Pri inštalácii vykurovacích potrubí musia byť často spojené zváraním. Samozrejme, v niektorých prípadoch môže byť vhodné aj závitové pripojenie, ale percento tejto metódy je oveľa menšie.
Zváranie kovových vykurovacích rúr
Pokiaľ ide o zváranie oceľových rúr, táto metóda má niekoľko odrôd. Napríklad: manuálny elektrický oblúk, zváranie plynom (poloautomatické, automatické). Prvý typ zvárania sa často používa na pripojenie oceľových vykurovacích telies.
Na zváranie oceľových rúrok ručným oblúkovým zváraním musíte použiť špeciálne elektródy, ktoré pôsobia ako prísada. Vykonávajú dve funkcie: vedú prúd do oblúka a zapĺňajú šev. Ich zloženie, rozmery a ďalšie vlastnosti ustanovuje GOST. Dnes na webe nájdete dostatok videí, ktoré ukazujú, ako sa vykonáva ten či onen typ zvárania.
Registre vykurovania z oceľových rúrok.
Technológia manuálneho oblúka je dosť jednoduchá, takže si môžete urobiť sami. Všetko sa začína prípravou.
Sada náradia a vybavenia

Pripravte si nástroje a ochranný odev na zváranie
Zváranie vykurovacích rúr elektrickým zváraním začína prípravnou fázou:
- Príprava pána. Je potrebné riadne vybaviť pracovisko, zabezpečiť dodržiavanie bezpečnostných opatrení, v prípade potreby si znovu prečítať pokyny pre manipuláciu s materiálmi a materiálmi. Na zváranie rúr elektrickým zváraním budú potrebné ochranné zariadenia. Patria sem špeciálny ohňovzdorný oblek (nohavice, bunda, čiapka s livrejou), maska, topánky a legíny. Musíte sa postarať o dobré vetranie.
- Príprava nástrojov a materiálov. Je potrebné venovať pozornosť každému maličkosti, pretože od toho závisí pohodlie práce a kvalita konečného výsledku.
Na zváranie kúrenia potrebujete nasledujúce nástroje a zariadenia:
- zvárací stroj s náhradným držiakom;
- brúska s rezacími a brúsnymi kotúčmi;
- kovová kefa;
- brúsny papier rôznych veľkostí zrna;
- kladivo;
- zásoba elektród;
- zverák;
- svorky;
- oceľové alebo azbestocementové plechy na ochranu stien pred kovovými kvapkami a sadzami;
- plachta na zakrytie podlahy.
Pred zváraním rúrok elektrickým zváraním je potrebné skontrolovať zhodu káblov, zásuviek a strojov v štíte s indikátormi pripraveného prístroja. Musia byť dostatočne výkonné, aby vydržali ťažké bremená, ktoré kladie dokonca aj vybavenie domácnosti.



Príprava
Najprv musíte začať pripravovať rúry. Plochy, ktoré sa majú zvárať, musia byť očistené a odmastené. Iba tak sa vyhnete chybám vo švíkoch.
Výrobky musia mať vhodný uhol otvorenia okraja; je potrebné dodržať kolmosť na rovinu čelnej strany osi výrobku. Príprava vykurovacích rúrok s veľkým priemerom sa vykonáva pomocou frézok alebo rezania kyselinou.
Rozmery, zhoda hrúbky výrobku, chemické zloženie, mechanické vlastnosti - všetko musí byť kombinované s požiadavkami GOST.
Je potrebné poznamenať, že veľkosť matnosti je často asi 2 mm a uhol otvorenia je asi 65 stupňov.
Dôležitou etapou prípravy je výber materiálov.
Technológia zvárania plastových rúr

Na zváranie polypropylénových rúr sa používa špeciálne zariadenie
Polypropylén postupne nahrádza oceľ, pretože má množstvo pozitívnych vlastností pri relatívne nízkych nákladoch.Plastové potrubie je určené pre vysoký tlak, ľahkosť, hladké vnútorné steny a vynikajúci vzhľad. Ale potrubie bude efektívne vykonávať svoje funkcie, ak sú všetky spoje pevné a tesné. Je potrebné mať na pamäti, že pri prechode horúcej vody s teplotou nad 110 stupňov je polymér mäkký a začína sa zväčšovať. Preto sa na inštaláciu vykurovania používajú iba výrobky vystužené sklenenými vláknami alebo hliníkovou fóliou.
