Изборът на метод за запояване на HDPE тръби

Методи за запояване на HDPE
Има няколко основни метода за запояване на HDPE тръби. Различните методи са за предпочитане при различни условия на труд. Всички те имат плюсове и минуси, което често усложнява избора. Информацията за конкретни условия обаче ще ви помогне да определите вида запояване.
В много случаи е много важно да се поддържа гъвкавостта на целия участък при инсталиране на тръбопровода. Всички твърди, не огъващи се елементи могат да усложнят работата. В този случай челното заваряване е най-добрият избор. Той е доста лесен за изпълнение и не изисква скъпи компоненти.
Извършването на работа на труднодостъпни места изисква запояване на съединителя. Това ще помогне за свързването на участъците на тръбопровода, дори ако те са абсолютно неподвижни един спрямо друг.
Методът за електрофузия ще дойде на помощ, когато се планира връзка в много ограничено пространство. Също така този метод се счита за един от най-бързите, което може да бъде основен фактор при избора.
Важно! Ако частите трябва да бъдат свързани по време на каквато и да е работа и не се предполага постоянна връзка, тогава е по-логично да се използва не запояване, а конвенционална разглобяема връзка.







заключения
Появането на пластмасови тръби е много различно от металните, но със сериозен подход не е трудно да го направите правилно със собствените си ръце.
Дори не ви е необходим голям набор от специфично оборудване, най-необходимите неща могат просто да бъдат взети назаем.
Цената на тръбите, която е 32, която е с диаметър 100 мм, е толкова незначителна, че няма да е никак скъпо да се направи малък запас и да се тренира добре. И когато ръцете ви са пълни, сриването в съществуваща система или сглобяването на нова няма да е проблем.
strojvannu.ru
Челно заваряване на полиетиленови тръби

Челно заваряване
Най-често срещаният начин за присъединяване на HDPE е челното заваряване. Наистина е много икономичен и лесен за използване. Освен това осигурява достатъчен ресурс за връзка. Методът изисква специализирано заваръчно оборудване. Методът е подходящ за тези места, където тръбите се движат достатъчно свободно и където е желателно да се остави тази гъвкавост.
Методът може да се използва за открито полагане на тръби, както и в траншеи.
Процедура на челно заваряване:
- Двете парчета се побират в държач за заварчик, който насочва заготовките един срещу друг без изместване.
- Освен това модулите са фиксирани в държача със скоби.
- Използвайки алкохолен разтвор, краищата трябва да бъдат почистени от различни замърсители. Препоръчително е да използвате материали, които не оставят мъх зад себе си.
- Ръбовете също се обработват механично чрез подрязване. Те получават подходящата форма. Обработката се извършва до момента, докато чиповете се появят с дебелина под 0,5 mm.
- След това капитанът трябва ръчно да провери краищата за паралелизъм. Ако се появят пропуски, процедурата за подрязване се повтаря.
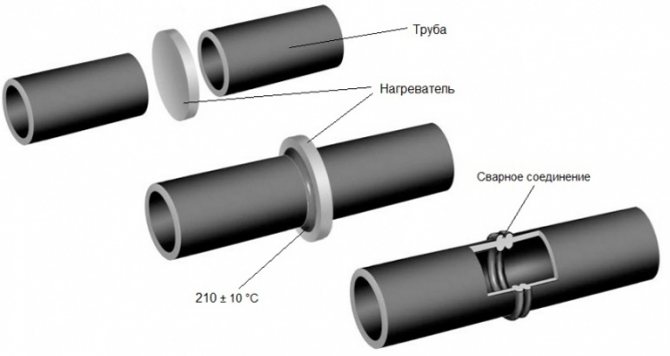
- Нагревателният елемент едновременно затопля краищата на продуктите, които се съединяват.
- Веднага след като краищата се разтопят малко, отоплението спира и самите продукти са плътно свързани помежду си. Частите се притискат, докато връзката има достатъчна якост. В повечето случаи са достатъчни 5-10 минути.
- След извършване на работата е необходимо внимателно да инспектирате заварения шев и също така да се уверите, че връзката е здрава.

Крайна обработка
Крайното качество на запояването зависи много от качеството на предварителната работа.Добре шлифованите и подготвени ръбове са много по-добре заварени заедно. По този начин може да се постигне много добър резултат.
Важно! Челното заваряване трябва да се извършва с помощта на един шев. В противен случай силата и издръжливостта на връзката ще бъдат минимални.








