Cara membuat paip dari timah - buat sendiri paip timah
Pembina rumah berusaha mencari pilihan anggaran paling banyak untuk menyelesaikan masalah. Oleh itu, persoalan bagaimana membuat paip dari timah dengan tangan anda sendiri adalah relevan bagi banyak tukang amatur. Bagaimanapun, produk tubular buatan sendiri yang diperbuat daripada timah boleh dibandingkan dengan selokan atau selongsong yang terletak di rak di kedai khusus.

Oleh itu, anda perlu mengetahui lebih lanjut mengenai proses pembuatan paip timah, yang mempunyai ciri seperti produk kilang.
Ciri-ciri bahan sumber
Sebelum meneruskan pembuatan paip dari kepingan logam, anda harus melihat lebih dekat bahan dari mana paip itu akan dibuat dan ciri-cirinya. Sebagai permulaan, harus dikatakan bahawa ini adalah produk dari jenis penggulung, dengan kata lain, timah adalah kepingan keluli yang telah melewati penggelek kilang penggelek dan mempunyai ketebalan 0.1-0.7 mm.
Sebagai tambahan kepada operasi penggulungan, teknologi pembuatan tinplate menyiratkan perlakuan produk gulung siap dari pembentukan proses kakisan. Untuk melakukan ini, lapisan bahan digunakan pada keluli setelah digulung, yang tidak terkena kakisan.

Hasil tindakan yang dilakukan adalah kepingan keluli, lebarnya boleh bervariasi dari 512 hingga 1000 mm, dengan lapisan krom atau zink. Produk siap adalah plastik, jadi timah dapat dikendalikan dengan mudah. Dalam kes ini, pengeras yang digulung dapat dibandingkan kekuatannya dengan produk keluli. Ini membolehkan penggunaan logam lembaran dalam pembuatan produk reka bentuk yang kompleks.
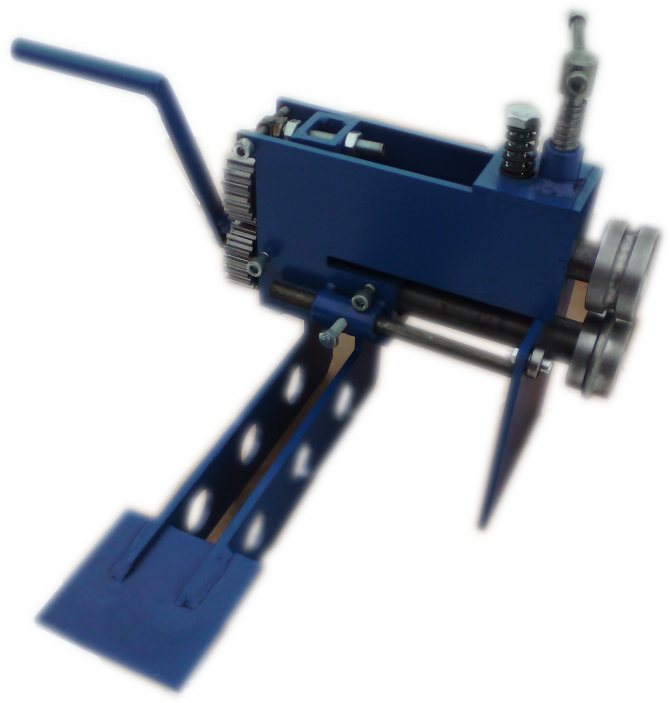
Mesin Pembuat Selokan | PKP STANBOX
Kami menghasilkan satu set lengkap untuk pembuatan paip saliran keluli tergalvani. Juga, pada mesin ini, anda boleh membuat siku, corong dan elemen lain dari sistem saliran dari tergalvani. Selain itu, satu set mesin digunakan dalam pembuatan cerobong asap, elemen pengudaraan, selongsong pelindung penebat sesalur pemanasan.
Penerangan ringkas mengenai kerja:
- Pada bender lipatan, kita membengkokkan lipatan berulang
- Dengan menggunakan penggelek, kami menggulung silinder paip masa depan
- Kami memasukkan lipatan yang diperoleh sebelumnya dan mesin jahitan menggulungnya ke keadaan jahitan yang ditutup
- Mesin menyala akan membolehkan anda menggulung pengeras, menyempit (bergelombang) dan membuat rabung untuk memasang corong dan siku
Mesin lipat

Engsel besar-besaran dan balok lenturan berat memungkinkan untuk menghasilkan lekapan rebat yang sekata dan tepat, di mana kualiti jahitan pada saluran bawah bergantung. Semua bendungan lipat diperbuat daripada keluli 09g2s, yang mengurangkan hausnya dengan ketara. Juga, mesin ini digunakan untuk membengkokkan tulang rusuk, serta elemen pengikat lain dalam pembuatan elemen saliran.
Penggelek manual

Mesin untuk melancarkan paip dan unsur selokan lain dengan poros atas kantilever ditarik ke sisi agar mudah dikeluarkan paip yang digulung. Penggulung siri ini mempunyai mekanik pergerakan poros yang pantas, yang meningkatkan kelajuan kerja pada mesin, dan kawalan yang terletak di satu sisi mesin memudahkan kerja, sehingga meningkatkan produktiviti.
Lipatan jahitan lipat

