Jenis injap kawalan

Oleh kerana ciri reka bentuknya, injap kawalan sangat serupa dengan injap tutup. Oleh itu, unsur-unsur ini sering mempunyai nama jenama yang sama. Peranti pengatur dibahagikan kepada 2 jenis:
- mengurangkan, yang berfungsi untuk mengurangkan tekanan medium kerja;
- mematikan dan mengatur.
Sekarang mengenai jenis injap kawalan. Jenis yang paling biasa dianggap injap kawalan, yang juga dibahagikan kepada beberapa subspesies:
- pusat pemeriksaan;
- sudut;
- mencampurkan, dengan reka bentuk tiga hala.
Jenis peranti kawalan yang lain termasuk injap tutup dan kawalan, pengatur tekanan bertindak langsung, dan pengatur aras.
Semua peranti ini dijelaskan dengan lebih terperinci di bawah.
Injap longkang dan keselamatan.
Peranti injap keselamatan dan longkang untuk mengurangkan tekanan secara automatik pada bejana tertutup apabila mencapai had berbahaya. Injap ini digunakan dalam berbagai jenis alat teknikal dari pembuat kopi, periuk tekanan dan sistem pemanasan dandang hingga loji kuasa, di mana tekanannya mencapai 30 MPa, dan sistem hidraulik kuasa, di mana tekanannya dapat mencapai 70 MPa. Terdapat perbezaan tertentu antara injap keselamatan dan longkang. Injap keselamatan adalah injap saliran jenis spring khas yang direka untuk dibuka seketika untuk melepaskan sejumlah besar wap atau gas sekaligus dan kemudian ditutup semula secara tiba-tiba. Injap longkang digunakan untuk berkomunikasi dengan atmosfer dalam sistem cecair, dan injap pelepasan dalam sistem gas dan wap tekanan tinggi.
Injap pembuangan terbuka sedikit apabila tekanan di dalam kapal mencapai nilai set (rendah), dan perlahan-lahan meningkatkan pelepasan bendalir ketika tekanan meningkat. Injap longkang biasanya digunakan jika tidak diinginkan atau tidak diperlukan untuk melepaskan sejumlah besar cecair yang berfungsi.
Ciri-ciri operasi injap kawalan

Injap kawalan, seperti yang disebutkan sebelumnya, adalah antara jenis peranti pemadam yang paling biasa. Fungsi utama mereka adalah untuk mengubah tekanan medium yang melewati sistem saluran paip tertentu. Skop peranti ini:
- sistem paip;
- sistem bekalan gas;
- lebuh raya yang direka untuk menggerakkan produk petroleum dan bahan gas.
Bahan yang digunakan untuk pembuatan kelengkapan ini dapat bervariasi: tembaga, besi tuang, keluli, aloi tinggi. Pemilihan versi tertentu bergantung pada sistem perpaipan dan persekitaran di dalamnya.
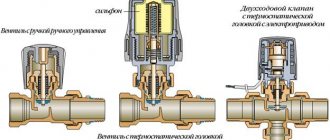
Semua injap kawalan dibahagikan kepada 2 jenis bergantung pada ciri-ciri kerjanya:
- dengan pemacu manual, di mana kawalan dilakukan menggunakan roda tangan terbina dalam, yang, jika perlu, mesti diputar dengan tangan anda sendiri. Untuk paip dengan parameter besar, pilihan ini praktikal tidak digunakan, kerana menghidupkan alat pengatur memerlukan usaha yang besar;
- dengan kawalan automatik, di mana kerja dijalankan kerana pemacu hidraulik, pneumatik atau elektrik terbina dalam. Untuk memastikan pengoperasian rana tepat pada masanya, alat pengatur termasuk sensor yang mengukur tekanan yang ada dalam sistem.
Terdapat juga klasifikasi injap kawalan bergantung pada bentuknya:
- pusat pemeriksaan dipasang pada saluran paip lurus dan tidak mempengaruhi arah medium dengan cara apa pun;
- sudut mengubah arah medium, dan oleh itu saluran paip itu sendiri dengan 90˚;
- paip pencampuran termasuk dalam reka bentuknya 3 paip cawangan, yang merupakan dua media kerja dalam aliran bersama.




Ciri-ciri dan manfaat
- Kesederhanaan reka bentuk.
- Kerugian tekanan yang sangat rendah pada kadar aliran tinggi.
- Ketepatan peraturan pada kadar aliran rendah untuk semua diameter.
- Sesuai untuk semua cecair semula jadi, air laut, sisa industri.
- Pelbagai jenis bahan, lapisan dan jenis diafragma.
- Semua model injap dapat digunakan untuk berbagai fungsi kontrol ketika menggunakan Dorot Pilot Regulators.
- kepekaan rendah terhadap kecacatan di kawasan meterai (diafragma fleksibel dan mengimbangi kecacatan ini).
- Diafragma tidak diarahkan dan oleh itu tidak boleh terbuka atau macet dalam kedudukan apa pun.
- Penapis bersepadu dengan pembilasan automatik di saluran kawalan menghilangkan keperluan penapis luaran.
- Ukuran injap dari 20 hingga 700 mm, tekanan kerja dari 0,2 hingga 25 AT.
- Semua model disahkan GOST-R.
Prinsip operasi injap tutup dan kawalan

Tujuan utama injap kawalan berhenti adalah untuk mengawal medium kerja di saluran paip dan mengubah kadar alirannya. Injap kawalan ini dapat digunakan dalam sistem berikut:
- rangkaian pemanasan dan bekalan air panas;
- titik pemanasan pusat dan individu;
- sistem pengudaraan.
Untuk setiap syarat, terdapat jenis prestasi dan bahan yang digunakan.
Injap globe adalah alat kawalan sejagat. Ini disebabkan oleh fakta bahawa mereka tidak hanya mengendalikan laju aliran media yang digunakan dalam saluran pipa, tetapi juga melakukan fungsi mematikan yang dapat mematikan aliran sepenuhnya.
Mari kita pertimbangkan prinsip operasi injap tutup dan kawalan: di dalam badan, elemen pemutus bergerak kerana putaran batang, yang digerakkan dengan tangannya sendiri atau dengan bantuan pemacu yang disediakan . Ciri alat pengatur ini adalah adanya segel, yang mana, apabila batangnya diturunkan, sistemnya ditutup sepenuhnya.
Injap tutup dan kawalan mempunyai beberapa kelebihan, yang paling penting adalah kemudahan penggunaan dan penyelenggaraan, kebolehpercayaan dalam operasi. Pemasangan alat kawalan boleh dilakukan bukan hanya pada saluran paip standard, tetapi juga di lebuh raya dengan sudut dan selekoh yang tidak standard. Di samping itu, mereka sering digunakan untuk bekerja di persekitaran yang agresif.
Reka bentuk injap dan prinsip operasi
Prinsip operasi injap tutup adalah secara harfiah "memotong" bahagian selanjutnya dari isi paip dalam keadaan kecemasan. Unit ini dirancang sedemikian rupa sehingga dapat dipicu seketika ketika terkena personel operasi atau dalam mod automatik.
Contoh terbaik dari reka bentuk injap pengasingan ini adalah injap pengasingan sekali pakai. Peranti unit sedemikian memperuntukkan kehadiran empat komponen utama:
- bahagian atas injap, dilengkapi dengan "tempat duduk" khas untuk pemasangan peranti pemadam;
- sistem pendekatan di bahagian lateral unit untuk aliran bendalir yang cepat;
- bahagian injap tengah;
- elemen asas dengan pad pelembap kelembapan untuk mengelakkan kebocoran dan pemeluwapan.
Reka bentuk yang sederhana dan pada masa yang sama boleh dipercayai membolehkan anda mematikan aliran kandungan paip dengan berkesan. Kawasan keutamaan penggunaan injap tutup adalah sistem penapisan dan pemurnian air. Kecemasan yang kerap berlaku di litar ini telah menjadi dorongan utama untuk pengembangan injap jenis ini.
Pengatur tekanan bertindak langsung