Заваряване с гнездо на HDPE тръби

Заваряване на гнезда
Заваряването с гнездо има различна процедура и различен набор от материали. За да извършите работата, определено ще ви е необходим поялник за HDPE тръби, както и комплект дюзи. Често в такива фуги се използва допълнително оборудване, като ъгли и ексцентрици. Свързването на краищата на продуктите се извършва, след като фитингите са прикрепени към тях.
В работата се използва поялник за полипропиленови тръби, който съдържа няколко метални части. Тези части загряват пластмасовите инертни материали. Един от тях е дорник - специален елемент, който се вкарва във вътрешността на фитинга. Другата, втулката, служи за отопление на самата площадка.
Заваръчното съединение изисква специална подготовка. Трябва да предприемете редица действия, за да подобрите качеството на връзката:
- Детайлите трябва да бъдат подрязани и подравнени точно един срещу друг.
- Краищата трябва да бъдат почистени от мръсотия и пластмасови остатъци.
- Тези тръби, които в момента не се използват, трябва да бъдат запушени, за да се избегнат запушвания.
- Необходимо е да се провери запояващото устройство за замърсявания или пластмасови остатъци от минала работа. Почистете, ако е необходимо.
След като извършите цялата подготвителна работа, можете спокойно да започнете изпълнението на този метод на заваряване. Ред за изпълнение:
- Частите, които трябва да се съединят, се загряват с поялник до определена температура. Обикновено самото устройство следи тази температура, което в точното време ще даде сигнал за спиране на нагряването.
- Тръбата се вкарва принудително в втулката и фитинга се натиска върху дорника. За извършването на тези операции често се изискват доста усилия. Необходимо е да поставите частите докрай.
- Излишната пластмаса ще бъде изцедена и ще създаде мънисто с форма на пръстен.
- След това двете части трябва да бъдат отстранени от инструмента и плътно свързани помежду си.
- След пълно охлаждане можете да продължите да работите по свързването на тръбопровода.
Важно! По време на охлаждането е необходимо да се осигури пълна почивка на връзката. Всяко въздействие на този етап може да компрометира херметичността на връзката.
Времето за запояване може да се намери в стандартите, в които това време е посочено в зависимост от диаметъра на частите.
Връзка за монтаж
Трябва също така да се помни, че е необходимо да се прилага сила при свързване на тръбата и монтиране само докато частите се отпуснат. Ако продължите да влияете, можете да нарушите целостта на връзката, което ще доведе до негативни последици в бъдеще.
Монтаж чрез заваряване
Полагането на комуникации по този начин се извършва в следната последователност:
- След като парче тръба с необходимия размер се изрязва с помощта на специални ножици, фаската се отстранява от ръба й под ъгъл от 45 градуса. Прочетете как да отрежете тръба на 45 градуса, за да стане перфектна.
- Подготвеното парче от продукта се монтира върху дюзата за поялник, същото се прави и със свързващия фитинг, който се поставя върху втората дюза.
- След това частите се загряват до предварително определена температура, обикновено около 270 градуса, след което бързо се изваждат от дюзите и се свързват.
- След това мястото за скачване трябва да се охлади за няколко минути. Принудително тази процедура не трябва да се прави, тъй като това ще повлияе най-негативно на качеството на шева.
- Според проектната документация е необходимо да се полагат комуникации, като същевременно се свързват в определена последователност всички PE тръби с фитинги и отоплителни радиатори. Запояването е завършено на изхода на отоплителния котел.
- След като системата се напълни с вода, отоплителното тяло се включва. Всички стави се проверяват внимателно за течове. Ако всичко е наред, налягането се настройва върху котела и въздухът се освобождава от радиаторите.
Електрофузионно заваряване

Електрофузионно заваряване
Специален вид заваряване на гнезда, който се състои в използването на специално оборудване. Тази връзка помага да се постигне висока якост и издръжливост на завършената конструкция. Методът се реализира с помощта на електрически съединители, които вече имат нагревателни елементи вътре.
Могат да се използват фитинги с вътрешни нагревателни елементи. Спиралите загряват материала, правейки го податлив. След това двете части се обединяват и се осигурява надеждна монолитна връзка.
Инструментите за този вид заваряване са много по-скъпи, но са много по-добри функционално. Използването на електрофузионни втулки гарантира, че няма вътрешни пръстени във вътрешната част и осигурява добро преминаване на водата. Друго предимство е, че този метод не изисква пряко използване на заваръчно оборудване. Това помага за извършване на работа в тесни условия.
Процедура на електрофузионно заваряване:
- Частите, които трябва да се съединят, се изрязват на правилните места.
- Краищата на продуктите, както и електрическият съединител, се почистват от замърсяване.
- Подходящи маркировки са оставени на повърхността, за да помогнат за определяне на дълбочината на вкарване на съединителя.
- С помощта на проводници електромагнитът е свързан към заваръчното оборудване.
- На устройството капитанът натиска бутона, за да започне заваряването, което ще започне да загрява елементите.
- Веднага след като процесът приключи. Устройството ще изключи само отоплението.
- След около час връзката напълно се охлажда и може да бъде пусната в експлоатация.