Sedimen sedimen memungkinkan kerja cepat, kerana penjepit dilakukan dengan satu gerakan tuas - eksentrik. Reka bentuk khas batang atas menjamin tekanan yang mencukupi pada logam dan ketatnya jahitan yang mengganggu. Selain itu, jahitan jahitan boleh digunakan untuk merapatkan tepi lembaran yang dibengkokkan sebanyak 180 darjah (tepi yang diperkuat).
Mesin lipat manual
Manik-manik manual dengan satu set penggelek (bebibir, tulang rusuk yang mengeras dan bergelombang) untuk melakukan operasi manik pada semua elemen sistem saliran. Anda juga boleh memesan penggelek untuk memotong logam dan menggunakan zigmachine sebagai pemotong lembaran - pemotong bulat.
Pada semua mesin kami, pemasangan rawan geseran berputar (jurnal poros, penggelek, eksentrik bergerak, dan lain-lain) dibuat pada galas, yang menghilangkan keperluan pelinciran kekal, menghilangkan backlash dan menjamin putaran mudah sepanjang hayat mesin.
Anda juga boleh memesan mesin yang dilengkapi dengan e-mel. pemacu mekanikal.
Biasanya mesin selalu ada, dihantar dari bengkel. Sila hubungi kami akan menunjukkan kepada anda pelbagai pilihan untuk satu set lengkap.
valci.ru
Alat yang diperlukan
Senarai alat dan peranti yang diperlukan untuk membuat paip cerobong tergalvani dengan tangan anda sendiri disebabkan oleh sifat timah, terutamanya kelembutan dan keplastikan. Pemprosesan jenis bahan ini tidak memerlukan usaha khas yang diperlukan untuk bekerja dengan bahan lembaran.
Oleh itu, dalam pengeluaran paip timah untuk cerobong, set alat berikut diperlukan:
- Gunting untuk memotong logam. Alat ini membantu memotong bahan lembaran menjadi kepingan yang diinginkan dengan mudah, kerana ketebalan lembaran terbesar mencapai 0.7 mm.
- Tukul dengan kepala lembut. Anda juga boleh menggunakan palu kayu, palu, atau alat keluli dengan pegangan getah lembut. Walau bagaimanapun, pilihan terakhir digunakan dengan sangat berhati-hati atau tidak diambil sama sekali, kerana ia boleh menyebabkan ubah bentuk kepingan timah nipis dan merosakkan keseluruhan kerja.
- Tang. Dengan bantuan alat ini, mereka menyelesaikan persoalan bagaimana membengkokkan paip yang diperbuat daripada timah, kerana ia adalah keluli, walaupun nipis, oleh itu, mustahil untuk membengkokkannya dengan tangan anda.
- Meja Kraf. Peranti ini diperlukan semasa memotong bahan dan semasa meletakkan tanda.
- Unsur penentukuran. Ia boleh menjadi produk berbentuk tiub dengan diameter lebih dari 10 sentimeter, dan juga sudut dengan pinggir 7.5 sentimeter. Unsur-unsur ini mesti dipasang dengan baik, kerana memautkan sendi pantat akan dilakukan di permukaannya.
Sebagai tambahan kepada alat ini, anda harus menyediakan pembaris atau pita pengukur dan penanda, yang merupakan batang keluli dengan tepi tajam.
Tahap III. Kami menyediakan elemen saliran
Jadi, sekarang mari kita fikirkan jika anda memutuskan untuk membeli lembaran tergalvani dan membina longkang untuk rumah anda sendiri. Bekerja dengan keluli tergalvani tidaklah sukar, kerana lapisan pelindungnya cukup tahan terhadap lelasan dan kerosakan, sehingga bahagian tersebut dapat dengan mudah dibengkokkan dan bahkan terkena benturan. Perkara utama adalah untuk mengelakkan calar dalam semasa kerja, itu sahaja.
Cara termudah untuk memotong selokan galvanis industri adalah dengan fail bergigi halus - gergaji besi atau gergaji logam khas. Dan untuk membuat lubang kecil, gunakan gunting logam khas. Tetapi ada satu titik: untuk talang galvanis, anda tidak boleh menggunakan penggiling sudut seperti penggiling, kerana ia memanaskan keluli dan merosakkan lapisan tergalvani.
Kekosongan mesti dibuat terlebih dahulu - ini adalah templat untuk semua elemen selokan. Sebagai contoh, untuk corong, ini adalah segmen cincin, dan untuk paip, ia adalah segi empat tepat. Lebih-lebih lagi, anda dapat mengatasi semua ini dengan mudah, dan mesin perindustrian atau buatan sendiri hanya akan menjadikan proses anda lebih mudah. Hari ini, anda boleh membeli peralatan lenturan yang agak pelbagai untuk perniagaan ini, misalnya, bendungan plat roller atau mesin lenturan, atau bahkan balok gulung:
Ini adalah elemen yang perlu anda buat:
Atau hadkan diri anda pada pilihan yang sangat bijak, yang berhak hidup untuk rumah negara kecil atau bangunan taman:

Dan untuk membuat sistem saliran berkualiti tinggi dari bahan ini, anda tidak memerlukan banyak:
- kepingan besi tergalvani, tebal kira-kira 0.7 mm;
- gunting biasa untuk logam;
- tukul, palu dan tang.
Buat semua produk saluran galvanis tertutup dengan sendi jahitan. Ini adalah kunci di mana lipatan disambungkan, dan cukup ketat. Cara termudah untuk anda adalah dengan membuat lipatan tunggal dengan susun atur sederhana di bahagian tepi dan dengan dua lipatan. Sekiranya anda ingin membuat sesuatu yang lebih rumit, maka arahkan lipatan ke arah yang bertentangan. Untuk saluran paip, jahitan dengan lebar jahitan 4 hingga 10 mm cukup, jadi jangan menyulitkan keseluruhan proses. By the way, hampir semua talang galvanis dihubungkan dengan kaedah dilipat. Oleh itu, anda boleh membuat sudut dan tee dengan selamat dari sudut, sudut dan konfigurasi.
Berikut adalah salah satu kaedah yang paling popular untuk membuat unsur talang tergalvani:
- Langkah 1. Perhatikan dengan teliti lembaran tergalvani itu sendiri: mestilah rata, dengan permukaan yang seragam dan tepi yang diproses. Dan, apabila anda mula membuat projek sistem saliran masa depan anda, gariskan secara terpisah semua elemen yang anda perlukan. Selepas itu, letakkan lembaran tergalvani pada permukaan yang keras dan lukiskan corak bahagian masa depan dengan objek tajam.
- Langkah 2. Sekiranya anda berusaha membuat paip, lebar coraknya harus sama dengan diameter produk masa depan ditambah 12 sentimeter pada setiap sisi untuk jahitan. Juga, tingkatkan longkang sepanjang beberapa sentimeter. Sekarang, dengan gunting logam, potong benda kerja, gariskan lipatan lipatan dan bengkokkan tepinya dengan palu. Untuk ini, hanya setengah sentimeter sahaja yang mencukupi.
- Langkah 3. Memberikan benda kerja anda sebagai jalan keluar akan mudah: cukup bungkusnya di objek objek yang diinginkan, misalnya paip plastik.
- Langkah 4. Sekarang potong selokan dan paip dengan gergaji besi. Semua burr harus dibersihkan dengan sempurna dengan fail sederhana, jika tidak, ia akan mengganggu penyegelan sendi saliran.
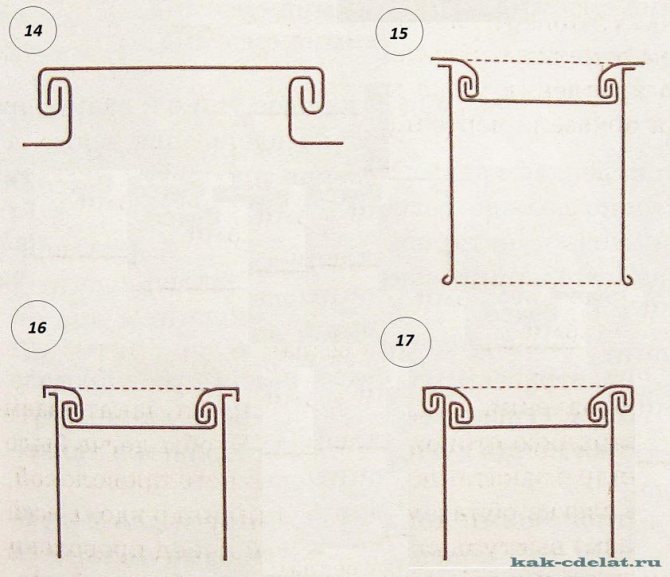
- Langkah 5. Cukup bungkus tepi jalur di sudut keluli, kemudian gulung kepingan dan selamatkan semuanya dengan tukul.
- Langkah 6. Sekarang buat lipatan berbentuk L dan pasangkan ujungnya ke dalam kunci. Lekatkan tepi ini dengan mengetuk tepi dengan tukul. Ikuti semua langkah berjaga-jaga agar tidak mencederakan diri sendiri atau memotong timah yang tajam.
Berikut adalah contoh yang baik dari talang keluli tergalvani sederhana:
Satu-satunya kesukaran yang perlu anda hadapi adalah saling mengikat unsur-unsur buatan sendiri. Untuk melakukan ini, sesuaikan sedikit tepi pendek helaian sebelum melengkungnya sehingga ternyata ditipis oleh beberapa milimeter.
Berikut adalah arahan praktikal lain untuk bekerja dengan bahan ini:
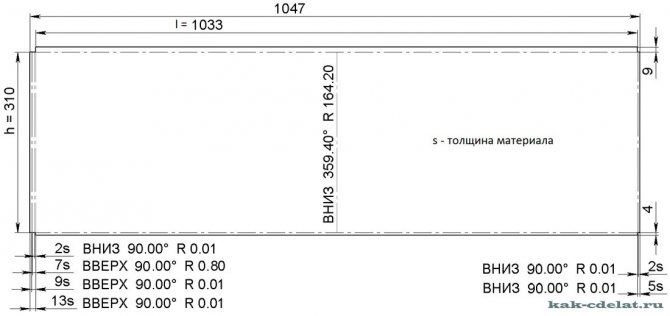
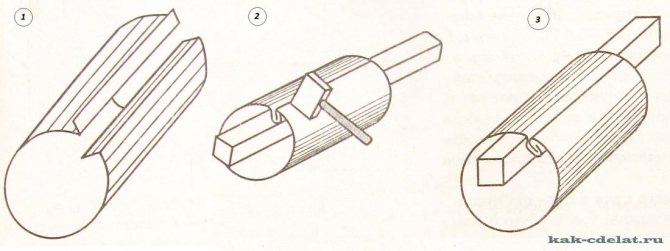
- Langkah 1. Untuk paip, anda perlu memotong kosong dari kepingan padat, di satu sisi pada 3.40 meter dan yang lain pada 3.30 meter.
- Langkah 2. Sekarang kita membuat jahitan untuk paip di kedua sisi. Untuk melakukan ini, di sudut logam, bengkokkan tepi daun selebar 7 mm dengan palu dan bengkokkannya ke arah yang berbeza antara satu sama lain pada sudut 90 darjah.
- Langkah 3. Balik benda kerja dengan sudut bengkok ke atas dan dengan palu kita menyelesaikan sudut ini hingga 130-150 darjah.
- Langkah 4. Akibatnya, bahan kerja anda harus menonjol hanya 1 cm dari sudut, dan ketuk dengan palu sepanjang panjang sudut. Lakukan teguran ini agar mereka kuat dan yakin. Palu anda harus berada tepat di satah sudut, dan pada masa yang sama tidak menyimpang ke kanan atau ke kiri, agar tidak merosakkan jahitan.
- Langkah 5. Sekarang kita memerah benda kerja di sekitar paip lain dan bergabung dengan lipit. Selepas itu, benda kerja dipukul dengan palu pada titik lekatan sehingga sudut melintang sepenuhnya.
- Langkah 6. Memotong paip siap anda menjadi elemen yang berasingan akan membantu anda pembuka kaleng yang paling biasa, cukup aneh. Hanya selepas memotong, bersihkan bahagian tepi.
Sekiranya anda melakukan semuanya dengan betul, bahagian anda dengan mudah sesuai dengan elemen lain dari sistem selokan, bahkan yang dibuat dari kilang.
Peringkat persediaan
Pertama, tanda digunakan pada kepingan timah, di mana produk separuh siap akan dipotong. Dengan kata lain, bahagian yang diperlukan dipotong dari kepingan logam tertentu, dari mana kontur paip masa depan akan terbentuk. Proses penandaan dilakukan seperti berikut: lembaran diletakkan di atas meja kerja dan segmen yang sama dengan panjang paip diukur dari tepi atas. Di sini tanda dibuat oleh penanda.

Kemudian, dengan menggunakan persegi, garis dilukis di sepanjang tanda ini tegak lurus ke tepi sisi. Sekarang di sepanjang garis ini keliling paip, perkara yang sama dilakukan di sepanjang tepi atas. Pada masa yang sama, kira-kira 1.5 cm ditambahkan di kedua-dua tepi untuk membentuk tepi yang bergabung. Tanda atas dan bawah disambungkan dan bahan kerja dipotong.
Untuk menentukan lilitan, anda boleh menggunakan ukuran pita, atau anda boleh mengingat kursus geometri sekolah.
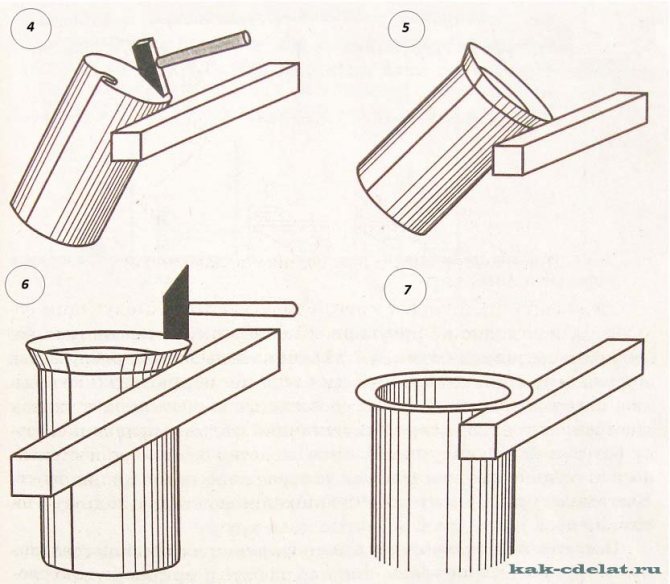
Cara membuat badan paip dari timah
Tujuan tahap ini adalah untuk membentuk profil paip. Garisan dilukis sepanjang panjang benda kerja di bahagian bawah dan atas, di mana lipatan akan dibengkokkan. Dalam kes ini, 5 mm diukur di satu sisi, dan 10 mm di sisi lain. Lipatan mesti dibengkokkan pada sudut 90 0. Untuk melakukan ini, benda kerja diletakkan di sudut keluli, meluruskan garis lipatan dengan tepi sudut. Pukul tepi dengan palu, bengkokkan ke sudut sudut tegak lurus.
Dianjurkan untuk membengkokkan produk secara beransur-ansur, dengan menggunakan tukul sepanjang keseluruhannya. Dalam kes ini, anda boleh mula membongkok dengan tang.

