




Akýkoľvek stavebný materiál má svoje vlastné funkčné obdobie. Keď to skončí, musíte vymeniť opotrebovaný výrobok. To platí aj pre potrubia. Dnes sa polypropylénové výrobky inštalujú tak ľahko, že umožňujú úplne nahradiť vykurovací / vodovodný komplex bez väčších ťažkostí. Musíte len vedieť, ako pripojiť polypropylénové rúry.
Tento materiál je dobrý, pretože výrobky majú nasledujúce vlastnosti:
- Odolné. Dokážu zvládnuť poklesy tlaku a vystavenie vysokej teplote bez zmeny vlastných ukazovateľov;
- Dlhotrvajúci;
- Odolný voči korozívnym účinkom;
- Ľahká inštalácia. Na inštaláciu je potrebné ich len zahriať pomocou špeciálneho zariadenia, vykonať pripojenie pomocou armatúr. Na spojenie kovovej rúry s polypropylénovou rúrou sa používajú aj tvarovky.
Nástroje
Jednoduchá inštalácia je prvou a hlavnou výhodou polypropylénových rúr, v skutočnosti budú potrebné ďalšie materiály a nástroje.
- polypropylénové rúry,
- ceruzka,
- svorky na pripevnenie rúr,
- ruleta,
- spojky,
- Ohrievače Merilon,
- rohy. Potrebujeme výrobky dvoch typov: pri 45 a 90 stupňoch,
- MRV-ušatý. Používa sa na upevnenie mixéra,
- Výstupy MRV a MRN so železným závitom,
- spájkovačka,
- nožnice na plastové výrobky.
Inštalácia
Ako správne nainštalovať systém pomocou polypropylénových rúr, aby bol výsledok odolný, zvážime nižšie. Ak stále máte pochybnosti o svojich schopnostiach alebo si netrúfate na samostatnú výmenu výrobkov, zabudnite na to navždy. Faktom je, že nesprávne spájkovanie takýchto rúrok sa dá navyše napraviť spojkami.
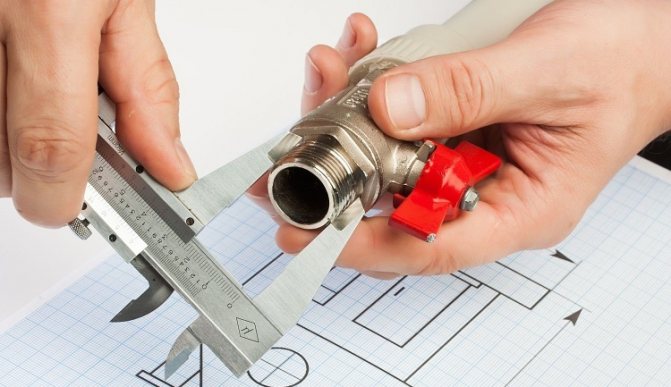
Poradenstvo! Pri výbere polypropylénových výrobkov sa riaďte priemerom schátraných rúrok, čo pomôže výrazne zjednodušiť inštaláciu celej konštrukcie.
Zvárané spoje
Zvárané spoje sú jednodielne. Technológia spájania polypropylénových rúr: pri tavení sa makromolekuly jednej časti presunú do druhej (interdifúzia).
Organicky sa k nim topí tavenie pomocou kúrenia elektrickým zváracím strojom.
Potrebný nástroj
- Spájkovačka na PP rúry a pílka na kov alebo nožnice, zvinovací meter.
- Budete tiež potrebovať polypropylénové rúry a tvarovky.: spojky pre polypropylénové rúry, rohy, závitníky, dymové pásky.
- Zváračka sa skladá zo samotného vykurovacieho telesa a zváracích dýz s priemerom od 16 do 40 mm. Keď jeho indikátor zhasne, znamená to, že bola dosiahnutá požadovaná teplota +260 stupňov (za 10 - 15 minút). Pri teplotách pod bodom mrazu sa zváranie nevykonáva.
- Pre rúry s priemerom menším ako 63 mm sa používa zváranie hrdlom.
- Pre rúry s priemerom viac ako 63 mm je vhodné zváranie na tupo, ktoré nevyžaduje žiadne ďalšie diely.
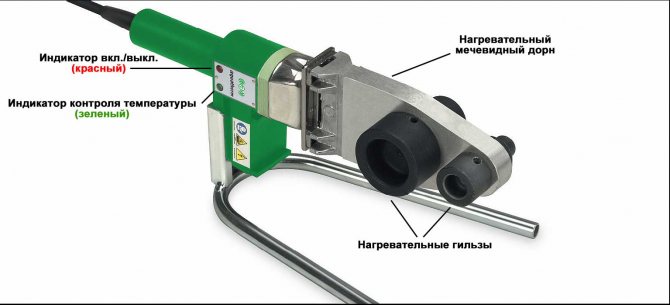
Ručné zariadenie na zváranie polypropylénových rúr
Postup zvárania zásuviek
- Rúry prerezávame v pravom uhle.
- Dali sme značku - hĺbku zásuvky + 2 mm

