka nikdy nebude unikať do oblasti chladnejšej ako je jej teplota topenia, preto je vždy dôležité dosiahnuť rovnomerné zahriatie spoja. Spájkovanie potrubí naplnených vodou nie je možné. Pre prácu je potrebné vypustiť vodu a vysušiť rúry vo vykurovacej zóne.
Správne a starostlivo spájkované medené inštalatérske práce majú takmer neobmedzenú životnosť. Napriek skutočnosti, že plastové systémy vedú v posledných desaťročiach na trhu inštalatérskych prác, tradičná meď si získava čoraz viac priaznivcov.
Lacnosť polymérov je zrejmá iba pri relatívne krátkej životnosti, takže počet ľudí, ktorí majú sklon platiť viac za potrubia, už len preto, že na ne už nemyslia, rastie.
Regulačné požiadavky
Technické podmienky na výrobu hrubostenných lisovaných a za studena opracovaných medených rúrkových výrobkov upravuje GOST 617-2006, ťahaný tenkostenný GOST 11383-75. Vysoká presnosť výroby a konečnej úpravy medených rúr je určená kovovými výrobkami GOST 26877-2008. Metódy merania odchýlok formy. Primárne triedy medi a zliatiny musia zodpovedať GOST 859-2001. Chemické zloženie zliatin, sortiment, technické požiadavky, označovanie, pravidlá preberania, kontroly a skúšania ustanovuje GOST R 52318-2005.
Výroba
Bezšvové výrobky z medi sa používajú na stavbu vodovodných a vykurovacích potrubí. Vyrábajú sa pomocou troch technológií:
- Valcovanie za studena - deformácia kovového polotovaru nastáva pri prechode medzi rotujúcimi valcami. Priechodný otvor sa vytvorí pomocou stehovej metódy. Potom je objímka kalibrovaná na požadované rozmery.
- Ťahanie za studena - založené na pretiahnutí obrobku cez rysovací nástroj (draw) so špeciálnym kanálom zužujúcim sa po celej jeho dĺžke. V procese kreslenia je kov stlačený na požadované geometrické parametre a natiahnutý pozdĺž svojej dĺžky.
- Lisovanie za tepla - výroba potrubia pretláčaním (vytláčaním) cez výstup matrice.
V priemyselnej výrobe je možné použiť jednu z týchto technológií alebo ich kombináciu. Skladba zariadenia a technologické operácie sa môžu líšiť, ale hlavný výrobný proces vždy pozostáva z nasledujúcich etáp:
- Príprava obrobku.
- Valcovanie za studena alebo ťahanie alebo lisovanie za tepla.
- Tepelné spracovanie.
- Mazanie rúr a nástrojov.
- Spracovanie hotových a medziproduktov.
- Krájanie na odmerané kúsky alebo vinutie do zvitkov.
- Kontrola kvality hotových výrobkov.
Inštalácia
Pri inštalácii medeného vodovodného systému je potrebné brať do úvahy jednu z hlavných vlastností medených výrobkov - ich plasticitu. Zjednodušuje inštalačné práce, pretože umožňuje ohýbať rúrkové výrobky a dať konštrukcii požadovanú konfiguráciu. Takéto tvárne potrubia sa však môžu časom ohýbať. Aby sa zabránilo tomuto typu deformácie, mali by byť vodovodné potrubia dobre zaistené pomocou podpier alebo namontovaním špeciálnych spojovacích prvkov (konzol).

Ak potrubie prechádza hlboko do materiálu steny, odporúča sa použiť medené rúry opláštené PVC. Plní súčasne dve funkcie: tepelnú izoláciu a protikoróznu ochranu zabraňujúcu poškodeniu potrubia alebo omietky.
Inštalačné nástroje
Práca s medenými vodovodnými rúrami je celkom jednoduchá. Bude to vyžadovať štandardné nástroje, ktoré sú vždy k dispozícii od domáceho remeselníka: krajčírsky meter, značkovač, kladivo a nastaviteľný kľúč, ako aj niekoľko špecializovaných zariadení na uľahčenie procesu. Samotné rúry sa dajú ľahko rezať pomocou bežnej pílky na kov. Ale ak použijete špeciálne zariadenie, môžete získať hladký rez bez otrepov. Pre záhyby sa používajú nasledujúce metódy:
- plnenie jemným pieskom pred formovaním (tradičná technika);
- použitie špeciálnej pružiny (vhodné na prácu s dlhými rúrkami);
- pomocou ohýbačky rúrok.
Pre inštaláciu budete tiež potrebovať spájkovacie prípravky. Každá takáto práca by sa mala vykonávať v súlade s bezpečnostnými opatreniami. Zoznam potrebných zariadení, berúc do úvahy najnovšie požiadavky, obsahuje:

Inštalatérske materiály a nástroje

- ochrana očí;
- hrubé rukavice;
- ohňovzdorná tkanina;
- hasiaci prístroj;
- medené potrubie;
- potrubné príslušenstvo;
- rezačka rúr;
- kovová kefa;
- brúsny papier;
- propánový horák a regulátor so zabudovaným zapaľovačom;
- tavidlo alebo pasta na spájkovanie;
- bezolovnatý spájkovací drôt;
- obrúsky alebo handry.
Výhody a nevýhody medených rúr
Medené rúrkové výrobky majú nasledujúce výhody:
- Vysoká pevnosť a odolnosť proti opotrebovaniu.
- Odolný voči korózii a UV žiareniu.
- Vysoké ukazovatele plasticity. Rúry sa dobre ohýbajú, čo umožňuje zostavovať konštrukcie bez použitia tvaroviek.
- Odolný voči náhlym zmenám teploty a kolísaniu tlaku.
- Mrazuvzdornosť. Rúry sa po zmrazení nezrútia.
- Atraktívny vzhľad.
- Trvanlivosť.
- Netečnosť vo vzťahu k agresívnemu prostrediu.
- Tepelná odolnosť.
- Plynotesnosť.
- Ohľaduplnosť k životnému prostrediu. Zliatiny medi nevypúšťajú toxické látky a sú stabilné voči oxidácii.
- Antibakteriálna vlastnosť.
- Nízka hmotnosť, jednoduchá inštalácia a preprava.
- Pri prúdení vody nedochádza k hromadeniu na vnútorných stenách.
Nevýhody použitia medených rúrok pre vodovodný systém zahŕňajú:
- Dosť vysoké náklady.
- Vysoká elektrická vodivosť.
- Obtiažnosť kombinácie s inými typmi potrubí (plastové, oceľové, hliníkové).
- Pri pripájaní častí potrubia je potrebné špeciálne vybavenie (plynový horák alebo spájkovačka) a určité zručnosti.

Vlastnosti inštalácie potrubí na zásobovanie vodou
Inštalácia medeného systému zásobovania vodou pre studenú a horúcu vodu sa nelíši v technológii. Mali by ste však venovať pozornosť vzhľadu potrubí a zodpovedajúcich armatúr: na častiach určených na horúcu vodu sa nanáša tepelná izolácia z PVC fólie. Inštaláciu medených rúrok na zásobovanie vodou je možné vykonať jedným z nasledujúcich spôsobov:
- Pomocou závitových tvaroviek.
- S použitím spájkovania.
Klieštinové spojenie so závitovými tvarovkami je najjednoduchší a najdostupnejší spôsob spojenia vlastnými rukami.
Závitové tvarovky vytvárajú odpojiteľné spojenia, ktoré je možné podľa potreby mnohokrát odskrutkovať alebo skrútiť. Aby ste mohli inštaláciu vykonať, musíte:
- Nasuňte lisovaciu maticu na rúrky.
- Navrch nasaďte lisovací krúžok.
- Spojte prvky dohromady.
- Utiahnite maticu.