Sekarang, di lipatan, ukurannya 10 mm, satu lagi lipatan dibuat untuk mendapatkan sejenis huruf G. Dalam proses melipat lipatan, anda perlu memastikan lipatan atas selari dengan benda kerja, dan panjangnya ialah 5 milimeter. Oleh itu, semasa melukis garis lipatan lipatan, di satu sisi berukuran 0.5 cm sekali, dan di sisi lain - masing-masing dua kali 0.5 cm.
Mengikat bahagian bawah tergalvani
Bahan utama dalam pembuatan bahagian bawah akan menjadi lembaran tergalvani. Pilihan yang paling sesuai ialah panjang kepingan yang sesuai untuk dimensi kerangka kapal. Sekiranya tidak boleh membeli besi sebesar ini, maka anda boleh mengambil dua helai, tetapi beberapa kesulitan mungkin timbul semasa pembinaan kapal. Tindakan utama semasa melakukan kerja tersebut adalah:
- Potong sekeping keluli tergalvani di sepanjang dasar kapal. Untuk melakukan ini, kontur dapat digariskan dengan penanda dan dipotong.
- Sapukan sealant dengan garis lurus ke bahagian bawah sisi, benang khas diletakkan di atasnya. Sekiranya tidak ada satu atau yang lain, maka semuanya boleh diganti dengan cat dan derek. Tindakan ini akan mengelakkan kapal bocor.
- Kami meletakkan galvanis di atas.
- Kami memperbaikinya dengan skru mengetuk sendiri dengan mesin basuh tekan, atau paku (1.8x32). Anda perlu mula memasang dari tengah ke tepi. Jaraknya kira-kira 2-5 cm antara ikatan.
- Besi yang digantung dan tergalvani dipangkas dan diketuk dengan tukul.
- Seterusnya, anda perlu menguatkan hidung. Kami melakukan ini juga dengan bantuan timah.
Kami mengesyorkan untuk membaca: Apakah ciri-ciri yang terdapat pada kapal juruterbang?

Kerja lanjutan adalah memoles dan mengeringkan kapal. Pengeringan selalu dilakukan di tempat teduh. Sekiranya dikehendaki, anda dapat melindungi bahagian bawah dari kakisan, ia ditutup dengan cat minyak di beberapa lapisan.
YouTube membalas dengan ralat: Had Harian Melebihi. Kuota akan ditetapkan semula pada tengah malam Waktu Pasifik (PT). Anda boleh memantau penggunaan kuota dan menyesuaikan had di Konsol API: //console.developers.google.com/apis/api/youtube.googleapis.com/quotas?project=361189687205
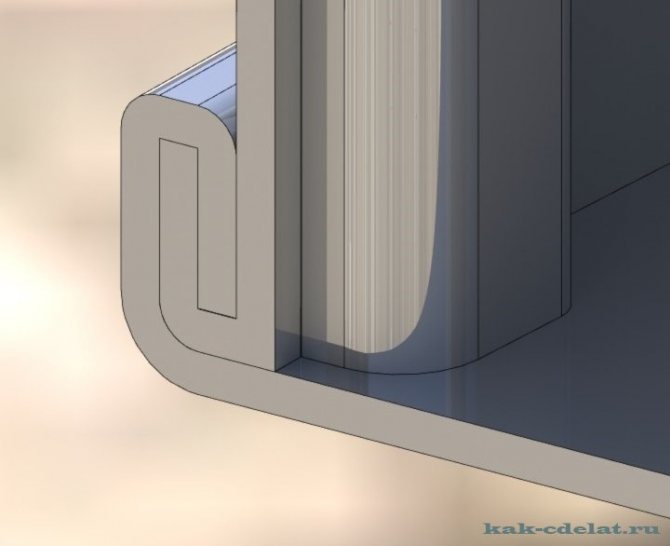
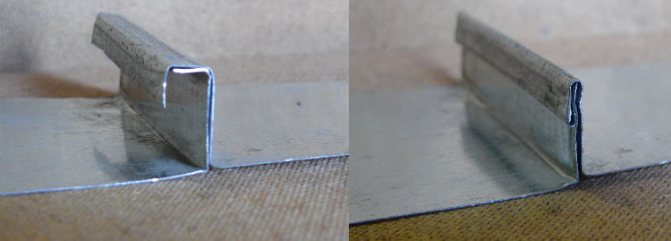
Memproses sendi jahitan
Tahap terakhir melibatkan pemprosesan jahitan pantat, iaitu dengan merapikannya. Untuk melakukan ini, bahagian atas lipatan berbentuk L dilipat ke bawah, membungkus tepi lipatan lain. Hasilnya mestilah sejenis sandwic yang berserenjang dengan paip. Untuk mendapatkan kimpalan, anda perlu menekan sandwic ke produk.