Pengatur tekanan bertindak langsung diperlukan untuk mengekalkan tekanan pembezaan yang diperlukan secara automatik di salah satu bahagian sistem.
Injap kawalan ini terbahagi kepada 2 jenis:
- kepada diri sendiri;
- selepas diri saya.
Pengatur tekanan terdiri daripada badan, injap dua tempat duduk, penutup yang lengkap dengan kotak pemadat, mekanisme beban dan penggerak jenis diafragma.
Ciri reka bentuk injap kawalan tersebut ialah kehadiran dua injap sekaligus pada satu batang. Ciri ini diperlukan untuk mengimbangi penunjuk tekanan medium kerja pada injap, dan, dengan demikian, pada batang.
Kedua-dua jenis pengatur ini berbeza antara satu sama lain hanya di lokasi injap berbanding tempat duduk. Injap kawalan "setelah mereka sendiri" di bawah pengaruh tekanan dari mekanisme beban, berkat injap, membentuk lorong di tempat duduk. Intipati pengoperasian alat pengatur ini cukup mudah: ketika media kerja memasukinya, kawasan aliran berada dalam keadaan terbuka, sehingga melewatinya ke saluran paip. Di sana, peningkatan penunjuk tekanan berlaku, yang bergerak di sepanjang tabung impuls ke membran dan membuat beban untuk batang ke arah yang bertentangan dari pengaruh beban yang ditempatkan pada tuas. Setelah mencapai daya yang lebih besar daripada kekuatan beban, pergerakan batang akan diarahkan ke bawah dan injap akan menutup lubang di badan.
Semasa mengatur injap kawalan sedemikian kepada penunjuk tekanan tertentu, perlu memilih ukuran beban dan lokasinya pada tuas.
Perbezaan antara prinsip operasi injap kawalan "untuk diri mereka sendiri" dari jenis sebelumnya dalam injap tertutup di bawah pengaruh beban yang ada. Apabila tekanan dalam sistem meningkat, maka ketika disalurkan melalui tabung impuls ke diafragma, dan dengan demikian daya dibuat pada batang ke arah yang bertentangan dengan tindakan beban. Ini membawa kepada pembukaan injap, yang seterusnya membawa kepada penarikan medium kerja di belakangnya. Ini bermaksud bahawa tekanan dalam sistem mula berkurang.
Pembaikan injap kawalan dan pemadaman
Pembaikan injap kawalan dan pemadaman dilakukan hanya setelah ia dikeluarkan dari saluran paip proses. Pembaikan injap kecil di lokasi dibenarkan, seperti:
- Pembungkusan kelenjar;
- Melepaskan penutup injap untuk memeriksa elemen dalaman pengatur.
Pendaftaran pesanan - izin untuk pembaikan, kerja berbahaya gas, penutupan injap kawalan dengan injap tutup, pelepasan tekanan sisa pada bahagian saluran paip yang terputus, serta persiapan (pembilasan, pengukus) injap untuk pembaikan dijalankan oleh kakitangan teknologi. Pembongkaran dan pemasangan injap untuk pembaikan dilakukan oleh servis ketua mekanik.
Jangan melonggarkan atau mengetatkan mur pembungkus kelenjar pada injap kawalan yang tidak ditutup.

Menjalankan operasi pemuatan dan pemunggahan sesuai dengan persyaratan peraturan keselamatan industri dan perlindungan buruh.
Operasi pemuatan dan pemunggahan harus dilakukan di bawah bimbingan mandor atau pekerja berpengalaman yang dilantik khas.
Sebelum memulakan kerja, anda mesti:
- memakai pakaian, kasut khas dan PPE lain;
- memeriksa tempat kerja, pencahayaan, dan lain-lain;
- laporkan bahaya yang diperhatikan kepada mandor atau orang yang bertanggungjawab.
Tidak boleh ada orang yang mempunyai larangan pergerakan objek berat di tempat kerja. Berat maksimum beban yang dibenarkan semasa bergantian mengangkat dan bergerak dengan kerja lain tidak boleh melebihi:
- untuk wanita -10 kg;
- untuk lelaki - 50 kg.
Semasa memindahkan berat lebih dari 50 kg, kerja mesti dilakukan secara mekanikal (winch, telpher, beam crane, loader, manipulator crane, hoist (tower)).Untuk melakukan operasi slinging (mengikat, mengait, mengamankan, menggantung pada cangkuk mesin, menetapkan pada kedudukan reka bentuk dan mencabut) kargo semasa pengeluaran kerja dengan mesin angkat, pekerja mahir terlatih dibenarkan - slingers yang mempunyai sijil untuk hak untuk melaksanakan kerja-kerja ini.
Kerosakan penggerak pneumatik dengan penggerak diafragma spring.
1. Dengan perubahan halus tekanan udara termampat di rongga membran penggerak, batang dan rana badan tunggal yang mengatur tempat duduk tunggal atau dua bergerak bergerak dalam keadaan tersentak.
| Sebab yang mungkin | Kaedah penyelesaian masalah |
| Penurunan batang pada kotak pemadat badan pengatur kerana kekurangan pelinciran atau pengetatan tinggi pada kotak pemadat | Sapukan pelincir ke alat kotak pemadat menggunakan pelincir, dan jika ini tidak membawa hasil yang diinginkan, kemudian longgarkan kacang kotak pemadat dengan hati-hati, pastikan bahawa tidak ada bahan bocor yang menembus kotak pemadat. |

2. Bahan yang mengalir (cecair, wap, gas) menembusi kotak pemadat.
| Sebab yang mungkin | Kaedah penyelesaian masalah |
| Pelinciran tidak mencukupi, pembungkusan longgar, kualiti pembungkusan yang buruk | Tambah minyak, ketatkan kacang kotak pemadat, ubah kacang kotak pemadat, ubah pembungkusan kotak pemadat |

3. Apabila tekanan udara termampat di rongga diafragma penggerak berubah dari nilai minimum ke nilai maksimum, batang dan rana badan pengatur tempat duduk tunggal atau dua tempat duduk tidak bergerak sepenuhnya dari satu kedudukan yang ekstrem ke yang lain.
| Sebab yang mungkin | Kaedah penyelesaian masalah |
| Mata air penggerak diafragma telah dimampatkan lebih daripada yang sepatutnya semasa penyetelan, dan oleh itu memerlukan peningkatan tekanan udara untuk mengatasi daya yang dikembangkan olehnya, dibandingkan dengan yang diperlukan dengan tegangan pegas standard. | Secara beransur-ansur melemahkan ketegangan pegas ke nilai yang memastikan pergerakan batang dan injap dari satu kedudukan yang melampau ke kedudukan yang lain apabila tekanan udara di rongga membran penggerak berubah dari minimum ke nilai dinormalisasi maksimum |
| Mata air penggerak diafragma tidak cukup dimampatkan semasa penyesuaian dan tidak dapat mengatasi daya geseran yang timbul di bahagian penggerak yang bergerak, serta jisim bahagian ini dan daya dari tekanan bahan yang mengalir pada injap (oleh itu , injap tidak naik sepenuhnya) | Secara beransur-ansur meningkatkan ketegangan pegas ke nilai yang membolehkan pengatup berpindah dari satu kedudukan yang ekstrim ke kedudukan yang lain apabila tekanan udara di rongga membran berubah dari minimum ke nilai dinormalisasi maksimum |
| Semasa pukulannya, rana terletak pada objek asing yang terperangkap dalam penggerak membran (kok, pasir, gasket logam, kacang, dll.) | Putuskan sambungan udara termampat dari ruang diafragma penggerak dengan mengalihkan aliran ke saluran pintas, dan ambil langkah untuk membersihkan badan penggerak diafragma dari benda asing. Pastikan permukaan injap dan tempat duduk tidak rosak |