Medené tvarovky
Lisovací krúžok je zodpovedný za tesnosť spojenia, preto ho nemožno znovu použiť. Ak bolo treba spojenie odskrutkovať, gumový krúžok by sa mal vymeniť za nový. Medené rúrky je možné ohýbať v ľubovoľnom smere, a preto je možné ušetriť na počte tvaroviek.
Spájkovanie je o niečo zložitejšou metódou inštalácie, je však celkom uskutočniteľné vlastnými rukami. Pri práci s otvoreným ohňom musíte byť opatrní a dodržiavať všetky bezpečnostné opatrenia. Samotné pripojenie pozostáva z nasledujúcich fáz:
- Brúsenie koncov rúr a tvaroviek na holý kov brúsnym papierom.
- Tenká vrstva spájkovacieho tavidla sa nanáša štetcom.
- Rúra sa zasunie do tvarovky až po značku maxima.
- Križovatka je vykurovaná plynovým horákom alebo stavebným sušičom vlasov. Je veľmi dôležité rovnomerne ohriať prvky, ktoré sa majú spojiť, preto sa odporúča použiť horák s dvoma horákmi.
- Keď je teplota ohrevu dostatočná na to, aby sa spájka roztavila, vstrekuje sa do spoja.
- Po vytvrdnutí je možné odstrániť prebytočný tok.
V predaji sú medené tvarovky s vopred dodanou spájkou v špeciálnej drážke. To zjednodušuje inštaláciu vlastnoručne: stačí zasunúť koniec potrubia namazaného tavivom a zohriať ho na požadovanú teplotu. Spájka sa roztaví a bude tiecť do medzery medzi potrubím a tvarovkou, čím sa vytvorí bezpečné spojenie.

Medené tvarovky
Názory
Medené potrubie je k dispozícii v dvoch typoch:
- Žíhané - tepelne upravené (žíhané). Obrobok sa 60 - 90 minút zahrieva na 550 ° C - 650 ° C a potom sa postupne ochladzuje (temperuje), vďaka čomu získava pružnosť, odolnosť voči vysokej vlhkosti, náhle zmeny teploty a tlaku.
- Neošetrené - odolnejšie, ale menej elastické.
Ako tepelná izolácia môžu byť pokryté polymérnym plášťom, aby sa zabránilo vzniku kondenzácie na vonkajšom povrchu výrobku.


Výhody a nevýhody
Meď sa používa na bezpečnú prepravu pitnej vody už tisíce rokov. Je to najstarší potrubný materiál a má nepopierateľnú povesť najtrvanlivejšieho a najodolnejšieho. Okrem časovo overenej spoľahlivosti patria medzi hlavné výhody:

Výhody a nevýhody medených rúr
- Všestrannosť. Spĺňa bezpečnostné požiadavky pri širokom rozmedzí teplôt a tlakov.
- Hygiena. Neuvoľňuje neznáme látky do vody a neumožňuje difúziu plynov cez steny zariadení. To znamená, že cudzie pachy a iné vplyvy nemôžu zhoršiť kvalitu vody.
- Recyklovateľnosť. V prípade demolácie alebo renovácie budovy je možná 100% recyklácia.
- Estetika. Medené inštalatérske práce môžu slúžiť ako expresívny dizajnový prvok, takže nie je potrebné schovávať systém do steny.
- Jednotnosť noriem. Všetky rúry a tvarovky dostupné na trhu sú zameniteľné.
Neexistujú dokonalé inštalatérske materiály, každý má svoje vlastné pre a proti. Vždy existujú technické podmienky, vlastnosti chemického zloženia vody, problémy s inštaláciou, ktoré vylučujú možnosť použitia jedného alebo druhého zariadenia. Tieto vlastnosti platia aj pre použitie medených potrubí. Zoznam nevýhod obmedzujúcich použitie medi:
- Široká škála kvalitných rúr a tvaroviek. Prítomnosť možností rozpočtu, ktoré nemajú uvedené výhody, na trhu.
- Citlivosť na určité druhy vody. Napriek vynikajúcej odolnosti proti korózii je meď schopná meniť svoje vlastnosti pri kontakte s vysoko kyslou vodou. To ohrozuje vzhľad chuti vo vode a tvorbu fistúl v potrubiach.
- Relatívne znateľná citlivosť na vysoký tlak vo vodovodnom systéme.
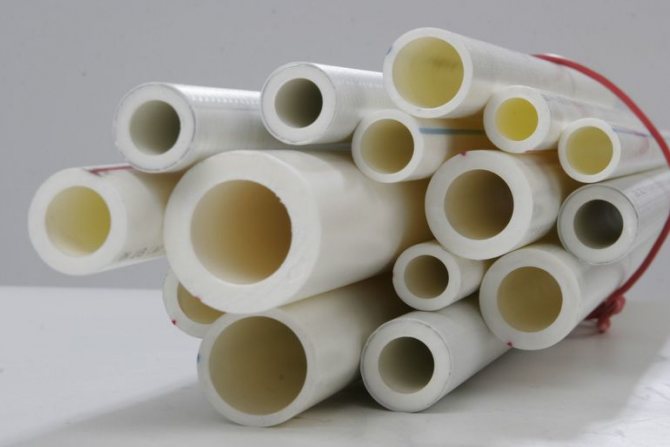
Čo je lepšie medené alebo polypropylénové rúry?
Pre objektívne porovnanie zvážte základné ukazovatele oboch druhov materiálov, typické pre všetky vodovodné potrubia:
- Prevádzkové vlastnosti. Meď na rozdiel od polymérnych materiálov nepodlieha deštruktívnym účinkom chlórovanej vody z vodovodu. Chlór je silné oxidačné činidlo, ktoré koroduje plasty a na vnútorných povrchoch medených rúrok vytvára tenkú ochrannú vrstvu - patinu, ktorá výrazne zvyšuje ich životnosť. Pre plast je ničivé ultrafialové žiarenie a teploty pod nulou, zatiaľ čo meď je odolná voči slnečnému žiareniu, keď teplota klesá, jeho steny sa rozširujú bez straty integrity.
- Spoľahlivosť systému. Spoje prvkov plastového potrubia sú menej spoľahlivé ako medené.
- Život. Medené a polypropylénové potrubia sa môžu prevádzkovať najmenej 50 rokov.
- Cena.Náklady na výrobky z medi sú vysoké, je to spôsobené vysokými nákladmi na primárnu meď a náročnosťou výrobného procesu. Samozrejme, polypropylénové rúry sú niekoľkonásobne lacnejšie. Ale pri montáži vodovodných systémov sú potrebné polypropylénové tvarovky, ktorých náklady sú oveľa vyššie ako medené tvarovky. Plastové potrubia navyše vyžadujú ďalšie prvky, aby sa zvýšila ich spoľahlivosť.
Vo výsledku sa ukazuje, že náklady na medené inštalatérske práce sú všeobecne nižšie ako pri plastoch.
Tipy na výber
Nevyžíhané medené valcované výrobky sa vyrábajú v meraných dĺžkach, a ak je potrebné vykonať predĺžené a zložité vedenie s malým počtom spojov, potom je lepšie zvoliť praktické cievky žíhaných medených rúrok rovnakého priemeru a blízko ceny. Správna montáž nebude mať vplyv na výkon systému.
orientačná cena
Cena medených rúr závisí od nasledujúcich parametrov:
- Veľkosti. Čím väčší je priemer, tým je výrobok drahší.
- Výrobné firmy. Výrobky z európskych krajín sú o 15-20% drahšie ako analógy ruskej výroby.
Medené rúrkové výrobky sú najdrahšie z celej škály materiálov na stavbu inžinierskych sietí. Napríklad s priemerom 15 mm a hrúbkou steny 1 mm bude cena bežného metra 250 - 300 rubľov.
Metódy pripojenia
Inštalácia týchto výrobkov sa môže uskutočniť dvoma spôsobmi: závitovým pripojením alebo spájkovaním. Meď a zliatiny vyrobené na jej základe možno spájať vysokoteplotným aj nízkoteplotným spájkovaním. Pre systémy zásobovania vodou sa nízkoteplotné tvrdé spájkovanie používa hlavne s použitím rôznych spájok, s výnimkou olovnatého cínu. Obsahujú vo svojom zložení veľký podiel olova, ktoré sa nedá použiť na tvrdé spájkovanie potrubí pitnej vody.