Untuk kebolehpercayaan yang lebih besar, sendi pantat diperkuat dengan keling. Walau bagaimanapun, paip sendiri yang diperbuat daripada timah menggunakan kaedah penyatuan ini tidak memerlukan peneguhan tambahan.
Cara membuat paip dari timah - buat sendiri paip timah
Pembina rumah berusaha mencari pilihan anggaran paling banyak untuk menyelesaikan masalah. Oleh itu, persoalan bagaimana membuat paip dari timah dengan tangan anda sendiri adalah relevan bagi banyak tukang amatur. Bagaimanapun, produk tubular buatan sendiri yang diperbuat daripada timah boleh dibandingkan dengan selokan atau selongsong yang terletak di rak di kedai khusus.
Oleh itu, anda perlu mengetahui lebih lanjut mengenai proses pembuatan paip timah, yang mempunyai ciri seperti produk kilang.
Ciri-ciri bahan sumber
Sebelum meneruskan pembuatan paip dari kepingan logam, anda harus melihat lebih dekat bahan dari mana paip itu akan dibuat dan ciri-cirinya. Sebagai permulaan, harus dikatakan bahawa ini adalah produk dari jenis penggulung, dengan kata lain, timah adalah kepingan keluli yang telah melewati penggelek kilang penggelek dan mempunyai ketebalan 0.1-0.7 mm.
Sebagai tambahan kepada operasi penggulungan, teknologi pembuatan tinplate menyiratkan perlakuan produk gulung siap dari pembentukan proses kakisan. Untuk melakukan ini, lapisan bahan digunakan pada keluli setelah digulung, yang tidak terkena kakisan.
Hasil tindakan yang dilakukan adalah kepingan keluli, lebarnya boleh bervariasi dari 512 hingga 1000 mm, dengan lapisan krom atau zink. Produk siap adalah plastik, jadi timah dapat dikendalikan dengan mudah. Dalam kes ini, pengeras yang digulung dapat dibandingkan kekuatannya dengan produk keluli. Ini membolehkan penggunaan logam lembaran dalam pembuatan produk reka bentuk yang kompleks.
Mesin penggelek untuk paip profil dalam pengeluaran dan di rumah + video
Struktur logam selalu sangat popular kerana kekuatannya, akibatnya mesin penggelek untuk paip profil tidak akan berhenti di mana-mana kilang, dan ia juga tidak akan merugikan rumah.
1 Apakah kilang penggelek untuk pengeluaran tiub berbentuk
Unit rak moden yang indah, anak tangga aluminium, rumah hijau dalam ekonomi pinggir bandar, pelindung pintu - semua ini paling kerap dibuat daripada profil logam. Mereka boleh berbentuk segi empat (termasuk persegi), poligonal dan bujur, belum lagi paip bulat. Produk keluli dan aluminium ini dihasilkan di kilang gulung khas. Tanpa mengira bentuk keratan rentas dan kaliber, penghasilan profil dapat dilakukan dalam satu kitaran penuh, iaitu, dari bahan mentah hingga produk jadi, atau hanya dengan penyekat sejuk dari paip bulat konvensional.
Kami mengesyorkan agar anda membiasakan diri
Teknologi membentuk produk dari jongkong atau bahkan dengan pra-casting dilakukan pada jalur industri besar, di mana bahan kerja melalui beberapa peringkat pemprosesan. Dalam pengeluaran seperti itu, kilang pemutus dan penggulingan, garis tunggal atau multi-berdiri, garis berterusan terbalik, serta kilang penggelek sejuk terlibat. Semua unit di atas atau hanya sebahagian dari mereka boleh terlibat dalam satu kompleks industri. Sekiranya pemutus tidak disediakan pada awal proses teknologi, jongkong logam digunakan sebagai bahan mentah.
Banyak struktur logam tidak memerlukan kekuatan khas, dan profil untuknya tidak perlu dibuat dengan sifat yang telah ditentukan, seperti tahap keanjalan yang tinggi atau kekuatan tegangan yang tinggi. Dalam kes ini, memadai untuk mendapatkan produk keluli dan aluminium dengan penggulungan sejuk dari gulungan tiub bulat. Garis serupa dapat dipasang di ruangan kecil, dan untuk produk bersaiz kecil, kilang yang terpisah dapat dipasang dengan mudah di bengkel rumah di kawasan pinggir bandar. Perkara utama adalah bahawa tidak ada tempat tinggal berdekatan, kerana bunyi pemprosesan logam oleh pemampatan cukup kuat.
2 Bagaimana mesin penggelek tiub profil berfungsi
Mari kita pertimbangkan urutan yang berbeza dalam memproses bahan kerja sebelum mengubahnya menjadi profil siap.Mari mulakan proses pemutus dan penggulungan, apabila segera setelah mesin pemutus sentrifugal berterusan dari billet berdinding tebal, sebuah kilang dengan gulungan dipasang, yang mula membentuk silinder pemutus berongga ketika memasuki acuan. Teknologi ini menyediakan penggunaan suhu sisa produk yang tinggi. Garis-garis seperti itu disebut garisan mekar, dari mana bahan kerja keluar untuk penggulungan lebih jauh, lebih tepat, yang dipotong ke ukuran yang diperlukan dengan gunting mekanikal atau gergaji.
Mesin penggelek berterusan untuk pengeluaran paip berbentuk lancar adalah sebilangan unit, di mana jongkong atau bulatan keluli dimasukkan sebagai bahan mentah, dimensi yang dimuatkan dalam gambar. Dengan menggunakan gulungan heliks silang pada kilang menindik, rongga dibuat di benda kerja, sebagai hasilnya, produk perantaraan diperoleh - sarung. Diameter dalaman yang seragam dibentuk di dalamnya dengan menggunakan muncung pada mandrel penentukuran dengan luaran berkala yang berselang berjalan pada kilang berbentuk.
Kaedah lain untuk membuat paip adalah dengan mengimpal relau dari jalur logam. Pada mulanya digulung ke dalam gulungan, ia dilepaskan setelah memasuki barisan pengeluaran, dikimpal hingga akhir yang sebelumnya sudah terlibat dalam proses teknikal dan dihantar ke kilang melalui oven gas. Di sana, pita dilancarkan ke dalam tiub, melewati 12 gulungan, masing-masing pasangan digabungkan dengan alat pengukur. Apabila tepi giliran disambungkan, logam, dipanaskan di relau hingga 1350 darjah, dikimpal dengan sendirinya. Gergaji mekanikal membahagikan produk siap menjadi beberapa bahagian, yang dikalibrasi dan dihantar ke kilang berikutnya dengan penggelek menghancurkan dinding sehingga profil yang diinginkan terbentuk.
Pilihan paling mudah adalah produk gulung sejuk dari paip bulat siap pakai. Sebenarnya, ini adalah peringkat terakhir yang terlibat secara terpisah dari proses teknikal yang dijelaskan sebelumnya, dengan satu-satunya perbezaan bahawa paip logam siap dengan potongan anulus pada mulanya dibeli sebagai bahan mentah. Gulungan dengan bentuk relung yang sesuai dipasang dalam baris berpasangan, dengan setiap baris berputar ke arah yang bertentangan. Secara umum, unit seperti ini memakan sedikit ruang, dan model terkecil dapat dipasang di bengkel rumah.
Untuk kilang penggelek, pertama sekali, anda memerlukan pangkalan yang boleh dipercayai, diikat ke meja kerja yang berat atau terus ke lantai konkrit, supaya mekanisme tidak bergerak semasa operasi.
Alat yang diperlukan
Senarai alat dan peranti yang diperlukan untuk membuat paip cerobong tergalvani dengan tangan anda sendiri disebabkan oleh sifat timah, terutamanya kelembutan dan keplastikan. Pemprosesan jenis bahan ini tidak memerlukan usaha khas yang diperlukan untuk bekerja dengan bahan lembaran.
Oleh itu, dalam pengeluaran paip timah untuk cerobong, set alat berikut diperlukan:
- Gunting untuk memotong logam. Alat ini membantu memotong bahan lembaran menjadi kepingan yang diinginkan dengan mudah, kerana ketebalan lembaran terbesar mencapai 0.7 mm.
- Tukul dengan kepala lembut. Anda juga boleh menggunakan palu kayu, palu, atau alat keluli dengan pegangan getah lembut. Walau bagaimanapun, pilihan terakhir digunakan dengan sangat berhati-hati atau tidak diambil sama sekali, kerana ia boleh menyebabkan ubah bentuk kepingan timah nipis dan merosakkan keseluruhan kerja.
- Tang. Dengan bantuan alat ini, mereka menyelesaikan persoalan bagaimana membengkokkan paip yang diperbuat daripada timah, kerana ia adalah keluli, walaupun nipis, oleh itu, mustahil untuk membengkokkannya dengan tangan anda.
- Meja Kraf. Peranti ini diperlukan semasa memotong bahan dan semasa meletakkan tanda.
- Unsur penentukuran. Ia boleh menjadi produk berbentuk tiub dengan diameter lebih dari 10 sentimeter, dan juga sudut dengan pinggir 7.5 sentimeter.Unsur-unsur ini mesti dipasang dengan baik, kerana memautkan sendi pantat akan dilakukan di permukaannya.
Sebagai tambahan kepada alat ini, anda harus menyediakan pembaris atau pita pengukur dan penanda, yang merupakan batang keluli dengan tepi tajam.
Peringkat persediaan
Pertama, tanda digunakan pada kepingan timah, di mana produk separuh siap akan dipotong. Dengan kata lain, bahagian yang diperlukan dipotong dari kepingan logam tertentu, dari mana kontur paip masa depan akan terbentuk. Proses penandaan dilakukan seperti berikut: lembaran diletakkan di atas meja kerja dan segmen yang sama dengan panjang paip diukur dari tepi atas. Di sini tanda dibuat oleh penanda.
Kemudian, dengan menggunakan persegi, garis dilukis di sepanjang tanda ini tegak lurus ke tepi sisi. Sekarang di sepanjang garis ini keliling paip, perkara yang sama dilakukan di sepanjang tepi atas. Pada masa yang sama, kira-kira 1.5 cm ditambahkan di kedua-dua tepi untuk membentuk tepi yang bergabung. Tanda atas dan bawah disambungkan dan bahan kerja dipotong.
Cara membuat badan paip dari timah
Tujuan tahap ini adalah untuk membentuk profil paip. Garisan dilukis sepanjang panjang benda kerja di bahagian bawah dan atas, di mana lipatan akan dibengkokkan. Dalam kes ini, 5 mm diukur di satu sisi, dan 10 mm di sisi lain. Lipatan mesti dibengkokkan pada sudut 90 0. Untuk melakukan ini, benda kerja diletakkan di sudut keluli, meluruskan garis lipatan dengan tepi sudut. Pukul tepi dengan palu, bengkokkan ke sudut sudut tegak lurus.
Dianjurkan untuk membengkokkan produk secara beransur-ansur, dengan menggunakan tukul sepanjang keseluruhannya. Dalam kes ini, anda boleh mula membongkok dengan tang.
Sekarang, di lipatan, ukurannya 10 mm, satu lagi lipatan dibuat untuk mendapatkan sejenis huruf G. Dalam proses melipat lipatan, anda perlu memastikan lipatan atas selari dengan benda kerja, dan panjangnya ialah 5 milimeter. Oleh itu, semasa melukis garis lipatan lipatan, di satu sisi berukuran 0.5 cm sekali, dan di sisi lain - masing-masing dua kali 0.5 cm.
Setelah menyelesaikan pembentukan lipatan, anda boleh meneruskan pembentukan badan paip. Untuk ini, lembaran kosong diletakkan pada elemen penentukuran dan diketuk dengan palu atau alat lain yang sesuai untuk mendapatkan profil bentuk tertentu. Bahan kerja terlebih dahulu mengambil bentuk U dan kemudian menjadi bulat. Dalam kes ini, lipatan mesti digabungkan.
mesin lentur cerobong dan paip
Metal Master menawarkan pelbagai jenis mesin cerobong manual. Peralatan yang dijual dibezakan oleh kebolehpercayaan, kualiti kerja dan kosnya yang rendah.
Sepanjang jangka masa kerja kami (12 tahun), kami menerima banyak maklum balas positif daripada pelanggan yang berpuas hati.
Video: tinjauan mesin lentur cerobong
Video: gambaran keseluruhan penggelek paip
Kami akan membantu anda mencari mesin lentur yang baik untuk membuat cerobong asap. Di bawah ini akan diberikan nasihat praktikal, setelah mendengar mana anda boleh memilih pilihan peralatan terbaik untuk pengeluaran anda:
- Pilih unit dengan margin. Ia harus membenarkan pemprosesan logam 30-50 peratus lebih tebal;
- Kaji ciri teknikal mesin dengan teliti. Anda perlu mengetahui dengan tepat bentuk bahagian logam yang akan anda hasilkan untuk beberapa tahun akan datang. Peralatan apa yang diperlukan, pegun atau bergerak? Semuanya bergantung pada tempat pemasangan;
- Adakah anda memerlukan pilihan tambahan untuk kerja berkualiti (bilah roller, meja sokongan)?
Sekiranya anda memerlukan mesin bergerak untuk bengkel atau tapak pembinaan, maka penyelesaian terbaik adalah dengan membeli mesin lentur lembaran manual yang tidak boleh dilalui.
Berat peralatan tersebut tidak melebihi 250 kg., Ketebalan logam lembaran boleh bervariasi dari 0,63 mm hingga 1,5 mm, panjang lembaran (1040 mm hingga 2050 mm).
Mesin lentur lembaran Metal Master dari siri LBM dan LBA sangat sesuai untuk menyelesaikan masalah teknologi di ruang pengeluaran yang terhad. Kerja bengkel memerlukan teknologi yang boleh dipercayai dan tahan lama seperti mesin lentur bore penuh manual.
Kehadiran pad yang digilap khas akan membolehkan anda bekerja dengan logam yang mempunyai lapisan cat-dan-lakuer atau polimer.
Untuk menghasilkan lenturan kepingan logam berketepatan tinggi dan membuat produk berbentuk kompleks daripadanya, misalnya, seperti cerobong asap, anda memerlukan mesin lentur kepingan segmen (penyesuaian tekanan lembaran yang mudah, kehadiran pegas pegas, tidak ada sekatan pada kedalaman suapan kosong).
Siaran ONLINE dari bilik demo Metal Master
metalmaster.ru
Memproses sendi jahitan
Tahap terakhir melibatkan pemprosesan jahitan pantat, iaitu dengan merapikannya. Untuk melakukan ini, bahagian atas lipatan berbentuk L dilipat ke bawah, membungkus tepi lipatan lain. Hasilnya mestilah sejenis sandwic yang berserenjang dengan paip. Untuk mendapatkan kimpalan, anda perlu menekan sandwic ke produk.
Untuk kebolehpercayaan yang lebih besar, sendi pantat diperkuat dengan keling. Walau bagaimanapun, paip sendiri yang diperbuat daripada timah menggunakan kaedah penyatuan ini tidak memerlukan peneguhan tambahan.
Bagaimana membuat paip tergalvani dengan tangan anda sendiri?
Anda boleh membeli paip tergalvani dengan bebas, tetapi kos produk sedemikian cukup tinggi, jadi keinginan untuk membuat paip tergalvani dengan tangan anda sendiri ditentukan, pertama sekali, oleh pertimbangan ekonomi.
Pada masa yang sama, pembuatan paip tergalvani tidak memerlukan penggunaan usaha khas, lekapan dan alat mahal khusus dan semacam pengetahuan profesional, sehingga setiap pengrajin rumah dapat mengatasi hal ini, di gudang senjata yang terdapat satu set pertukangan biasa alatan.
Proses pemasangan bingkai
Setelah menyiapkan semua bahagian untuk kapal, kami meneruskan proses pemasangan kapal dari keluli tergalvani dan papan dengan tangan kami sendiri. Untuk melakukan ini, anda perlu melakukan perkara berikut:
Bacaan yang disyorkan: Apakah ciri-ciri kapal Riviera?
- Di busur, perlu menggabungkan dua sisi dan kosong segitiga untuk busur. Paku atau skru mengetuk sendiri boleh digunakan sebagai elemen penghubung. Sekiranya blok menonjol di atas sisi, maka ia mesti dipotong menjadi satu tingkat.
- Langkah seterusnya adalah memasang spacer sementara. Proses ini mesti dilakukan dengan teliti. Supaya membongkok sisi tidak pecah, spacer diajukan pada sudut yang tidak terlalu besar.
- Setelah memasang spacer, perlu membengkokkan sisi lebih jauh. Sepasang tali atau sepasang pembantu akan melakukan silap mata.
- Kami mengganti bahagian belakang, menyesuaikan, menanggalkan celah yang diperlukan. Anda perlu cergas agar tidak meninggalkan jurang. Segala-galanya harus sesuai.
- Setelah selesai, kami memalu sisi dan melihat semua tonjolan.
- Setelah bahagiannya dipasang, kami memasang penyangga tetap sambil menanggalkan yang sementara. Berapa banyak perincian yang ditetapkan bergantung pada pilihan pemiliknya.
Sebelum mengikat bahagian kayu dengan paku atau skru mengetuk sendiri, perlu menggerudi lubang dengan gerudi. Kaedah ini mengelakkan papan retak.
Tahap terakhir dalam pemasangan struktur kayu akan bergeser pada bahagian bawah sisi, spacer dan lapisan lapisan antiseptik pelindung.
Ciri-ciri paip tergalvani
Paip logam tergalvani digunakan untuk melengkapkan cerobong; ia popular kerana beratnya ringan dan, oleh itu, kemudahan pemasangan. Cerobong tergalvani tidak memerlukan pembinaan pondasi, dan ini mengurangkan kos peralatan cerobong dengan ketara.