Крайни капачки
Най-добре е да покриете краищата на неизползваните тръби, преди да започнете заваряването със специални тапи, за да избегнете охлаждане.
По време на заваряването е важно частите да се поддържат в твърдо положение. Това може да се направи с помощта на специални държачи или стойки. Крайната заварка не трябва да бъде по-дебела от 0,5 дебелина на стената.
Монтаж на гнездо
Трябва да се отбележи, че в местните документи няма да намерите никакви стандарти за провеждане на запояване на гнезда. Той е описан само в европейските стандарти DVS 2207-15. Инструкция стъпка по стъпка, как да заваряваме HDPE тръби с муфи:
- Преди да започнете работа, ще трябва да подготвите комуникацията. За това външната повърхност се почиства от различни замърсители: прах, мазнини. Това може да се направи с влажна кърпа и алкохолен разтвор или специална смес. Продава се във водопроводни магазини;
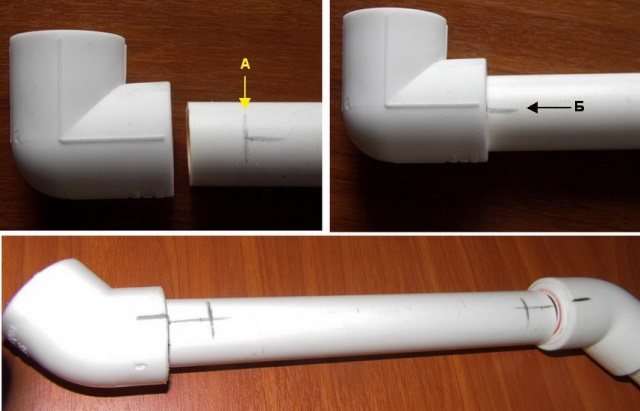
- След като фугата се подреди. Плътността на закрепването зависи от гладкостта на среза. Трябва да вървите по края на тръбата с шкурка или да я почистите с намачкан вестник. След свързването на тръбата, HDPE се подрязва, за да образува фаска от 1 mm при 45 градуса, това е много важно за плътно закрепване; Снимка - докинг
- След това трябва да инсталирате завоите в съединителя. Той е разделен на две половини: първата се поставя върху тръбата (това е дорникът), а втората секция се вкарва във втората (това е втулката). Трябва да се отбележи, че поставянето на втулката трябва да започне едва след нагряване на инструмента; Снимка - връзка
- Предварително загрятата дюза се вмъква в комуникацията възможно най-бързо, след което втората клонка се вкарва в нея;
- Трябва да премествате сегментите много внимателно, но бързо, в противен случай можете да прегреете полиетилена. Ако всичко е направено правилно, тогава течната пластмаса ще започне да излиза изпод съединителя.
След приключване на нагряването и заваряването трябва да махнете втулката и да фиксирате тръбите върху твърда повърхност.
С фланците се работи още по-лесно.Те са резбови връзки за монтаж. Съответно, в единия край на комуникацията се изрязва резба, в която се завива елементът, и върху него вече е поставена тръба. Фугата се загрява със сешоар или съединител.
Снимка - PND фланец
Необходимо оборудване и инструменти

Инструменти
Появането на тръби от HDPE е невъзможно без използването на редица специални устройства. Най-важното в случая е заваръчната машина. Това е специално устройство, което съдържа нагревателен елемент. Държачите за различни приставки се отклоняват от този елемент. Именно тези дюзи се използват за топене на материала.
Челното заваряване на полиетиленови тръби също изисква специални компоненти за измерване и центриране. Те са необходими за ясно фиксиране на продуктите един срещу друг.
Обикновено уредите за готвене не се използват у дома. Те се използват в промишлеността, както и от професионални водопроводчици. Това се дължи на повишената сложност на такава работа и риска от течове. Но понякога подобна работа може да се извърши на ръка. В крайна сметка, ако се придържате към прости правила, тогава всички рискове ще бъдат сведени до минимум.
Заедно с поялник, за работа може да са ви необходими:
- рулетка;
- професионален фреза за тръби;
- средства за обезмасляване и почистване на повърхности;
- маркер за поставяне на марки.
Ножиците или фрезата често се доставят с поялник, така че вероятно няма да се налага да го купувате отделно.
За заваряване на гнезда ще ви е необходим и отделен комплект фитинги с различни размери. Това могат да бъдат прави или ъглови съединители, кранове, разпределители или тройници.
Понякога се използват и други инструменти за спояване на тръби, за да помогнат на майстора да свърши работата възможно най-ефективно.
Предназначение