4. Apabila udara termampat dibekalkan ke rongga diafragma penggerak, batang tidak bergerak.
| Sebab yang mungkin | Kaedah penyelesaian masalah |
| Kerosakan pada diafragma kerana melebihi tekanan udara termampat dari nilai had atau disebabkan oleh masuknya minyak, petrol atau produk petroleum lain pada diafragma (bersama-sama dengan udara atau sebaliknya), yang merosakkan bahan diafragma | Bongkar penggerak diafragma dan ganti diafragma yang rosak dengan yang boleh digunakan. Dalam kes ini, ketebalan dan bilangan lapisan getah kain harus dipilih sama dengan lapisan getah |
lima.Semasa mengatur kadar aliran bahan yang mengalir, penutup penggerak diafragma paling sering mengambil kedudukan yang hampir dengan salah satu yang melampau.
| Sebab yang mungkin | Kaedah penyelesaian masalah |
| Sekiranya, semasa operasi normal pengatur, injap hampir menutup bukaan tempat duduk atau, sebaliknya, membukanya hampir sepenuhnya dan pada masa yang sama tekanan di rongga membran mendekati had, ini menunjukkan bahawa diameter nominal diafragma penggerak sama ada besar atau kecil untuk saluran paip ini dan penggunaan di dalamnya | Sesuai dengan kadar aliran sebenar media yang mengalir melalui saluran paip, pilih ukuran nominal penggerak diafragma yang sesuai dan, jika ada penggerak diafragma dengan ukuran nominal ini, pasang. Sekiranya penggerak yang sesuai tidak tersedia dan mungkin untuk menggiling injap baru, maka hitung profil injap baru dan ganti injap lama dengan yang baru dalam penggerak diafragma. |
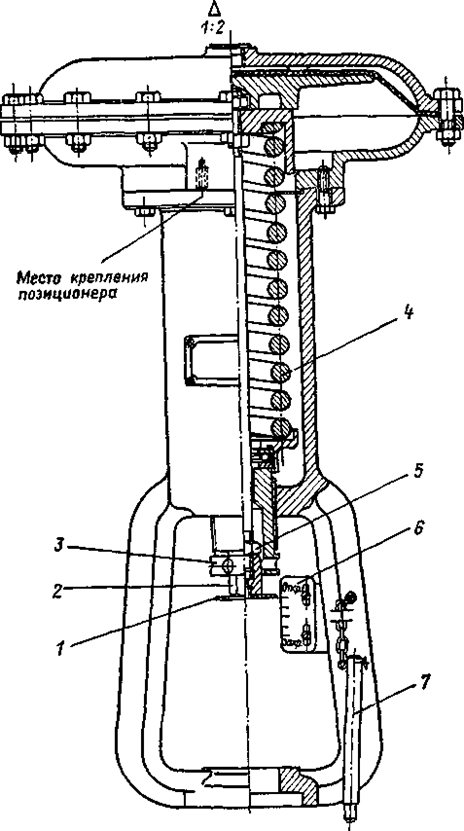
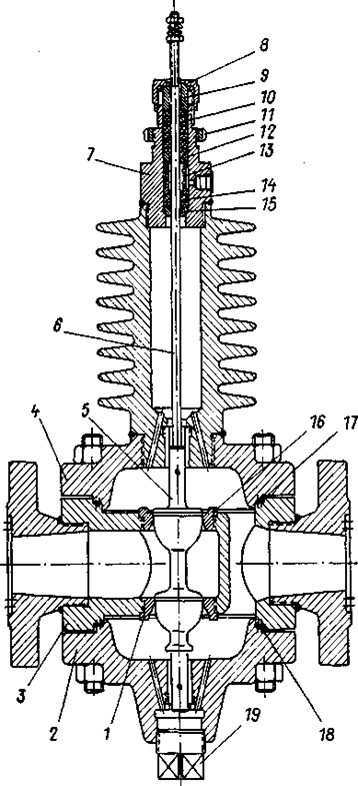
Penggerak
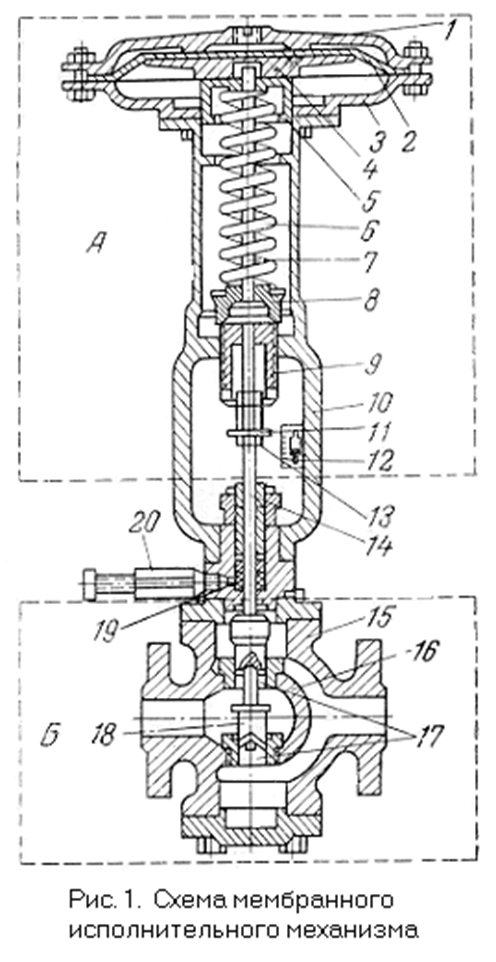
Penggerak A terdiri daripada:
1 - penutup atas, 2 - membran elastik yang diperbuat daripada kain getah padat, penutup 3 - bawah, 4 - cakera logam, 5 - cawan panduan, 6 - pegas, 7 - batang, 8 - sokongan, 9 - mur, 10 - pendakap, 11 - cakera, skala 12, 13 - kacang penyambung, 14 - batang,
Pengawalseliaan B merangkumi:
15 - badan, 16 - sesekat, 17 - dengan lubang silinder, 18 - injap, 19 - meterai minyak, 20 - pelincir
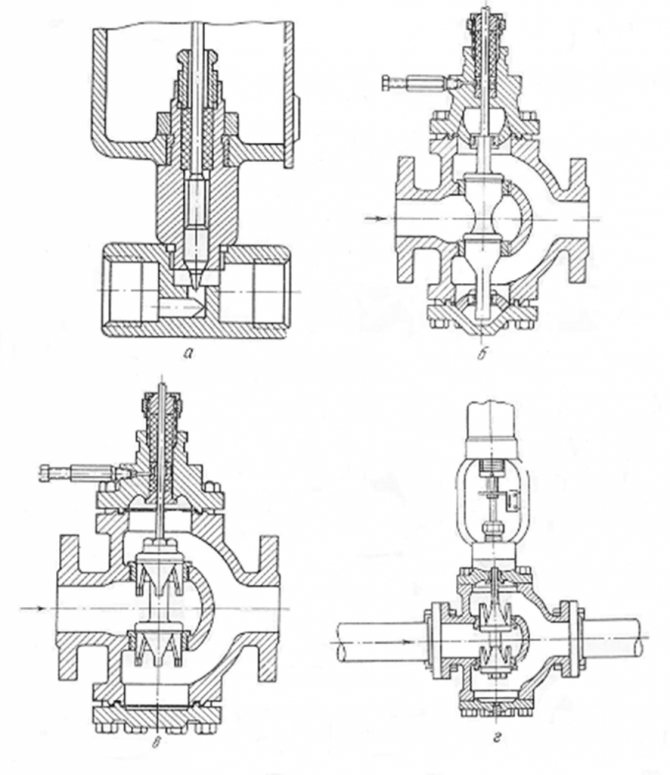
Biasanya, badan pengatur aktuator yang dipasang di saluran paip berdiameter besar duduk dua kali (lihat Rajah B, c, d) untuk mengurangkan daya pada injap dari medium pada penurunan tekanan yang besar. Badan pengatur tempat duduk tunggal digunakan untuk pemasangan di saluran paip berdiameter kecil dan dengan penurunan tekanan kecil di seluruh injap (lihat gambar. A)
Pembongkaran dan pemasangan injap kawalan.
Pembongkaran penggerak diafragma.
Pembongkaran penggerak terbuka biasanya dilakukan untuk mengenal pasti keadaan bahagian individu, pembersihan dan pembaikan seperti berikut.
Semua permukaan penggerak yang kelihatan (perumahan, penggerak diafragma, dll.) Diletupkan dengan udara termampat dari selang dan dibersihkan dari kotoran.
Dengan memutar mur pengunci 5 (Gbr. 1), kacang khas 2 dilepaskan, setelah itu, dengan memutar mur ini, batang pelocok diputuskan dari batang perantaraan. Sekiranya penggerak mempunyai posisi pneumatik, tuas dilepaskan untuk membolehkan penggerak diafragma berpisah dari badan pengatur. Buka penutup kacang khas 11 (Gamb. 2) dan asingkan penggerak diafragma dari badan badan pengatur.
Gambar 1.
Pembaikan penggerak membran.
Dalam kes ini, mekanisme besar diangkat dengan kerekan atau winch. Bebaskan batang injap dari kacang. Periksa secara manual kemudahan pergerakan penutup ke kedudukan yang melampau.
Pembongkaran penggerak injap kawalan.
Buka penutup mur dan bolt dengan hati-hati pada penutup atas 4 (Gambar 2) agar tidak membebani pengikat individu dan mengurangkan kebolehpercayaannya. Kerja ini dilakukan dalam dua langkah: pertama, dengan kaedah pintasan berlawanan secara diametrik, semua kacang dipusingkan dengan 1/8 giliran penuh, dan kemudian semua kacang dilepaskan mengikut urutan apa pun. Setelah mengurangkan tekanan minyak di kotak pemadat, keluarkan pelincir (oiler). Tandakan kedudukan penutup pada badan untuk memasangnya pada masa akan datang ke tempat asalnya. Dengan berhati-hati, agar tidak merosakkan batang dan penutupnya, pisahkan penutup atas 4 dari badan 3. Sekiranya penutupnya berat, kemudian angkat ia dilakukan dengan kerekan atau winch. Semasa mengangkat, ikuti pergerakan penutup menegak dengan ketat.
Gambar 2.
Tanggalkan penutup 5 dengan batang 6 dan bersihkan permukaannya dengan bersih dari kotoran dan sisa-sisa pembungkus kotak pemadat. Dalam hal ini, dilarang menggunakan alat logam tajam (pahat, pisau, awl, dll.) Untuk mengelakkan kerosakan pada permukaan yang hendak dibersihkan. Buka penutup kacang penyatuan 8 dan lepaskan pengikut pembungkus 9, cincin 15 dan 12, bushing 13 dan sisa-sisa kotak pemadat yang dibungkus 14 dan 10. Kotak pembungkusan, kotak pembungkus, cincin dan sesendal dibersihkan dengan teliti dari jejak pembungkus tanpa menggunakan tajam alat logam.
Tandakan kedudukan penutup bawah 2 berbanding badan. Buka penutup mur pada kancing atau baut dan asingkan penutup bawah 2 dari badan injap 3. Buka penutup palam 19. Siram dan bersihkan badan dan penutup. Setelah selesai membersihkan penutup bawah, pasangkan palam 19. Bilas dan bersihkan tempat duduk 1 dan 16 dari lapisan dan, jika perlu, ganti atau perbaiki, alihkannya dari badan.
Pada penggerak yang biasanya ditutup, pertama penutup bawah dikeluarkan, dan kemudian penutup dengan batang dikeluarkan melalui lubang yang terbentuk.
Semasa membongkar penggerak diafragma, yang secara struktural berbeza dari reka bentuk yang dijelaskan, perhatikan pengait penggerak diafragma ke penutup badan pengatur, penyambungan batang dengan sesendal berulir dengan skru pengunci dan pengancing batang ke injap dengan menggunakan kepala berpecah.
Memasang penggerak injap kawalan.
Penggerak yang biasanya terbuka dengan kedudukan pneumatik dipasang seperti berikut (sebutan ditunjukkan dalam Rajah 2).
1. Kerusi 1 dan 16 disisipkan ke badan 3 badan pengatur sehingga gagal. Dalam kes ini, penggunaan pahat, panduan, dan lain-lain tidak dibenarkan. alat dan tempat duduk pelana di soket pada plumbum merah atau grafit dengan minyak. Tempat duduk ditutup dengan kunci atau peranti khas. Tempat duduk mesti dilentikkan dengan kuat, iaitu mesti ada yang ketat dengan sedikit gangguan; goyangan tempat duduk semasa mengacau tidak dibenarkan. Apabila bore nominal badan pengatur adalah Dy = 20 mm, pelana disikat oleh dua pekerja menggunakan tuas dengan panjang 220 mm. Pada masa yang sama, mereka menghasilkan tork 151 Nm (1540 kgf / cm2) dengan daya pada tuas 700 N (70 kgf).
Dengan lubang nominal badan pengatur Dy = 50 mm, dua pekerja, menggunakan tuas sepanjang 1300 mm, ketika mengacaukan pelana, membuat tork 892 Nm (9100 kgf / cm2) dengan daya pada tuas 700 N (70 kgf). Dengan bore nominal Dy = 100 mm, mengacaukan pelana memerlukan tindakan empat pekerja menggunakan tuas dengan panjang 2500 mm dan menghasilkan tork 2432 Nm (35,000 kgf / cm2) dengan daya pada tuas sepana 1.4 kN (140 kgf).
Apabila mengikat dengan kemas, pelana boleh berubah bentuk. Ketiadaan ubah bentuk ditentukan dengan menggunakan plat kawalan. Pelana yang cacat diganti. Memasang gasket yang berbeza antara badan badan pengatur dan tempat duduk tidak memberikan hasil yang positif.
2. Gasket aluminium atau keluli 18 dengan ketebalan 2 mm dipasang di bawah penutup bawah 2, setelah itu penutup bawah diletakkan di tempatnya, sejajar tanda pada penutup dan badan yang sebelumnya digunakan semasa pembongkaran badan pengatur, dan penutupnya dipasang dengan mur pada kancing atau bolt. Gasket aluminium digunakan jika pengatur tidak mempunyai jaket ribbed, iaitu. akan berfungsi pada suhu medium kerja tidak lebih tinggi dari 200 ° C, dan gasket keluli dipasang jika badan pengatur mempunyai jaket ribbed, iaitu, ia dirancang untuk berfungsi pada suhu bahan yang mengalir di atas 200 ° C, contohnya, hingga 450 ° C.