Paip sedemikian memenuhi piawaian keselamatan kebakaran, dengan suhu hingga 900 °, sehingga boleh digunakan untuk pengambilan asap dari dandang pemanasan bahan api pepejal.
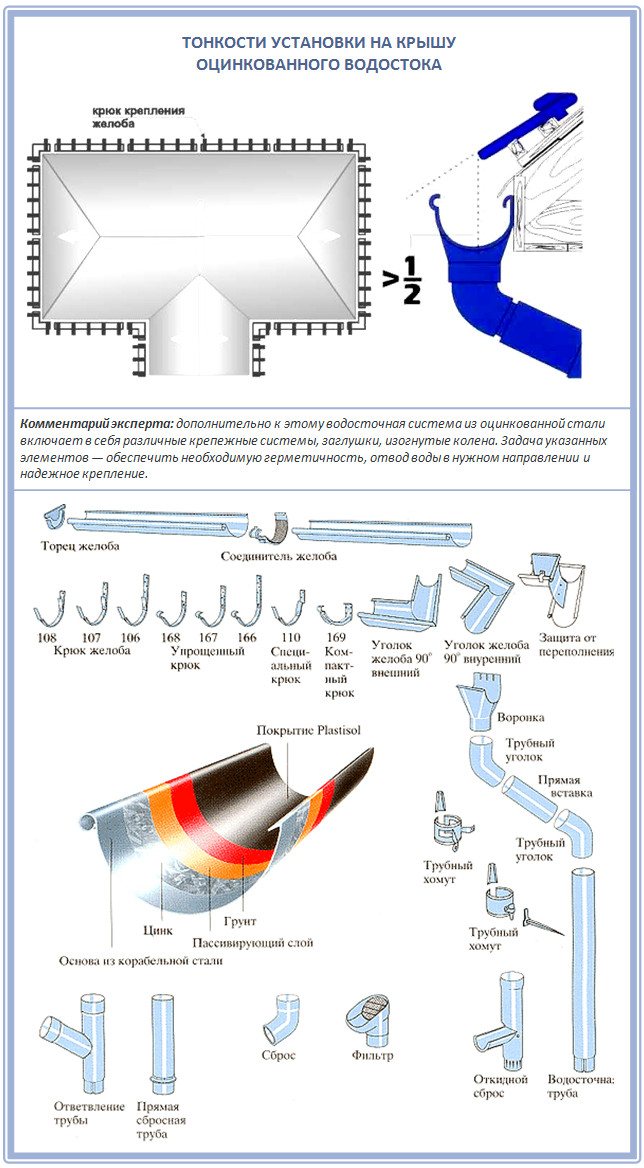
Juga, paip tergalvani dalam pembinaan rumah digunakan untuk melengkapkan talang. Paip seperti itu sudah cukup berpatutan dari segi kos, tetapi pada masa yang sama prosesnya dapat dibuat lebih murah dengan menggunakan produk buatan tangan.
Pembinaan produk tergalvani
Pengilang menghasilkan modifikasi litar tunggal dan dua cerobong asap ini.
Produk keluli tergalvani litar tunggal sering dipasang di dalam rumah atau dilapisi dengan bata.