Na montáž takýchto systémov je lepšie zvoliť spájky s obsahom cínu, medi alebo striebra. Vytvárajú kvalitný šev a spĺňajú všetky požiadavky na pevnosť, spoľahlivosť a životnosť vodovodných systémov. Ako tavidlo môžete použiť pastu z kolofónie a vazelíny, ktorá obsahuje kolofóniu, chlorid zinočnatý a technickú vazelínu. Má ľahko aplikovateľnú pastovitú konzistenciu.
Inštalácia medených rúrok na zásobovanie vodou
Pred začatím práce musíte vypracovať schému budúcej vodovodnej konštrukcie a na jej základe vypočítať stopu valcovaných rúr a počet spojovacích prvkov (lisovacie spojky, T-kusy, ohyby, adaptéry atď.).
Potrebné náradie a materiál
Ak chcete vykonať inštaláciu valcovaných rúrok zo zliatiny medi, musíte pripraviť sadu nástrojov, ktorá sa skladá z:
- Píly na kov pre rezačky kovov alebo rúr.
- Kliešte.
- Ručný kalibrátor.
- Kľúče alebo plynový horák (na ohrev časti potrubia pri spájkovaní častí).
- Súbor.
Na spájanie častí potrubia sa v závislosti od zvoleného spôsobu pripojenia budú vyžadovať tieto materiály:
- Kovanie.
- FUM - páska na utesnenie spojov odnímateľných tvaroviek.
- Spájka a tavidlo (v prípade spájkovacích výrobkov).
Opatrenia
Spájkovanie medených výrobkov sa vykonáva pri zahrievaní na vysoké teploty, preto je pri práci potrebné nosiť ochranný odev a používať protipožiarny štít. Z častí, ktoré sa majú spojiť v oblasti dotyku, odstráňte gumené alebo plastové oplety. Pre inštaláciu kohútikov musí byť ventil odskrutkovaný, aby sa O-krúžky neroztopili.

Pri spájkovaní medených výrobkov v už nainštalovanom potrubnom systéme by sa mali otvárať všetky uzatváracie ventily, aby úroveň tlaku v potrubiach nepresiahla prípustné hodnoty v dôsledku zahriatia niektorých oblastí.
Postup práce
Ukotvenie potrubných častí pomocou armatúr sa vykonáva v nasledujúcom poradí:
- Odrežte časti potrubia na požadovanú veľkosť.
- Ak je prívod vody zostavený z medených rúrok s izoláciou z PVC, potom by sa táto vrstva mala na koncoch výrobkov odstrániť.
- Odrežte reznú líniu pilníkom.
- Odstráňte skosenie.
- Na pripravenú časť nasaďte striedavo prevlečnú maticu a kompresný krúžok.
- Armatúru zaistite maticou a závity utiahnite najskôr rukou a potom kľúčom.
- V miestach, kde sa inštaluje prechodová tvarovka z medenej rúry na oceľovú, je tesnosť spojov zabezpečená použitím pásky FUM.
Pri pripájaní rúrok spájkovaním vlastnými rukami musíte dodržiavať vyššie popísané preventívne opatrenia a mať určité zručnosti. Proces prípravy a samotné spájkovanie zahŕňajú nasledujúce kroky:
- Rezanie požadovaných častí potrubia pomocou rezačky rúr alebo kovovej pílky na kov.
- Odstráňte na svojich koncoch vrstvu tepelnej izolácie (ak existuje) a vytvorené otrepy.
- Odstránenie oxidového filmu v spájkovacej zóne jemnou brúsnou handričkou.
- Brúsenie tvarovky.
- Flux povlak na vonkajšom povrchu dielov.
- Koniec potrubia zasuňte do tvarovky tak, aby medzi dielmi nebola medzera väčšia ako 0,4 mm.
- Zahrievanie kontaktnej zóny prvkov plynového horáka (na obrázku nižšie).
- Vloženie spájky do medzery medzi tvarovkou a koncom medenej rúry.
- Spájkovanie švu.
- Preplachovanie systému od častíc toku.
Proces spájkovania medených rúrkových výrobkov si môžete pozrieť na videu:
Inštalačné vlastnosti
Montáž spájkovaním tvorí jednodielne spojenia, ktoré nevyžadujú údržbu a sú považované za najspoľahlivejšie v prevádzke. Aby ste však mohli spájkovať medený vodovodný systém, musíte mať dostatočné skúsenosti s týmto typom práce a príslušné znalosti. Majstri pre začiatočníkov môžu použiť nasledujúce odporúčania:
- Nečistite výrobky z medi pomocou abrazívnych čistiacich prostriedkov, hrubého brúsneho papiera alebo drôtenej kefy, pretože by došlo k poškriabaniu medi. Hlboké ryhy na povrchu narúšajú proces spájkovania.
- Flux je dosť agresívna látka s vysokou chemickou aktivitou. Musíte ho naniesť v tenkej vrstve pomocou štetca. Ak sa na povrchu neobjaví prebytok, na konci procesu spájania dielov sa musia okamžite odstrániť.
- Kontaktná zóna by mala byť dostatočne zahriata, ale nie nadmerne, aby sa zabránilo roztaveniu kovu. Samotná spájka by sa nemala zahrievať. Mal by sa aplikovať na vyhrievaný povrch časti - ak sa začne topiť, potom môžete začať spájkovať.
- Je potrebné ohýbať rúry tak, aby sa zabránilo ich zalomeniu a skrúteniu.
- Inštalácia výrobkov z medi by sa mala vykonávať pred hliníkovými alebo oceľovými profilmi v smere prúdenia vody, aby sa zabránilo ich rýchlej korózii.
- Na prechod z medených rúrok do profilov z iných kovov sa odporúča použiť tvarovky z mosadze, bronzu alebo nehrdzavejúcej ocele.