Daripada gasket aluminium atau keluli, mungkin menggunakan gasket paronit atau klingerite dengan ketebalan 2 mm, tetapi ia kurang dipercayai daripada gasket aluminium atau keluli, kerana lebar kecil permukaan annular gasket.Tidak dibenarkan menggunakan gasket paronit atau klingerite dengan kesan keretakan, kedutan dan retakan. Rias rambut sedikit dibenarkan di permukaan dan tepi.
Apabila dibengkokkan 180 ° di sekitar batang dengan diameter 42 mm, gasket tidak boleh pecah, retak atau dileraikan. Mengetatkan mur pada kancing atau baut pertama kali dilakukan dengan sepana biasa tanpa tuas, dengan mengencangkan kancing atau baut pada kedudukan yang diameter. Setelah pengetatan pekik atau baut yang melingkar dengan sepana panjang normal, tuas digunakan, memerhatikan peraturan melintang memotong kacang. Apabila mengikat kacang dengan ketat, pukulan dengan palu pada kunci tidak dibenarkan. Dalam kes ini, sepana memanjang digunakan atau tiub diletakkan pada sepana pendek untuk memanjangkan pegangan. Mur pada kancing atau baut dengan diameter hingga 16 mm harus diketatkan oleh satu pekerja, menggunakan tuas dengan panjang 500 mm, pada kancing atau baut dengan diameter 17 hingga 25 mm - dua pekerja, menggunakan tuas dengan panjang 1000 mm, pada kancing atau bolt dari 26 hingga 48 mm - tiga pekerja menggunakan lengan panjang 1500 mm. Penutup dianggap terpaku setelah tiga kali mengetatkan mur pada semua kancing (bolt) dengan sepana dengan tuas.
3. Setelah memasang badan badan pengatur dengan penutup bawah pada naib, jika dimensi badan memungkinkan, atau dengan kedudukan bahagian-bahagian ini di lantai bilik, jika badan pengatur ukurannya besar, mengetuk permukaan tempat duduk pelocok dan tempat duduk seperti berikut. Bilas permukaan tempat duduk plag dan tempat duduk dengan petrol dan lap kering. Lapping dilakukan, misalnya, dengan campuran serbuk emery dan minyak mesin. Serbuk Emery diperoleh dengan memilih dengan magnet bahagian logam dari habuk yang tersisa ketika mengasah pemotong pada roda emery. Lapisan yang diaplikasikan pada permukaan yang ditutup mestilah seragam dan tidak terlalu tebal. Setelah enam-tujuh kali putaran pelocok dengan tangan ke arah busur ke kanan dan kiri dengan 1/4 bulatan, pelocok sedikit diangkat dan, setelah berpusing 180 ° searah jarum jam, diturunkan kembali ke tempat duduk dan pengisaran operasi diulang.
Meletakkan semula pelocok diulang lima kali, selepas itu permukaan yang dililit dibasuh dengan petrol dan dikeringkan sehingga kering. Pengisaran diulang menggunakan micropowders (dari M-28 hingga M-7), selepas itu penamat dilakukan dengan pasta GOI (State Optical Institute yang dinamakan S.I. Vavilov). GOI paste dihasilkan untuk penamat kasar - hitam, untuk medium - hijau tua dan nipis - hijau muda. Sebelum menggunakan pes, permukaan yang dibalut dibasahi dengan minyak tanah. Semasa penamat akhir, lapisan pasta yang dilekatkan pada permukaan tempat duduk dan injap mestilah minimum. Dengan putaran yang baik, permukaan harus sama persis "untuk bersinar", tanpa silau, garis, dll. Rana harus menempel pada tempat duduk di badan ketika mengangkat. Tujuan mengetuk adalah untuk memastikan pemasangan injap yang ketat dan serentak ke tempat duduk di badan. Seluruh proses putaran injap dan tempat duduk dilakukan, berusaha untuk tidak membuat tekanan injap tambahan pada tempat duduk, kecuali jisim injap itu sendiri.
4. Pasang batang 6 ke dalam injap 5 (Gambar 2) dan kunci dengan pin, setelah itu injap dengan batang dipasang di tempatnya, iaitu di tempat duduk. Kacang pengikat dikeluarkan dari batang (Gambar 3).
5. Pasang gasket aluminium atau keluli atas 17 dengan ketebalan 2 mm, kemudian letakkan penutup atas 4 dengan hati-hati di tempatnya, sejajarkan tanda pada penutup dan badan, dibuat lebih awal semasa membongkar pengatur, dan pasangkan penutup dengan mur pada kancing atau selak. Kacang diketatkan menggunakan kaedah yang ditunjukkan dalam perihalan pemasangan penutup bawah.
6. Pasang cincin kelenjar logam yang boleh diganti lebih rendah 15, kemudian cincin pembungkus kelenjar 14 dan lengan kotak pemadat ("tanglung") 13. Cincin kotak pemadat dimasukkan ke dalam sarung penutup 7 dengan sekeping tiub yang mempunyai diameter dalaman cukup untuk memasangkannya ke batang injap.Di atas gelang 15 yang boleh diganti lebih rendah, ketebalan pembungkusan kotak pemadat 14 harus sedemikian rupa sehingga lubang bawah lengan 13 terletak di seberang lubang untuk pelincir (minyak). Pasang pelincir dan isi dan pelindung 13 dengan gris.
Gambar 3.
Gris untuk injap keluli - gred ossogolin 300-AAA; untuk injap besi tuang - gris NK-50. Kemudian cincin logam 12 yang boleh diganti atas dipasang, beberapa cincin kotak pemadat yang dibungkus 10, ke pengikut pembungkus 9. Ketebalan pembungkusan di atas gelang 12 yang boleh diganti atas harus sedemikian rupa sehingga pengikut pembungkus 9, setelah pemasangannya, menonjol dari lengan 7 penutup atas sebanyak 80% dari ketinggiannya.
Ini membolehkan pengikut pembungkusan bergerak ke bawah ketika pembungkusan diketatkan. Untuk badan pengatur keluli, cincin pemadat yang terbuat dari asbes ditekan digunakan, dan untuk besi tuang, tali asbes diresapi dengan sebatian khas. Dalam kes terakhir, mereka mengambil tali asbes dan merebusnya dalam komposisi berikut: 18% grafit, 11% gam getah, 5% minyak 66% jeli petroleum. Untuk menyediakan gam getah, 200 g getah tidak tervulkan dilarutkan dengan pemanasan dalam 250 g minyak garis vasel. Komposisi disediakan seperti berikut: jeli petroleum dan minyak dicairkan dalam mandi air, setelah itu larutan dikeluarkan dari mandi dan gam getah dituangkan ke dalamnya dengan pengadukan yang kuat, dan kemudian grafit dituangkan dalam bahagian dengan pengadukan kuat hingga menebal, akibatnya penyelesaiannya dianggap siap.
Penyediaan cincin dari tali dilakukan dengan menggulung tali pada batang yang mempunyai diameter yang sama dengan batang, dan memotong tali pada sudut (pemotongan serong), seperti yang ditunjukkan pada Gambar. 4. Cincin yang siap ditekan masing-masing secara berasingan ke dalam alat, yang merupakan salinan kotak pemadat badan pengatur, dan kemudian disimpan di dalam kotak tertutup untuk mengelakkan pencemaran. Apabila diletakkan di kelenjar, sendi cincin dibuat dengan tumpang tindih, dengan potongan pada 45 °. Sendi cincin individu digerakkan satu sama lain sebanyak 90 ° sesuai dengan GOST 5152-84. Masukkan kacang kesatuan 8 dan, putar dengan tangan tanpa bantuan sepana, ketatkan kelenjar. Pengetatan kelenjar dianggap normal ketika batang, yang sebelumnya diangkat dengan tangan dan kemudian dilepaskan, secara beransur-ansur turun di bawah beratnya sendiri. Dengan tekanan yang semakin meningkat, perlu mengetatkan kelenjar dengan lebih ketara. Keketatan meterai yang diperlukan dicapai dengan meningkatkan tekanan pelincir dari pelincir. Penggerak diafragma dipasang pada badan pengatur dan diikat dengan kacang khas 11 (Gamb. 2).
Gambar 4. Penyediaan cincin pembungkusan kelenjar
1 - kord kotak pemadat; 2 - batang; 3 - garis potong.
9. Skru kacang ke batang, kemudian kunci dengan kacang kedua. Letakkan tuas dari posisi ke batang, kemudian penunjuk 1 (Gbr. 1), setelah itu mur khusus 2 disekat ke batang, yang menghubungkan batang injap ke batang perantaraan. Dengan cara kacang 5, kedudukan kacang 2. diperbaiki.Jika penunjuk / ternyata berpindah relatif terhadap skala 6 kedudukan pengatup, kemudian gerakkan yang terakhir sehingga tulisan "Terbuka" bertentangan penunjuk.