Na spájanie článkov sa používa špeciálna spájkovačka. Zariadenie je obojstranné, na jednom okraji sú dýzy pre vonkajšie a na druhej - na vnútorné ohrievanie spojených častí.
Na ich pripojenie sa používajú tieto armatúry:
- spojky;
- adaptéry;
- rohy;
- odpaliská;
- kríže;
- závitové príruby na pripojenie k vykurovacej batérii.
Pri spájkovaní polypropylénovej komunikácie sa používa princíp difúzie pod vplyvom tepla. Okraje susedných článkov sa topia, látka sa zmieša a vytvorí monolitickú zlúčeninu.

Počas procesu zvárania sa spoj zmení na monolitický spoj
Proces zvárania polymérnych častí sa vykonáva podľa nasledujúcej metódy:
- Vypracovanie schémy potrubia pre vykurovací systém.
- Pílenie obrobkov určitej dĺžky. Vykoná sa korekcia množstva ponorenia rúr do otvorov tvaroviek a rozmerov samotných tvaroviek.
- Zahrejte spájkovačku, kým sa nerozsvieti zelený indikátor. Je to dôkaz, že zhromažďovanie sa môže začať.
- Pripojenie častí k zariadeniu na odbočných rúrach zodpovedajúceho priemeru. Musia byť ohrievané v súlade s označeniami tabuľky, ktorou je vybavenie dokončené.
- Pripojenie potrubia a armatúry. Robí sa to striktne v jednom smere, kým sa vnútorná časť nedotýka zaisťovacieho jazýčka v tvarovke. Výrobky nemôžete otáčať, pohybovať nimi tam a späť. Korekcia uhla spoja je povolená.
- Chladenie. Je potrebné udržiavať kĺb v statickej polohe tak dlho, ako je predpísané v pokynoch k prístroju. Až potom môže montáž pokračovať.
Na rozdiel od kovových rúrok polymérové rúry potrebujú podporu pre zvislé a vodorovné väznice. Každých 100 - 150 cm sú pripevnené k stenám pomocou plastových dištančných svoriek. Po zostavení nepotrebujú polypropylénové komunikácie ďalšiu povrchovú úpravu a následnú údržbu.


Elektródy
Elektródy
Ak zvolíte správne elektródy, môžete správne zvárať oceľové vykurovacie rúrky. Existujú dva typy z nich: netaviteľné a s taviacou bázou. Gradácia je založená na rozmanitosti jadra elektródy. Pre nespotrebovateľný typ sa používa elektrotechnické uhlie, grafit alebo volfrám. Pokiaľ ide o spotrebný materiál, je vyrobený zo zváracieho drôtu, ktorý môže mať odlišné zloženie a veľkosť. V našom prípade sa často používajú elektródy s priemerom 2 až 5 mm. Veľké produkty je možné variť s veľkým priemerom elektródy.
Pokiaľ ide o povlak, ovplyvňuje to tiež výber jednej alebo druhej elektródy na zváranie oceľových vykurovacích rúrok. Existujú také elektródy:
- So základným náterom. Vďaka takémuto spotrebnému materiálu majú švy malú pravdepodobnosť prasknutia a majú dobrú hodnotu húževnatosti.
- Potiahnutá rutilovou celulózou. Používajú sa pre rôzne prípady, vrátane tých najťažších: vertikálny šev zhora nadol.
- Rutil potiahnutý. Švy vyzerajú vynikajúco. Troska je dobre odstránená a zapaľovanie je ľahké. Preto sa tieto elektródy často používajú na zvarové a kútové zvary.
- Potiahnuté kyselinou rutilovou. Troska je vytvorená zo špeciálnej štruktúry, ktorá sa na konci procesu jednoducho odstráni.
- Celulózovým povlakom. Vhodné pre výrobky s veľkým priemerom, na vytváranie zvislých a kruhových švov.