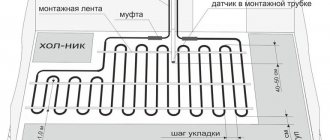
Vlastnosti inštalácie vykurovacieho systému pomocou medených rúr
Inštalácia medených rúr pre vykurovací systém začína prípravnými prácami. Materiál sa dá ľahko ohýbať a rezať, ale musí to byť urobené správnym spôsobom. Kľúčové odporúčania:
- Pred inštaláciou je potrebné rozrezať rúry na kúsky požadovanej dĺžky.
- Je lepšie rezať rúry na vykurovanie rezačkou rúr alebo kovovou pílkou na kov.
- Vnútorný povrch potrubí musí byť zbavený otrepov a kovových hoblín. Na splnenie tejto úlohy budete potrebovať pilník a škrabku.
- Miesto rezu musí byť vyrovnané, najmä v prípadoch, keď sa rezanie vykonávalo pomocou kovovej pílky na kov, ktorá mierne deformuje rúrku.
- Trubkový výrobok môžete ohýbať ručne alebo pomocou špeciálneho nástroja.
- Ak má vykurovací systém obzvlášť zložité zakrivené časti, odporúča sa použiť ohýbač rúrok.Takýto ohyb ochráni materiál pred nežiaducimi záhybmi, ktoré sa môžu následne stať miestom korózie.
- Výrobky by mali byť ohýbané s minimálnym povoleným polomerom.
- Polomer ohybu pri práci s rezačkou rúr musí byť najmenej 3,5-násobok priemeru potrubia. Ak sú rúry ohýbané ručne, polomer ohybu by mal byť minimálne 8 priemerov.
Vykurovací systém s medenými rúrami
Pripojenie prvkov medeného vykurovacieho systému sa vykonáva dvoma už známymi spôsobmi:
- Kompresné tvarovky;
- Spôsob spájkovania.
Pretože meď sa dá ľahko ohýbať, inštalácia je ľahká a vyžaduje len málo príslušenstva. Je však potrebné pamätať na niektoré pravidlá pre kombináciu materiálov vo vykurovacom systéme.
Medené rúry sa nesmú pripájať k hliníkovým radiátorom.
Ak sa nedá vyhnúť použitiu hliníkových radiátorov, musí sa vykonať prechod cez oceľové potrubie. To pomôže zabrániť vzniku korózie, keď sa meď a hliník spoja. Pokiaľ ide o radiátory vyrobené z iných materiálov, napríklad z ocele alebo liatiny, takéto problémy nenastávajú.