Namontovanie dielov, ktoré sa majú spojiť, s príslušnými prílohami
- Pripojenie polypropylénových rúrok začíname ohrievaním častí vykurovacím zariadením.
- Potom spojíme časti.
- Spojenie polypropylénu s hliníkovou medzivrstvou je možné cez perforované otvory. To výrazne zvyšuje pevnosť potrubí PN 25.
- Vďaka tvarovkám s mosadznými a chrómovými vložkami sú rúry dobre spojené s oceľovými časťami, vodovodnými armatúrami.Holiaci strojček je nástroj na odizolovanie vystužených rúrok.

Tabuľka parametrov zvárania
Zváranie na tupo
Ako pripojiť polypropylénové rúry pre vonkajšiu kanalizáciu?
Tupým zváraním, ktoré je možné, ak je hrúbka steny viac ako 4 mm.
- Najskôr zváracie miesta vytrhneme, kým nebudú rovnobežné.
- Zahrejeme a pomocou centrovacích prístrojov zaistíme presnosť zvárania.

Zváranie na tupo
Dôležité! Pri zváraní vetráme miestnosť: polypropylén fajčí a vydáva vodnú paru a oxid uhličitý.
Po pochopení toho, ako sú polypropylénové rúry spojené a pri dodržaní bezpečnostných opatrení, môžete rýchlo a efektívne vykonať akékoľvek z ich spojení.
Páčil sa vám článok? Prihláste sa na odber nášho kanála Yandex.Zen


Difúzne zváranie
Výrobky z polypropylénu je možné spájať niekoľkými metódami, ale najobľúbenejšie je difúzne zváranie. Pre spoľahlivé upevnenie výrobkov sa tu používajú armatúry: spojky, uhly a adaptéry.
Je zaručené, že polypropylénové rúry v systéme zásobovania studenou vodou vydržia až 50 rokov. Asi štvrťstoročie budú môcť slúžiť pri usporiadaní zásobovania teplou vodou. Pamätajte, že životnosť týchto výrobkov závisí od tlaku a teploty vody v konštrukcii.
Polypropylénové potrubie má veľkú rezervu bezpečnosti, ktorá mu umožňuje odolávať všetkým transformáciám v systéme. Indikátory vysokého tlaku a nízkej teploty teda nijako neovplyvnia trvanlivosť výrobkov. Rovnaký účinok na polypropylénové rúry bude mať nízky tlak s vysokou teplotou. Ale indikátory vysokého tlaku a teploty zaznamenané v systéme v jednom okamihu skrátia životnosť výrobkov o 5-7 rokov. V domácich potrubiach nedochádza k nadmernému zaťaženiu, ktoré by mohlo potrubie poškodiť, takže sa toho netreba obávať.
Poradenstvo! Polypropylénové rúry, pre ktoré sa použili trvalé spoje, sa už nedajú demontovať.
Kategórie polypropylénových rúr
Všetky polypropylénové rúry sú rozdelené na:
- PN 25. Rúra vydrží 2,5 MPa. Používa sa vo vykurovacích systémoch a systémoch zásobovania teplou vodou.
- PN 20. Univerzálne potrubie, talentované tak, aby vydržalo 2 MPa. Môže byť použitý na dodávku studenej a teplej vody za predpokladu, že teplota systému nie je vyššia ako 80 ° C. Polypropylénová rúrka tejto kategórie patrí k produktom veľkej pevnosti, pretože jej vnútorná časť je vystužená fóliou.
- PN 16. Potrubie pre nízkotlakové vykurovacie systémy a prívod studenej vody.
- PN 10. Tenkostenné potrubie, ktoré odolá tlaku 1 MPa. Je široko používaný v konštrukciách podlahového vykurovania (ale pri teplotách nie vyšších ako 45 ° C) a dodávkach studenej vody (do +20 ° C).
Video s dobrými príkladmi použitia potrubí určitej kategórie pomôže určiť tak zložitú voľbu:










Ako pripojiť polypropylénové potrubie bez pomoci zváracieho zariadenia
Na inštaláciu vodovodných systémov, ktoré sa majú prevádzkovať pri nízkej úrovni tlaku, sa používa nízkoteplotný spôsob spojovania potrubí. Používa sa špeciálne lepidlo, ktoré umožňuje pripojenie polypropylénovej rúry a tvarovky na molekulárnej úrovni. Pripojenie tohto typu sa zriedka používa na inštaláciu celého systému, je to vynikajúci spôsob opravy systému v miestnostiach so zvýšeným nebezpečenstvom požiaru alebo modernizácie existujúceho systému.
Dôležité! Po dokončení inštalačných prác je potrebné počkať nejaký čas, od 10 do 20 minút, v závislosti od kvality potrubia a typu polyméru zvoleného na jeho výrobu.
Lepiaci spoj je pripravený na použitie po stuhnutí vrstvy skvapalneného polyméru, výrobca na obale uvádza interval, po ktorom je potrebné počkať po ukončení práce.
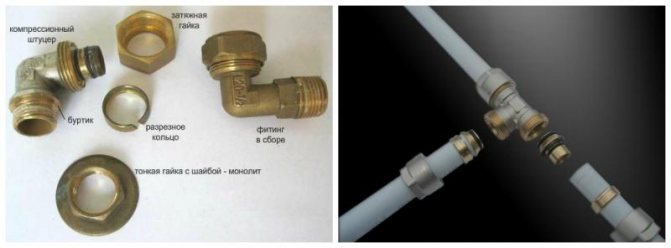
Typy tvaroviek
Spojte dve rúry vyrobené z rôznych materiálov (železo a polypropylén) pomocou špeciálnych tvaroviek. Pomáhajú tiež pri pripájaní vodovodných armatúr k oceľovým tvarovkám. Vložky na armatúrach sú potrebné pre spoľahlivé upevnenie výrobkov a môžu byť mosadzné alebo pochrómované. Ako ich správne aplikovať a kde je lepšie, sa momentálne nebudeme dotýkať, ale berieme do úvahy iba ich odrody - to sú:
- priečnik,
- kombinované odpaliská,
- spojky,
- rohové guľové ventily a priame,
- zástrčka,
- štvorce pri 45 a 90 stupňoch,
- koleno (trojité alebo na pripojenie monotónnych potrubí),
- priechodný odtok vody,
- prechod. Má vonkajší závit alebo plastový typ DG,
- zvárané sedlo,
- kombinované spojky,
- kombinované kolená pre rúry,
- kombinované lakte pre prístroje.
Vystužený plast a polypropylén
Ako spoľahlivo spojiť kovoplastovú rúrku s polypropylénovou rúrkou? Existujú tri hlavné spôsoby, ako vytvoriť riadky, ako je tento:
- pomocou spojok a dvojice tvaroviek určených pre konkrétne typy rúr;
- príruby s kovovými podložkami;
- pomocou obojstranných polyetylénových spojok a tvaroviek: najspoľahlivejšia a osvedčená metóda používaná pre vykurovacie systémy.
Upevnenie odbočných rúrok sa vykonáva zváraním alebo použitím závitu. Kovanie pre kovoplast je vyrobené iba z kovu. V takýchto systémoch sa nepoužívajú príruby. Fumová páska zaisťuje ďalšie utesnenie spoja.