Posisi dipasang pada badan penggerak diafragma dan tuas disambungkan ke rod, selepas itu penggerak dipasang dibekalkan untuk penyesuaian.
Pemasangan penggerak yang biasanya ditutup berbeza dari pemasangan yang dijelaskan kerana kedudukan tempat duduk dan injap masing-masing diubah, dan setelah memasang penutup atas, tanpa memasang penutup bawah, injap dan tempat duduk akan ditutup. Selepas itu, kedudukan skala diubah dengan memutarnya 180 °.
Semasa menyesuaikan, tekanan udara termampat dibekalkan ke rongga diafragma dan, dengan mengubah tegangan spring 4, pukulan injap penuh dicapai apabila tekanan berubah dari minimum ke nilai maksimum.Pelarasan dilakukan dengan kunci 7, memutar sesendal berulir 3. Pada tekanan yang sama dengan 50% tekanan maksimum dalam rongga diafragma penggerak, tuas atas kedudukan mesti sejajar dengan tuas yang melekat pada batang injap. Jika tidak, sesuaikan panjang batang menegak yang dilekatkan oleh hujung bawah ke tuas yang ditentukan dan hantarkan pergerakannya ke mekanisme penentu kedudukan.
Pemasangan aktuator diafragma dengan reka bentuk yang berbeza dilakukan dalam urutan yang sama seperti di atas, tetapi dengan mengambil kira ciri reka bentuk penggerak ini, iaitu: mengunci penggerak diafragma ke penutup atas badan pengatur, menghubungkan batang dengan cara dari sesendal berulir dengan skru pengunci dan batang pengikat ke injap dengan menggunakan kepala berpecah, satu lagi reka bentuk penyambungan kedudukan dengan batang injap. Semasa memasang, gasket paronit tebal 2 mm dipasang di bawah penutup atas dan bawah badan pengatur dan tebal 1 mm di bawah penutup kepala injap. Sekiranya tidak ada penunjuk kedudukan bolt, plat skala dipasang pada pendakap dengan menggunakan penjepit, penunjuk diletakkan di bawah sesendal berulir.
Penukaran penggerak terbuka secara normal ke penggerak yang biasanya ditutup.
Penggerak yang biasanya terbuka berbeza dari biasanya ditutup hanya dalam susunan tempat duduk, palam dan pelat skala. Dalam rajah. 2 menunjukkan penggerak yang biasanya terbuka. Untuk menukar peranti ini menjadi yang tertutup biasanya, dipandu oleh prosedur yang dijelaskan untuk membongkar dan memasang peranti ini, penutup atas 4 dan bawah 2 dipisahkan; melepaskan pin, lepaskan batang 6 dari bolt 5 dan kemudian, skru batang 6 ke hujung berlawanan dari bolt 5, betulkan kedudukan ini dengan pin; pelana I dan 16 dilepaskan dan diganti, iaitu, pelana 1 digosok ke tempat pelana 16 dan, sebaliknya, pelana 16 dicakar ke tempat yang sebelumnya diduduki oleh pelana 1; pasang injap dengan melewati batang dari bawah melalui lubang di tempat duduk; memasang peranti eksekutif; plat skala dipasang sehingga di bahagian atas terdapat tulisan "Closed", dan di bahagian bawah - prasasti "Open".
Perubahan penggerak yang ditutup secara normal menjadi yang terbuka biasanya dikurangkan pada operasi yang sama, tetapi pelat skala diatur dalam posisi di mana tulisan "Terbuka" berada di bahagian atasnya, dan tulisan "Tertutup" ada di bahagian bawah.
Perubahan penggerak beberapa struktur dari tertutup normal hingga terbuka atau sebaliknya, kerana ketidakupayaan injap untuk tujuan ini, dilakukan dengan adanya injap ganti dengan rongga diafragma penghubung yang terletak sesuai (Gbr. 5).
Gambar 5. Palam berongga badan pengatur dua tempat duduk penggerak yang biasanya ditutup
Pembaikan kediaman dan penutup alat eksekutif.
Untuk mengenal pasti keperluan membaiki badan dan penutup penggerak, pertama-tama mereka diperiksa dengan teliti, terutamanya di kawasan peralihan seksi mendadak, berhampiran tulang rusuk dan peralihan badan ke bebibir, dan kemudian ujian hidraulik badan dan penutup untuk kekuatan dilakukan.
Ujian kekuatan dilakukan dengan tekan hidraulik pada tekanan ujian Pi = 2.4 MPa (24 kgf / cm2) untuk peranti eksekutif dengan PN = 1.6 MPa (16 kgf / cm2), Pi = 6 MPa (60 kgf / cm2) untuk peranti eksekutif. peranti dengan PN = 4 MPa (40 kgf / cm2) dan pada tekanan ujian Pi = 9.6 MPa (96 kgf / cm2) untuk penggerak dengan PN = 6.4 MPa (64 kgf / cm2). Semasa pengujian, disarankan untuk mengisi mesin cetak dengan minyak tanah atau minyak, kerana pengisian air tekan menyebabkan munculnya karat di tempat yang cacat. Keretakan yang diungkapkan, rongga yang melalui dan dalam di perumah dan penutup diperbaiki oleh kimpalan arka elektrik.Tempat untuk pengelasan dipotong dengan alat pemotong pneumatik atau manual (pahat, fail, gerudi, dll.). Peleburan titik yang rosak oleh autogen tidak digalakkan untuk mengelakkan melemahnya kekuatan logam akibat pembakaran karbon semasa peleburan.
Semasa membaiki perumahan dan penutup besi tuang, kimpalan sejuk digunakan dengan elektrod OZCH-4. Ketebalan lapisan hendaklah 1,0 - 1,2 mm dengan diameter batang 3 mm, iaitu setelah salutan, diameter elektrod akan 5,0 - 5,4 mm; 1,25 - 1,40 mm - dengan diameter batang 4 mm dan 1,5 - 1,7 mm - dengan diameter batang 5 mm. Nisbah jisim lapisan ke jisim rod untuk semua diameter elektrod adalah kira-kira 35%.
Besi tuang yang didepositkan dengan elektrod sedemikian sesuai untuk pemesinan dengan alat pemotong karbida. Pengelasan dilakukan secara berperingkat. Setiap bahagian untuk menghilangkan tekanan dan penyegelan logam las dikenakan penempaan dengan tangan dengan tukul sejurus selepas pengelasan. Jahitan dilakukan sekurang-kurangnya dua hantaran. Keretakan dikimpal dengan cara terbalik.
Kimpalan dilakukan pada arus terus dengan kekutuban terbalik. Arus kimpalan kira-kira 25 - 30 A setiap 1 mm diameter elektrod. Kimpalan dilakukan dengan jahitan pendek (kira-kira 30 mm) dengan penyejukan udara hingga 60 ° C.
Semasa membaiki badan, keadaan benang di badan untuk mengacaukan tempat duduk ditentukan: kebersihan pemprosesan dan keketatan tempat duduk diperiksa. Benang tidak boleh mempunyai duri, benang yang terkelupas, penyok, dan lain-lain, serta jejak keausan oleh bahan kerja. Benang mesti bersih, tanah dan gred 2. Keketatan benang diperiksa ketika membuka dan mengikat di tempat duduk, yang mesti dilepaskan atau ditutup dengan beberapa usaha (ketat).
Semasa memperbaiki perumahan, keadaan benang untuk kancing ditentukan. Sekiranya benang usang dan ketebalan dinding antara kancing mencukupi, maka benang baru dengan ukuran yang sedikit lebih besar dipotong dan kancing dibuat untuk ukuran ini. Sekiranya ketebalan dinding kecil, silinder ditekan ke dalam lubang untuk jepit rambut dan, setelah mengimpal di kedua sisi, lubang digerudi di dalamnya dan benang dipotong untuk jepit rambut.
Mematikan pin yang rosak kadangkala sukar, terutamanya untuk pin, yang sebahagiannya terputus. Dalam kes terakhir, lubang digerudi di jepit rambut hingga kedalaman 10 - 15 mm dan dibuat persegi, setelah itu batang persegi dimasukkan dan jepit rambut dilepaskan dari badan dengan kunci. Kadang-kadang batang dikimpal ke stud dan kemudian dipusingkan.