Untuk mengelakkan pembentukan kondensasi, ia mesti dilindungi. Tidak digalakkan menggunakan cerobong litar tunggal yang diperbuat daripada keluli tergalvani tanpa penebat di luar.
Ia boleh diletakkan sendiri di kebab atau barbeku.
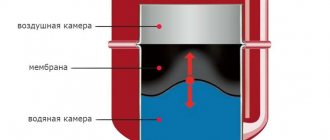
Pengubahsuaian litar dua (paip galvanis sandwic) dinamakan sedemikian kerana yang berlapis-lapis. Ia terdiri daripada tiga komponen, dua paip dalaman dan luaran, yang dilindungi dengan bulu mineral atau penebat tahan api yang lain.
Reka bentuk ini memanas dengan cepat, yang mengaktifkan operasi alat pemanasan dan meminimumkan jumlah kelembapan yang terkumpul di dinding.
Setelah mengutamakan paip sandwic tergalvani, kita dapat membincangkan penampilan estetik yang sesuai dengan keseluruhan reka bentuk luaran. Sebagai tambahan kepada teknologi yang dijelaskan di atas, struktur dibuat dari apa yang disebut keluli hitam.
Paip sandwic tergalvani ini menganggap bahawa paip yang dipasang di dalamnya akan terbuat dari keluli biasa.
Paip cerobong galvanis sandwic digunakan di rumah di mana terdapat dandang pemanasan, kompor atau perapian. Ia juga merupakan pilihan terbaik untuk mandi dan sauna.
Oleh kerana alat mandi berbeza dari rumah biasa, untuk menjaga suhu tinggi di bilik wap, struktur sandwic digunakan, dan ruang di antara mereka dipenuhi dengan bulu mineral, yang merupakan penebat haba dari komposisi yang ramah lingkungan dan pada masa yang sama ia tidak boleh terbakar pada suhu tinggi.
Apa yang diperlukan untuk membuat paip tergalvani
Di rumah, untuk membuat paip tergalvani, anda memerlukan kepingan timah, bahannya tidak memerlukan penggunaan usaha khas kerana kelembutan dan kemulurannya.
Timah dibuat dari industri dari keluli lembaran nipis dengan ketebalan 0,1 hingga 0,7 mm pada mesin gulung, setelah itu ditutup dengan lapisan pelindung anti karat dari kromium, timah atau zink. Akhirnya, bahan kerja dipotong menjadi ukuran standard, dengan lebar 512 mm hingga 2000 mm.