Pripojenie armatúry
Pohyb spájajúci potrubie
Lepenie polypropylénových výrobkov je jednoduchý proces, ktorý si však vyžaduje opatrnosť a presnosť. Aby ste urobili všetko správne, musíte si prečítať pokyny, ktoré sú súčasťou spájkovačky. Je lepšie vykonávať všetky práce na spájkovacích rúrach postupne.
Najprv urobme diagram! Nový vodovod sa začína značením kohútikov, filtrov, ohybov a ďalších detailov. Po dokončení vypracovania podrobného diagramu je možné pokračovať v čiastočnej montáži potrubia. Niektoré časti je možné spojiť bez spájkovania pomocou lepidla, iné však vyžadujú špeciálny nástroj. Aby bol proces spájkovania ľahký, udržujte rúrky striktne vodorovne.
Aby ste mohli spojiť rúry umiestnené vertikálne, budete potrebovať asistenta. Druhá osoba by mala výrobok opraviť iba na svojom mieste a po vybratí spájkovačky zo stojana začnete spájkovať. Poslednou etapou je montáž zostávajúcich častí do jednej konštrukcie. Hodí sa sem aj asistent.
Na pripojenie polypropylénových výrobkov s priemerom viac ako 63 cm sa používa zváranie na tupo. Táto metóda upevnenia výrobkov sa považuje za najspoľahlivejšiu a na jej vykonanie nie sú potrebné žiadne ďalšie diely.
Zváracie spojenie polypropylénových rúrok
Pri zváraní výrobkov s prierezom do 6,3 cm sa uprednostňuje zváranie zásuviek alebo zásuviek. V tomto prípade sú rúry spojené pomocou 3. časti - spojky.
Na pripojenie polypropylénových rúrok s priemerom viac ako 6,3 cm sa odporúča použiť zváranie na tupo.
Zásuvkové zváranie polypropylénových rúr
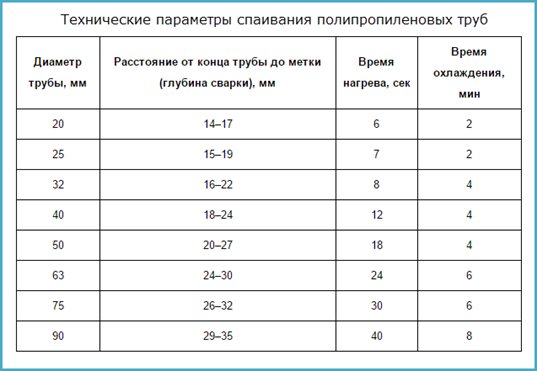
Obrázok 5. Tabuľka doby zvárania pre polypropylénové rúry.
Na zváranie plastových výrobkov sa používa špeciálny zvárací stroj s tryskami (obr. 4). Vykurovacie články sú vyrobené vo forme objímky na ohrev vonkajšej plochy potrubia a tŕňa na ohrievanie vnútornej plochy. Štandardné hroty sú vybavené teflónovou vrstvou a majú priemer 1,6 až 4 cm.
Zvárací stroj je inštalovaný na stole alebo na inom vodorovnom podstavci, pomocou špeciálnych kľúčov sú pripevnené vymeniteľné vykurovacie články. Potom sa nastaví požadovaná teplota, pri ktorej sa prístroj 10 minút zahrieva. Doba zvárania polypropylénových rúr závisí od ich priemeru (obr. 5).
Zváranie zásuviek sa vykonáva nasledovne:
- konce prvkov, ktoré sa majú spojiť, sú umiestnené na prílohách;
- požadovaný čas topenia sa udržuje podľa tabuľky;
- plastové výrobky sa odstránia z príloh a navzájom sa spoja;
- sa zachová požadovaný čas chladenia.
Zváranie polypropylénových rúr na tupo
Tento typ zvárania sa môže vykonávať medzi výrobkami s hrúbkou steny najmenej 4 mm. Ak ich priemer presahuje 5 cm, potom sa na prácu používa špeciálny stacionárny zvárací stroj. Takéto zariadenie sa používa aj vtedy, keď je potrebné získať vysoko presný zvar.
Pred začatím inštalačných prác by sa mali spojovacie konce odrezať, čo umožní ich rovnobežnosť. Potom môžu byť tepelne ošetrené pomocou špeciálneho vykurovacieho disku. Počas práce sa odporúča používať centrovacie zariadenie. Postupnosť pripojovacích prác je podobná ako pri zváraní zásuviek.
Nie je nič ťažké spojiť polypropylénové rúry. Rovnako ako u väčšiny technológií budov je potrebný správny súlad so všetkými zavedenými normami. V tomto prípade bude proces prebiehať nielen rýchlo, ale tiež vám umožní dosiahnuť vysoko kvalitný výsledok.
Prístroj Fusiotherm
Studené polypropylénové rúry sú navinuté a na ich miestach utiahnuté, potom sú kĺby spracované prístrojom Fusioterm. Ak sa vyžaduje zváranie dvoch koncov výrobkov, musia sa vložiť do špeciálneho otvoru v prístroji. Potom sa spájkovací prístroj zapne, nechá sa zahriať na 260 stupňov, potrubia sa vložia do špeciálneho otvoru, vydržia stanovený čas, odstránia sa a spoja.
Poradenstvo! Pred zváraním musí byť regulovaná teplota ohrevu.