Technológia zvárania kovových rúr

Pre medené rúry sa používa technológia plynového zvárania
Aby bolo pripojenie pevné a pevné, je potrebné pred inštaláciou pripraviť časti systému. Je potrebné skontrolovať rovnomernosť hrán, skosiť a zbrúsiť kov vo vzdialenosti 10 mm od rezu. Potom musíte očistené miesta ošetriť rozpúšťadlom, aby ste ich odmastili.
Na zváranie rúr na rôzne účely sa používajú elektródy s nasledujúcim povlakovým zložením:
- kyselina rutilová (RA) - na inštaláciu zásobovania studenou a teplou vodou vo verejnom sektore;
- rutil (RR) - na montáž vykurovacích systémov pracujúcich pod vysokým tlakom;
- rutilová celulóza (RC) - používa sa v konštrukciách vyžadujúcich vysokú spoľahlivosť spojov;
- univerzálny (B) - na montáž všetkých typov potrubí v obytnom sektore a vo výrobe.

Na dočasné spojenie rúr je možné použiť zváranie za studena
Kovové rúry môžete variť pomocou nasledujúcich technológií:
- Elektrické zváranie. Vykonáva sa ručne alebo pomocou stroja. Princíp činnosti je založený na vytvorení elektronického oblúka, ku ktorému dôjde počas skratu. Tento proces je sprevádzaný uvoľňovaním veľkého množstva tepla, ktoré vedie k roztaveniu kovu. Na vytvorenie švu sa používajú spotrebné alebo nespotrebovateľné elektródy.
- Zváranie plynom. Spoje rúr sa topia pod vplyvom horiaceho plynu a súčasne sa na ne nanáša kov, ktorý slúži ako spojka. Vytvorí sa monolitický spoj, ktorý má homogénnu štruktúru s priľahlými časťami.
- Zváranie za studena. Táto metóda sa používa pri inštalácii nízkotlakových potrubí alebo pri ich opravách na ťažko dostupných miestach. Podstata metódy spočíva v zabalení obväzu impregnovaného rýchlotuhnúcim lepidlom okolo klepania.
Voľba možnosti je správna, ak zodpovedá charakteristikám systému a charakteristikám chladiacej kvapaliny.
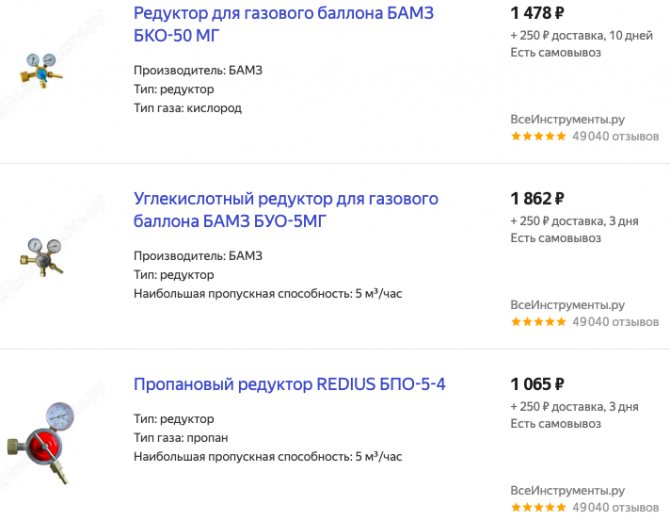
Čo je to zváranie plynom
Základom plynového zvárania je zahriatie kovových častí plameňom vznikajúcim pri spaľovaní zmesi kyslíka s horľavým plynom a následné vyplnenie škáry medzi prvkami, ktoré sa majú zvárať, roztaveným kovom. Pevnosť zvaru pri zváraní plynom je nižšia ako v prípade iných druhov zvárania (napríklad elektrickým oblúkom), ale pri inštalácii rúr malého priemeru (do 150 mm) alebo tenkých stien (menej ako 3,5 mm) , je to jediný možný spôsob, ako sa k nim pridať.
Klasifikácia zvarov

Pri nekvalitnom zváraní sa časom objavia chyby švu
Spoj je možné zvárať rôznymi spôsobmi na základe konštrukčných znakov a hrúbky spracovávaného kovu.
Existuje taká klasifikácia zvarov:
- Na pohľad sú ploché (normálne), oslabené (konkávne) a vystužené (konvexné).