Pembaikan pelana dan injap.
Kehausan permukaan tempat duduk dan injap dipengaruhi oleh dua faktor: kakisan dan hakisan.
Hakisan memanifestasikan dirinya dalam pemusnahan permukaan bahagian-bahagian ini di bawah tindakan bahan yang mengalir yang berinteraksi secara kimia dengan bahan-bahan dari mana bahagian-bahagian itu dibuat. Tahap pemusnahan dapat dikurangkan dengan pemilihan bahan yang sesuai digunakan untuk membuat tempat duduk dan injap.
Hakisan memanifestasikan dirinya dalam pemusnahan permukaan tempat duduk dan penutup kerana kesan kasar bahan kerja. Hakisan ditunjukkan terutamanya dalam keadaan ketika injap masih sedikit terbuka, kerana laluan anulus yang sempit terbentuk di antara tempat duduk dan injap dan kesan kasar bahan kerja meningkat. Haus erosif juga berlaku dengan pilihan bahan yang salah untuk pembuatan kerusi dan penutup atau tidak mematuhi mod perlakuan panas mereka.
Hasil daripada proses pengaratan dan hakisan, konfigurasi tempat duduk dan pintu gerbang penggerak berubah, yang melanggar ciri-ciri yang terakhir. Di samping itu, laluan media mengalir yang tidak dibenarkan berlaku apabila penggerak ditutup sepenuhnya. Kerosakan satu sisi permukaan kerja kerusi membawa kepada kelengkungan batang dan peningkatan geseran injap pada bushing pemandu sokongan, yang pertama kali menyebabkan peningkatan zon mati, dan kemudian - penghentian lengkap pergerakan injap.
Untuk memulihkan permukaan kedap yang sudah usang di tempat duduk dan gerbang, permukaan dengan elektrod aloi digunakan, yang mengurangkan penggunaan keluli aloi yang jarang.Dianjurkan untuk mengimpal tempat duduk dan pintu injap yang beroperasi pada suhu tinggi bahan yang mengalir dengan elektrod yang dimaksudkan untuk kimpalan arka dengan keluli aloi tinggi dengan sifat khas. Lapisan hendaklah tebal atau lebih tebal.