Тръбопровод
Направи си сам монтаж на полиетиленови тръби е по силите на всеки неспециалист. Основното нещо е да се придържате към инструкциите на производителите. Когато купувате която и да е тръба, погледнете външния й вид: тя трябва да бъде чиста и равномерно оцветена, без да уврежда материала. Не се допускат механични деформации или драскотини.
Използват се полиетиленови тръби:
- при инсталиране на системата за захранване със студена вода;
- канализационно строителство;
- в дренаж и улук.
Не използвайте полиетиленови тръби за подаване на топла вода или в отоплителната система - те не понасят температури над + 40 ° C. Освен това е невъзможно да се сглобяват и експлоатират такива тръби в помещения, където температурата е под + 5 ° C. В студа полиетиленът губи своята пластичност и гъвкавост, така че плътността може да бъде нарушена.
Как се запояват полипропиленови тръби на труднодостъпни места

Трудно достъпни места
Трудно достъпните места за заваряване обикновено включват таванни пространства, точки в ъглите и ограничени пространства, където не могат да се инсталират самостоятелни машини за запояване.
Проблемът може да бъде решен с помощта на кука, която може да издържи теглото на машината за запояване. Върху него е окачен инструмент и работата се извършва в това положение. Също така, в ограничени условия, електрофузионните фуги се използват широко. Те не изискват инсталиране на заваръчна машина в непосредствена близост до заваряваните части. Използват се само фитинги за запояване на тръби от HDPE, които са свързани към устройството с помощта на проводници.
Ако тръбите, които трябва да бъдат заварени, са много близо една до друга, тогава се използва методът на променливо нагряване на краищата. Първо единият край се загрява до по-висока температура от необходимата. След това втората част се загрява, възможно най-бързо.
Важно! Понякога е необходимо да се запоят две тръби, без да се променя дължината им. Тогава ще ви помогнат въртящите се фитинги, които ще помогнат за запояване на тръби в различни равнини и след това да ги свържете.
Появането в ъглите се извършва с повишено внимание към всички измервания. Тук е много важно да поддържате прав ъгъл, така че да не се нарушава потока на течността. Използват се съединители с ъгъл на завъртане 90 градуса. По принцип методите на заваряване са идентични с конвенционалните прави секции. Препоръчително е да закупите муфи и тръби от същия производител. Това прави възможно постигането на по-добро съвпадение на материалите за запояване.




Характеристики на монтажа на тръби от омрежен полиетилен

Монтаж на XLPE тръби
Продукти, направени от така наречения омрежен полиетилен, могат да се използват в тръбопроводи за топла вода или отоплителни системи. Това е полимер с висока плътност, изложен на електронно облъчване. Под тяхно влияние молекулните вериги създават единна триизмерна структура.
За разлика от конвенционалния полиетилен, този материал е силно устойчив на екстремни температури и налягания. При липса на механично напрежение той може да работи в диапазона от -120 до + 120 ° C.
Тръбите се инсталират по два начина:
- компресионни фитинги;
- с помощта на пресови фитинги за пластмасови тръби.
В първия случай не се изискват специални инструменти, когато сглобявате със собствените си ръце. Всичко, от което се нуждаете, са пластмасови резачки и два ключове.
Процедура:
- Към единия край на тръбата с резба към свободния край се навива гайка.
- След това се поставя разделящият пръстен и тръбата се натиска докрай върху фитинга.
- Кримпващата гайка се затяга с гаечен ключ.
Пресовите фитинги или пресовите фитинги са еднокомпонентни и изискват пресови инструменти.
При сглобяване:
- На тръбата се поставя затягаща втулка.
- Поставете разширител със съответния диаметър в тръбата до края.
- Дръжките на разширителя се свалят плавно и се фиксират за няколко секунди.
- Монтажът се задвижва чак до спирката.
- Втулката се притиска с ръчна или хидравлична преса.
Често участвате в монтажа на полиетиленови тръби и знаете всички тънкости на тяхното свързване. Споделете знанията си с нашите читатели, като оставите коментари към статията.