- Podľa dĺžky - plné (spojité, uzavreté), nesúvislé (bodky, segmenty). Pokiaľ ide o dĺžku, švy sa dajú rozdeliť na krátke (do 25 cm), stredné (26-100 cm) a dlhé (viac ako 101 cm).
- Pri vykonávaní - horizontálne (na zvislých častiach), zvislé (na vodorovných nosníkoch), strop (keď je spoj vytvorený zdola), dno (elektróda na vrchu švu).
- Podľa efektívnej sily - bok (pozdĺž osi), čelný (cez os), šikmý (naprieč), kombinovaný (kombinácia typov).
- Podľa počtu vrstiev a priechodov - jednovrstvový (jeden priechod) a viacvrstvový (niekoľko priechodov).
Pri správnej inštalácii vykurovacieho systému je možné vykonať všetky uvedené švy. Ak je to potrebné, zváranie sa vykonáva aj na vnútornej strane rúr.
Vlastnosti aplikácie pri práci s rúrkami
Potrubia sú najčastejšie určené na prepravu kvapalín alebo plynov. Aby sa na mieste tupých švov vo vnútri nenachádzali guľôčky, ktoré bránia v pohybe obsahu potrubia, nie je dovolené prenikať cez steny.Z tohto dôvodu bude príprava dielov pri zváraní rúr iná ako pri zváraní iných výrobkov a konštrukcií.
Plynové zváranie rúr sa vykonáva v jednej vrstve a v jednom priechode. Prípustné vydutie tupého švu nie je väčšie ako 1-3 mm.
Šev by mal byť hladký, bez medzier a nepravidelností, s postupným prechodom na kov častí, ktoré sa majú zvárať.
Hlavné typy zváraných spojov
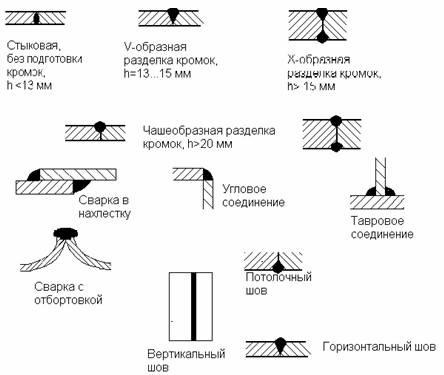
Typy zváraných spojov
Podľa ich umiestnenia v priestore sú švy rozdelené do nasledujúcich typov:
- uhlové - časti sú v uhle;
- V tvare T - spojenie konca a bočnej strany prvkov;
- zadné - potrubia sú spojené v jednej rovine;
- prekrývajúce sa - časti sú umiestnené na sebe;
- koniec - susediaci s bočnými povrchmi fragmentov.
V priebehu práce si majster vyberie pre seba najvýhodnejšiu metódu zvárania častí zodpovedajúcu technickým podmienkam.
Výmena batérií zváraných plynom je zárukou kvalitných švov!

Objavenie sa nových návrhov na trhu s vykurovacími zariadeniami vedie obyvateľov k úvahám o výmene starých batérií za nové vykurovacie radiátory. Aby ste mohli vykonať výmenu, je dôležité správne určiť, ako sa bude vykonávať inštalácia vykurovacích radiátorov. Existuje veľa možností, pomocou ktorých je možné prácu vykonať, ale najefektívnejšie je použiť plynové zváranie. Je to spôsobené tým, že nahradenie batérií plynovým zváraním má mnoho výhod, napríklad:
- Zvýšená spoľahlivosť. Za predpokladu, že práca bude vykonaná, bude tu vysokokvalifikovaný remeselník, výsledný šev sa bude vyznačovať spoľahlivosťou, vďaka ktorej bude môcť ideálne slúžiť mnoho rokov. Okrem toho si zváraný šev nebude vyžadovať ďalšiu pozornosť, čo sa pozoruje pri vykonávaní inštalácie pomocou zostavených spojov. Je to spôsobené tým, že križovatka nemá ďalšie tesnenie, ktoré je spravidla krehké v prevádzke.