Pelepasan dari pembaikan peranti eksekutif.
Pemeriksaan luaran sebelum ujian.
Tujuan: untuk menentukan kesesuaian penggerak yang diperbaiki untuk ujian lebih lanjut untuk dilepaskan dari pembaikan.
Keperluan: warna warna badan badan pengatur dan penggerak mesti sesuai dengan bahan yang digunakan untuk pembuatan bahagian-bahagian ini (badan yang terbuat dari keluli karbon - kelabu, dari keluli tahan asid paduan dan keluli tahan karat - biru, dari besi tuang - hitam; penggerak membran - warna oren atau hitam, dan lain-lain); warna badan badan pengatur dan penggerak tidak boleh mempunyai kecacatan yang memburukkan lagi penampilan injap; untuk semua bahagian dengan benang, bahagian kedua mestilah tidak mempunyai benang yang rosak, mestilah bersih, tanpa lubang; semua skru, baut, mur, kancing, dan bahagian lain yang disertakan dengan pengatur mesti ada.
Ujian ketat badan yang mengatur di tempat duduk dan gasket.
Ujian badan pengatur untuk sesak di tempat duduk dan gasket dilakukan oleh penekan hidraulik yang diisi dengan minyak tanah atau minyak yang mempunyai kelikatan tidak lebih dari 2 ° E. Semasa menguji badan pengatur untuk sesak di gasket dan kelenjar, minyak tanah atau minyak dibekalkan melalui lubang pada flens keluar, dan lubang pada flens masuk ditutup ... Ujian dilakukan di bawah tekanan yang sama dengan tekanan nominal.
Semasa menguji badan pengatur untuk ketatnya injap di tempat duduk, minyak tanah atau minyak dibekalkan melalui bukaan flens masuk, dan bukaan flens outlet ditutup. Dalam kes ini, tekanan ujian untuk semua jenis badan pengawas haruslah 1 MPa (10 kgf / cm2). Dari permukaan manik las pertama, sanga dihancurkan dengan tukul dan dibersihkan dengan berus logam, kedua manik itu sendiri dan permukaan pelana atau gerbang yang akan dikimpal bersebelahan dengan manik. Penyingkiran slag, spatter logam, dan lain-lain yang tidak mencukupi akan menyukarkan penggunaan manik kedua dan akan menyebabkan permukaan berpori dan tidak rata.
Mengulangi operasi pp. 3 dan 4, manik kedua (lapisan kedua) disimpan. Keseluruhan ketinggian pemendapan adalah 4 - 6 mm. Permukaan semula dilakukan dalam arah yang sama, sementara permulaan kimpalan bertindih dengan panjang 10 - 15 mm. Permukaan dilanjutkan sehingga nilai lapisan yang diinginkan diperoleh dengan peruntukan untuk pemesinan sekurang-kurangnya 3 mm di setiap sisi dan tinggi 3 - 5 mm. Di permukaan lapisan yang tersimpan, sejumlah liang dan rongga kecil dengan diameter tidak lebih dari 1 mm dibenarkan, dengan syarat ia akan dikeluarkan semasa pemesinan berikutnya.
Pelana atau gerbang yang tersimpan mengalami perlakuan panas - tempering pada suhu '500 - 550 ° C dengan menahan pada suhu ini selama 2 jam, diikuti dengan penyejukan perlahan (bersama dengan relau pemanasan).
Pengatup padat yang dikimpal dipasang pada mesin bubut dan diproses di bawah templat, terlebih dahulu mengeluarkan lebihan logam dengan pemotong, kemudian dengan fail baldu peribadi, kertas kaca nipis, dan menggilap dengan pasta penggilap.
Membosankan terakhir pelana yang disimpan dilakukan bersama-sama dengan badan di mesin pelarik. Untuk ini, tempat duduk ditancapkan ke badan injap dengan pertindihan pada benang dan sehingga permukaan kedap rata rapat (dekat dengan benang).
Semasa membuat pelana baru atau mesin pelana las pada pelarik, eksentrik lubang lubang pendaratan dan lilitan berulir pelana tidak lebih daripada 0.02 mm per 100 mm panjang diameter dibenarkan .
Dua templat diperlukan untuk mendamaikan konfigurasi tempat duduk - templat profil pelana atas dan templat profil pelana bawah. Pembuatan templat ini tidak sukar, kerana pada dasarnya penting bagi pelana hanya untuk menjaga profil permukaan tempat duduk, lokasinya dan diameter lorong. Bentuk profil bahagian masuk pelana tidak begitu penting. Semasa menguji penggerak terbuka biasanya, untuk menutupnya, udara dibekalkan ke rongga diafragma di bawah tekanan pengaktifan yang mengehadkan, dan penggerak yang biasanya ditutup mesti ditutup oleh tegangan tetapan normal pegas.
Penggerak pengatur yang dirancang untuk beroperasi dalam media gas (wap, udara, gas) akan menjalani ujian kebocoran tambahan di kotak pemadat dan gasket dengan tekanan udara yang diberikan dari flens keluar, 1.3 MPa (13 kgf / cm2) - untuk kawalan besi tuang badan, 2.2 MPa (22 kgf / cm2) - untuk badan pengatur keluli pada PN = 4.0 MPa (40 kgf / cm2) dan 3.4 MPa (34 kgf / cm2) - untuk badan pengawalseliaan keluli pada PN = 6, 4 MPa (64 kgf) / cm2).
Keperluan:
laluan minyak tanah atau minyak melalui gasket atau kelenjar semasa ujian sesak tidak dibenarkan;
jumlah minyak tanah atau minyak yang melewati per minit melalui permukaan penutup tempat duduk, bergantung pada diameter nominal badan pengatur, tidak boleh melebihi nilai berikut:
| Diameter badan pengawal Dy, mm | 15 — 25 | 50 — 80 | 100 — 125 | 150 | 200 | 250 — 300 |
| Jumlah minyak tanah atau minyak, cm3 | 10 | 20 | 30 | 40 | 50 | 75 |
Kebocoran udara melalui gasket dan pembungkusan kelenjar semasa ujian tekanan udara tidak dibenarkan.
Memeriksa kualiti pemasangan penggerak.
Pemeriksaan kualiti pemasangan penggerak dilakukan pada pemasangan yang ditunjukkan dalam Rajah. 6.
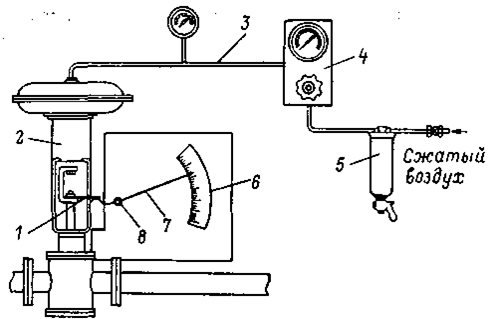
Gambar 6.
Plat / dilekatkan pada batang penggerak 2 yang diuji, yang, apabila pengatup bergerak, bertindak pada hujung melengkung anak panah 7, yang diikat secara paksi pada titik 8. Paksi 8 anak panah dipasang pada pegun papan dipasang sementara pada penutup atas badan penggerak. Nisbah panjang lengan anak panah diambil kira-kira 15: 1 untuk meningkatkan panjang skala 6. Skala ini dilengkapkan sebagai peratusan pukulan batang penggerak, iaitu, ia adalah ditandakan menjadi seratus bahagian yang sama.
Udara termampat dibekalkan ke rongga membran melalui saringan 5 dan panel kawalan jauh 4 melalui tiub 3, tekanannya diukur dengan manometer piawai (tekanan udara termampat di depan pengurang harus 150-200 kPa ). Dengan mengubah ketegangan spring penyesuaian, mereka mencapai putaran penuh pada rana apabila tekanan udara di rongga membran berubah dalam had operasi.
Maklumat Kawalan Tahap
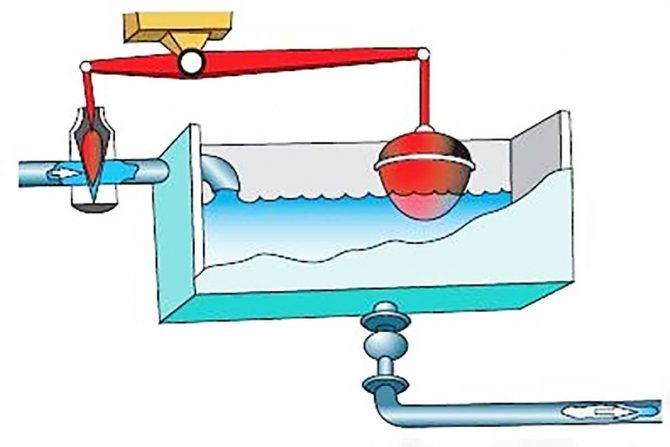
Tujuan pengatur tingkat adalah untuk menjaga tingkat medium kerja (cair) dalam had yang diperlukan dan pada ketinggian tertentu. Kapal yang digunakan boleh berada di bawah tekanan, atau dapat dihubungkan langsung ke atmosfer, yang jauh lebih biasa. Keadaan seperti itu khas untuk tangki yang dipenuhi dengan produk minyak atau air. Penunjuk tekanan dikekalkan pada tahap tertentu di sini kerana masuknya isi padu cecair. Dalam kes ini, injap kawalan dipanggil pengatur daya. Apabila bendalir dikeluarkan dari takungan oleh tekanan berlebihan, injap kawalan dipanggil pengatur limpahan.
Unsur aktif dan utama dalam injap kawalan tersebut adalah sensor kedudukan aras, lebih sering disebut elemen sensitif, dan elemen penggerak, yang disajikan dalam bentuk injap pengatur atau pemutus.
Prinsip pengoperasian alat sedemikian didasarkan pada menghentikan atau mengatur penyediaan media kerja (cecair) menggunakan penggerak, pengoperasiannya bergantung pada pemberitahuan perintah dari sensor terpasang.
Untuk kawalan tahap tindakan langsung, sensor biasanya adalah pelampung bola berongga yang disambungkan ke palam injap. Apabila paras air naik atau turun di atas had yang ditetapkan, pelampung menghasilkan daya angkat, yang menggerakkan tuas injap ke arah yang ditetapkan untuk operasi penggerak pengatur.
Injap sekali pakai dalam operasi
Adalah sangat penting untuk memahami bagaimana injap tutup sekali pakai berfungsi untuk mencegah kerosakan dan kebocoran pada saluran paip utama domestik dan industri. Jadi, apabila cecair mengalir melalui paip dan sampai ke injap periksa, ia menyentuh gasket, yang mempunyai fungsi penyerap. Selanjutnya, elemen injap penyerap diisi dengan kelembapan dan peningkatan isipadu, setelah itu gasket secara harfiah memotong lorong cairan yang lebih jauh, dan juga menghalangnya mengalir keluar.
Semasa menggunakan injap tutup sekali guna di persekitaran rumah tangga, adalah perlu untuk memantau penyelenggaraan dan penggantian peranti yang dipasang tepat pada masanya. Walau bagaimanapun, dengan operasi injap yang cukup lama, yang menghalang masuknya cecair ke dalam sistem pemurnian atau penapisan, perlu dipertimbangkan kapasiti penyerapan maksimumnya mengikut arahan kilang.
Dengan mengambil kira keunikan menggunakan injap pakai buang sebagai injap tutup, kos pembelian dan memasangnya selalu dibenarkan. Kecemasan dan kegagalan dalam operasi saluran paip air berlaku, walaupun tidak begitu sering, tetapi sering kali mempunyai akibat negatif yang signifikan. Oleh itu, jika reka bentuk injap dibuat dari bahan berkualiti tinggi dan boleh dipercayai, dan pemasangannya dilakukan dengan betul, maka akibat yang lebih serius dapat dielakkan. Setelah digunakan, injap mesti diganti, tetapi harganya akan selalu lebih rendah daripada kos pembaikan setelah banjir dan bahkan kebocoran air kecil.
Model Flanged Valve yang popular
Hari ini terdapat beberapa jenis injap tutup. Semuanya bergantung pada kaedah mana yang digunakan untuk menindih lingkungan kerja. Senarai model popular merangkumi mekanisme berikut:

- skru;
- pintu gerbang;
- bola;
- gabus.
Pada bahagian skru, injap bergerak diikat dengan sambungan skru. Ia mesti ditekan ke tempat duduk, yang terletak di silinder induk injap. Pembungkusan kotak pemadat dilambangkan oleh mesin basuh pengedap, yang memastikan sesak peranti.

Kelemahan spesifik mekanisme ini merangkumi hakikat bahawa ia mengalirkan air hanya dalam satu arah, dan tiub getah atau paronitnya secara berkala usang dan perlu diganti. Sekiranya pasir atau timbangan memasuki silinder, gasket boleh hancur sepenuhnya atau sebahagiannya.
Injap gerbang sangat serupa dalam reka bentuk dengan injap gerbang, kerana batangnya yang berulir memudahkan deflasi injap tirus antara kedua cermin. Daripada mengemas kotak, anda boleh memasang meterai yang diperbuat daripada getah atau tanah liat polimer, yang berbeza dalam jangka hayat dalam jangka masa yang panjang.

Untuk pembuatan kelengkapan bebibir bola, tembaga atau keluli tahan karat digunakan, dan reka bentuknya adalah bola dengan lubang melalui. Putaran pegangan memastikan putaran bola di silinder injap, dan fiksinya dilakukan menggunakan sepasang tempat duduk anulus yang terbuat dari Teflon atau fluoroplastik. Adalah disyorkan untuk menggunakan bahan yang sama untuk pengedap.
Injap pasang bebibir ditutup oleh palam kerucut yang dilengkapi lubang masuk Masalah biasa pada peranti ini ialah pembungkusan mesti diubah secara berkala.