Kekuatan produk sedemikian sama sekali tidak kalah dengan rakan-rakan keluli, terutamanya jika bahan tersebut mempunyai pengeras tambahan, tetapi pada masa yang sama ia sangat plastik dan membolehkan anda memasang saluran paip yang kompleks secara manual. Lapisan anti karat melindungi paip dari persekitaran luaran.
Masalah paip seperti itu adalah kekuatan lenturan yang tidak mencukupi, oleh itu, untuk pembuatan bahagian terbuka, pengeras diperkenalkan ke dalam struktur untuk menguatkan produk.
- pelbagai jenis paip pelbagai saiz terdapat di kedai: litar tunggal;
- litar berganda (dibuat dalam bentuk sandwic dan terdiri daripada paip dalaman dan luaran);
- beralun, dicirikan oleh peningkatan fleksibiliti.
Nota! Di rumah, secara teknikal adalah mungkin untuk membuat paip litar tunggal.
Semasa memilih ketebalan lembaran, tujuan paip harus diambil kira. Sebagai contoh, paip tergalvani untuk penyingkiran gas serombong dari dapur dan perapian bahan api pepejal mesti mempunyai daya tahan yang meningkat terhadap suhu tinggi, dan pada masa yang sama sifat anti karat yang tinggi.
Ia penting! Semakin tinggi suhu medium kerja, semakin tebal dinding paip.
Instrumen
Untuk kerja, alat khas diperlukan untuk membengkokkan, mengukur sudut selekoh dengan betul dan memotong paip ke panjang yang dikehendaki.




Pemilihan produk
Ketahanan longkang bergantung pada bahan produk. Ia mesti tahan lama dan tahan terhadap perengsa luaran seperti suhu, hujan dan cahaya matahari.
Keperluan berikut dipenuhi:
- Keluli Cink. Ini adalah pilihan anggaran yang tidak tahan lama. Semasa mengeluarkan ais, strukturnya mudah rosak dengan linggis.
- Jubin logam bersalut polimer. Bahan bertoleransi dengan suhu yang sangat baik, tidak berkarat kerana lapisan. Walau bagaimanapun, ia tidak mempunyai sifat penebat bunyi.
- Keluli lembaran dengan cat sebagai pelindung. Yang terakhir dihancurkan oleh tekanan mekanikal, oleh itu, bendungan seperti itu mesti dikemas kini secara berkala.
- Plastik. Bahan ini tahan terhadap kakisan, cahaya UV dan pemendakan asid. Dalam hujan, praktis menenggelamkan suara.
- Aloi tembaga dan titanium. Pilihannya adalah yang paling dipercayai dan tahan lama, tetapi harganya lebih mahal daripada yang serupa.
Hampir semua pilihan melibatkan pilihan warna. Walau apa pun, anda harus memperhatikan parameter elemen. Jadi, jika luas cerun kurang dari 250 sq. meter, maka untuk selokan lebar 125 mm mencukupi, dan untuk paip dengan diameter 90 mm. Dalam kes lain, perlu memilih data besar.
Arahan untuk pembuatan paip tergalvani
Pertama sekali, anda perlu menandakan kepingan besi, menggunakan garis lipatan lipatan di satu sisi berukuran 5 mm, di sisi lain dua kali 5 mm setiap satu, lipatan di satu sisi harus lebih lebar daripada yang kedua untuk membentuk kuat jahitan pada masa akan datang. Bengkokkan lembaran pada sudut 90 ° di kedua sisi menggunakan sudut dan tang.

Ia penting! Bengkokkan bentuk secara beransur-ansur, bergerak dari satu tepi ke tepi yang lain di sepanjang garis lipatan.
Kemudian, dengan memutar benda kerja, lipatan terbentuk, sudut disesuaikan ke 135-140 °, mengetuk tepi timah dengan palu atau tukul dengan penyerang lembut, agar tidak merosakkan bahan produk. Selepas pembentukan lipatan, anda boleh meneruskan pembentukan paip itu sendiri.
Pasang benda kerja ke templat ukuran untuk membentuknya dan ketuk sekali lagi sehingga lipatan bersatu.
Tepi lebar sekali lagi dibengkokkan selari dengan satah produk pada sudut 90 °.
Peringkat terakhir adalah bergabung dengan hujung dengan jahitan rata menggunakan palu.
Sejajarkan lipatan, bengkokkan bahagian mendatar lipatan kedua, membungkusnya di lipatan pertama, dan kemudian bengkokkan jahitan ini, menekannya dengan kuat ke atas bidang paip.
Anda juga dapat mengukuhkan sambungan dengan keling logam menggunakan mesin kimpalan, walaupun selalunya paip tergalvani yang disambungkan dengan jahitan rata tidak memerlukan pengukuhan tambahan.
Dokumen normatif
Mari kita mulakan dengan yang paling rahsia dan misteri, hakikatnya untuk jenis bahan itu tidak mempunyai standard tersendiri. Ini adalah bagaimana, produk itu sendiri telah wujud dan dihasilkan sejak sekian lama, tetapi GOST untuk paip logam tergalvani tidak wujud.
Nota! Untuk masa yang lama, pengeluaran paip galvanis telah dilakukan sesuai dengan standard untuk paip logam, dari mana rangkaian produk dipinjam.
Sebenarnya, bahan tergalvani dihasilkan mengikut dokumentasi berikut:
- Pembuatan paip logam sesuai dengan GOST 3262 75;
- Paip galvanis yang dikimpal secara elektrik membujur mengikut GOST 10704 91.
Sekiranya jelas dengan standard pertama, maka tidak jelas mengapa GOST kedua digunakan untuk paip tergalvani? Perkara ini cukup mudah untuk dijelaskan. Faktanya adalah bahawa saluran paip biasanya terdedah kepada tindakan luaran yang agresif yang menyebabkan kakisan, khususnya, paip dikimpal membujur sangat sesuai untuk menyelesaikan masalah ini, iaitu.mereka mempunyai harga yang rendah, tetapi pada masa yang sama mereka sangat terlindung dari kakisan.
Nota! Tidak ada larangan pengeluaran bahan seperti itu - jenis spiral atau lancar, mudah dihasilkan dengan kekuatan tinggi dan berdinding tebal tidak diperlukan. Dan pemasang boleh membuat galvanis sejuk selepas kerja selesai.