- Elegantný vzhľad. Po úplnom dokončení zváracích prác zostane šev prakticky neviditeľný, takže nezkazí vonkajší dizajn miestnosti a môže zostať na otvorenom mieste.
Na inštaláciu vykurovacích radiátorov by mal byť dôveryhodný iba skúsený majster, pretože účinnosť a ekonomika vykurovacieho systému bude závisieť od kvality vykonanej práce. Remeselníci našej spoločnosti sú schopní vykonať inštaláciu radiátorov pomocou plynového zvárania efektívne a presne.
| 1 | Odchod za výmenu | PC | je zadarmo |
| 2 | Konzultácia a odhad | PC | je zadarmo |
| 3 | Nákup a dodávka materiálu | PC | je zadarmo |
| 4 | Výmena batérií plynovým zváraním od 20 ks. | PC | 2500 |
| 5 | Výmena batérií plynovým zváraním od 10 ks. | PC | 3000 |
| 6 | Výmena batérií na zváranie plynom zo 4 ks | PC | 3500 |
| 7 | Výmena batérií na zváranie plynom z 2ks | PC | 4000 |
| 5 | Výmena jednej batérie za zváranie plynom | PC | 5000 |
Výhoda výmeny batérií za zváranie plynom

Zváranie je špeciálny proces, pri ktorom sa roztavený kov nalieva medzi okraje častí zahriatych na určitú teplotu. Je dôležité si uvedomiť, že hrany sú zahrievané na teplotu vyžadovanú technológiou a vlastnosťami samotného materiálu.
Práce na zváraní plynom sa vykonávajú na zváranie kovových častí rôznych tvarov, okrem toho sa zváranie používa na odstránenie chýb z kovového povrchu bez ohľadu na jeho tvar a veľkosť.
Práce na výmene batérií pri zváraní plynom pozostávajú z:
- prípravná časť;
- zváranie (aplikácia švu);
- eliminácia trhlín a dutín z povrchu kovovej časti;
- vyhladzovacie švy (ak je to potrebné).
Práce na zváraní plynom smú vykonávať iba špeciálne vyškolení odborníci, pretože iba títo sú schopní zvárať kovové povrchy navzájom čo najsprávnejšie a najefektívnejšie.
Ako prebieha výmena vykurovacích batérií zváraním plynom
Ako už bolo uvedené, pomocou zvárania plynom môžete vykurovacie radiátory inštalovať čo najefektívnejšie a najspoľahlivejšie. Hlavné vysvetlenie je, že kovové okraje potrubia a chladiča sú spojené roztaveným kovom, ktorý vzniká v dôsledku roztavenia plniaceho drôtu. Pomocou zvárania plynom je ľahké a hlavne rýchle spojiť oceľové rúry s radiátorom, ktorého vonkajší priemer nepresahuje 100 milimetrov. Body pripevnenia (zvarový šev) sa vyznačujú spoľahlivosťou a schopnosťou odolávať vysokému pracovnému tlaku v systéme, čo vylučuje možnosť prielomu. Je tiež potrebné poznamenať, že šev vyrobený remeselníkom vyzerá veľmi elegantne v porovnaní s kovaním a inými dostupnými materiálmi
Metódy zvárania
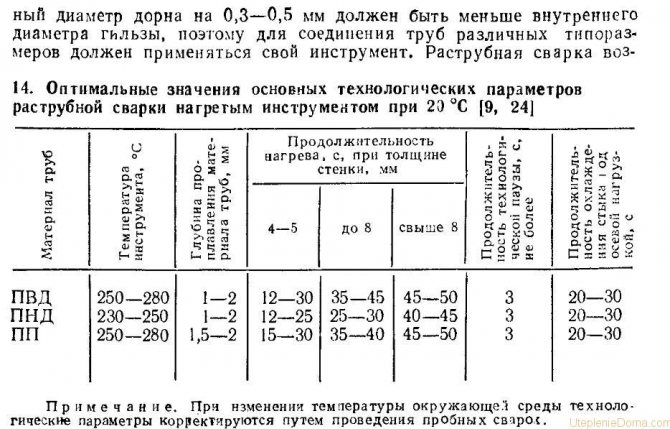
Technológia inštalácie závisí od priemeru rúry a hrúbky steny:
- Na rúry do priemeru 150 mm a so stenou do 6 mm sa používa plynové zváranie acetylénom alebo propánom. Škáry do hrúbky 3 mm sa varia bez rezania, ostatné sú okraje predrezané v ostrom uhle, aby sa vytvoril silný spoj.
- Pre oceľové plynovody sa používa zváranie argónom, MIG / MAG zváranie.
- Elektrické zváranie sa vykonáva v malom množstve, počet prienikov závisí od hrúbky valcovaného materiálu. Na prácu používajte automatické, poloautomatické alebo ručné zváracie zariadenia.
- Poloautomatické zariadenie sa zvyčajne používa na výrobu konečnej vrstvy, použitie tavív alebo ochrannej atmosféry.
- Pri elektroinštalácii v dome sa vo výnimočných prípadoch používa elektrické zváranie, zvyčajne sa používa plynové zariadenie.
Každá metóda má svoje klady a zápory. Veľa závisí od materiálu, ktorý sa má zvárať, prístupu k potrubiu v namontovaných oblastiach.
Nuance zvárania v byte
Pri vykonávaní prác v novej budove, keď dom ešte nie je obývaný a je pripojený k centralizovaným sieťam dodávky plynu, neexistujú žiadne väčšie prekážky v práci, hlavnou vecou je, že všetko sa robí v súlade s projektovou dokumentáciou. Nie je potrebné upovedomovať susedov a požiadať správcovskú spoločnosť o odpojenie plynu. Ďalšia vec je v byte, kde už je nábytok a susedia bývajú za stenou. Prvá vec, ktorú musíte venovať pozornosť, je, že všetky povolenia sú správne vyhotovené. Bolo vydané povolenie plynárenského úradu na inštaláciu plynového zariadenia, bolo vydané technické zadanie pre projekt plynofikácie a samotný projekt bol dokončený.
Pred začatím práce je potrebné upozorniť všetkých susedov na prerušenie dodávky plynu a uzavrieť centrálny ventil. V takom prípade ho nielen zatvorte, ale vybavte ho aj znakom zastavenia dodávky plynu.
Po uzavretí plynu je potrebné uvoľniť zvyšný plyn v potrubiach a vyvetrať miestnosť, čo vyžadujú bezpečnostné predpisy. A až potom pokračujte priamo k dielu.
Pri organizácii pracoviska je potrebné dbať na to, aby bol maximalizovaný prístup na miesto zváracích a inštalačných prác. Vzhľadom na to, že pomocou elektrického zvárania nie je možné ohriať a ohýbať rúry, sa pre pohodlie berú hotové rohové prvky. Smer predĺženia potrubia je z hlavného potrubia. Najskôr sa vytvorí prepojenie, potom sa nainštaluje merač a potom sa vytvorí distribučná sieť.
Po dokončení všetkých prác sa vykoná skúšobná prevádzka na plyn. A pomocou mydlového roztoku sa určia miesta úniku plynu. Ak sa zistia netesnosti, tieto miesta sa opäť varia. Kontrola a eliminácia netesností sa vykonáva, až kým nie je plynovod pevne utiahnutý.
MIG / MAG zváranie
Technológia Metal Inert / Active Gas vytvára ochrannú atmosféru nad pracovným priestorom. Zváranie plynových potrubí metódou MIG / MAG sa používa na valcovanie výrobkov z uhlíkových ocelí, spočíva v privádzaní plniaceho drôtu a roztavení jeho účinku elektrického oblúka. Ochranná atmosféra bráni oxidácii taveniny. V invertorových poloautomatických zariadeniach plní plniaci drôt ako vodivá elektróda.Prívod plynu je regulovaný redukčným ventilom alebo prietokomerom. Metódy zvárania:
- manuálne - zvárač dodáva aditívum do zvarového kúpeľa sám (najjednoduchšia a najlacnejšia možnosť vykonávania zváracích prác);
- v poloautomatickom režime sa prísada dodáva cez pištoľ s premenlivou rýchlosťou (práca s invertorovým zariadením vyžaduje určité zručnosti, schopnosť ovládať šev);
- pri použití automatických strojov je rýchlosť podávania plniaceho drôtu pevná (používa sa drahé zariadenie).