Voľba spôsobu spájkovania pre HDPE rúry

Metódy spájkovania HDPE
Existuje niekoľko základných spôsobov spájkovania HDPE rúr. Pre rôzne pracovné podmienky sú vhodnejšie rôzne metódy. Všetky majú výhody a nevýhody, čo často komplikuje výber. Informácie o konkrétnych podmienkach však pomôžu určiť typ spájkovania.
V mnohých prípadoch je pri inštalácii potrubia veľmi dôležité zachovať flexibilitu celého úseku. Prevádzku môžu komplikovať akékoľvek tuhé neohýbajúce sa prvky. V tomto prípade je najlepšou voľbou zváranie na tupo. Jeho implementácia je celkom jednoduchá a nevyžaduje drahé komponenty.
Vykonávanie práce na ťažko dostupných miestach si vyžaduje spájkovanie zásuviek. Pomôže to spojiť časti potrubia, aj keď sú navzájom absolútne nehybné.
Elektrofúzna metóda príde na pomoc, keď sa plánuje pripojenie vo veľmi obmedzenom priestore. Táto metóda sa tiež považuje za jednu z najrýchlejších, čo môže byť zásadným faktorom pri výbere.
Dôležité! Ak je potrebné spojiť diely po celú dobu práce a trvalé pripojenie sa nepredpokladá, je logickejšie použiť nie spájkovanie, ale bežné odpojiteľné pripojenie.







závery
Spájkovanie plastových rúrok sa veľmi líši od kovových, ale s vážnym prístupom nie je ťažké to urobiť správne vlastnými rukami.
Nepotrebujete ani veľkú sadu špecifického vybavenia, najnutnejšie veci si môžete jednoducho požičať.
Cena rúr, ktorá je 32, čo má priemer 100 mm, je taká nevýznamná, že nebude vôbec nákladné urobiť malú zásobu a dobre zacvičiť. A keď budete mať plné ruky práce, narazenie do existujúceho systému alebo zostavenie nového nebude problém.
strojvannu.ru
Zváranie polyetylénových rúr na tupo

Zváranie na tupo
Najbežnejším spôsobom spájania HDPE je zváranie na tupo. Je to naozaj veľmi ekonomické a ľahko použiteľné. Okrem toho poskytuje dostatočný zdroj pripojenia. Metóda vyžaduje špecializované zváracie zariadenie. Metóda je vhodná pre tie miesta, kde sa potrubia pohybujú dostatočne voľne a kde je žiaduce ponechať túto pružnosť.
Metódu je možné použiť na kladenie otvorených rúrok, ako aj do zákopov.
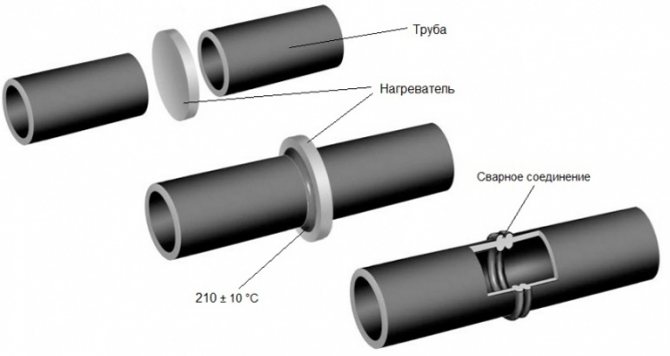
Postup zvárania na tupo:
- Dva kusy zapadajú do držiaka zváračky, ktorý vedie obrobky proti sebe bez posunutia.
- Ďalej sú jednotky v držiaku pripevnené svorkami.
- Pomocou alkoholového roztoku musia byť hrany očistené od rôznych kontaminantov. Je vhodné použiť materiály, ktoré po sebe nezanechávajú vlákna.
- Okraje sú tiež mechanicky opracované orezávaním. Dostávajú príslušnú formu. Spracovanie sa vykonáva až do okamihu, kým sa triesky neobjavia s hrúbkou menšou ako 0,5 mm.
- Potom musí kapitán ručne skontrolovať paralelnosti koncov. Ak sa vyskytnú medzery, postup orezania sa opakuje.
- Vykurovacie teleso súčasne ohrieva konce spájaných výrobkov.
- Akonáhle sa okraje trochu roztavia, ohrev sa zastaví a samotné výrobky sú navzájom pevne spojené. Časti sú stlačené, kým spojenie nemá dostatočnú pevnosť. Väčšinou stačí 5-10 minút.
- Po vykonaní práce je potrebné starostlivo skontrolovať zváraný šev a tiež sa ubezpečiť, že je spojenie pevné.

Koniec obrábania
Konečná kvalita spájkovania veľmi závisí od kvality prípravných prác.Dobre brúsené a pripravené hrany sú oveľa lepšie navzájom zvarené. Môže sa tak dosiahnuť veľmi dobrý výsledok.
Dôležité! Zváranie na tupo musí byť vykonané pomocou jedného švu. V opačnom prípade bude pevnosť a trvanlivosť spojenia minimálna.








Zásuvkové zváranie HDPE rúrok

Zváranie zásuviek
Zásuvkové zváranie má iný postup a inú sadu materiálov. Na vykonanie práce budete určite potrebovať spájkovačku na HDPE rúry, ako aj sadu trysiek. V takýchto spojoch sa často používa ďalšie vybavenie, napríklad rohy a výstredníky. Spojenie koncov výrobkov sa vykonáva po pripevnení armatúr k nim.
Pri práci sa používa spájkovačka na polypropylénové rúry, ktorá obsahuje niekoľko kovových častí. Tieto časti zahrievajú plastové agregáty. Jedným z nich je tŕň - špeciálny prvok, ktorý je vložený do vnútornej strany tvarovky. Druhý, rukáv, slúži na ohrev samotného miesta.
Spojovacie zváranie vyžaduje špeciálnu prípravu. Musíte podniknúť niekoľko opatrení, ktoré pomôžu zlepšiť kvalitu pripojenia:
- Obrobky musia byť orezané a vyrovnané presne proti sebe.
- Okraje musia byť očistené od nečistôt a zvyškov plastov.
- Rúry, ktoré sa momentálne nepoužívajú, musia byť upchaté, aby nedošlo k ich upchatiu.
- Je potrebné skontrolovať spájkovacie zariadenie, či v ňom nie sú nečistoty alebo zvyšky plastov z minulých prác. V prípade potreby vyčistite.
Po vykonaní všetkých prípravných prác môžete s pokojom pokračovať v implementácii tejto metódy zvárania. Objednávka implementácie:
- Časti, ktoré sa majú spojiť, sa ohrejú spájkovačkou na určitú teplotu. Zvyčajne samotné zariadenie monitoruje túto teplotu, ktorá v pravý čas dá signál na zastavenie ohrevu.
- Rúrka je násilne vložená do objímky a tvarovka sa nasunie na tŕň. Na vykonanie týchto operácií je často potrebné vynaložiť značné úsilie. Je potrebné úplne zasunúť diely.
- Prebytočný plast sa vytlačí a vytvorí sa krúžok v tvare krúžku.
- Potom musia byť obidve časti z náradia odstránené a pevne spojené.
- Po úplnom ochladení môžete pokračovať v práci na pripojení potrubia.
Dôležité! Počas chladenia je potrebné zabezpečiť úplný zvyšok spojenia. Akýkoľvek vplyv v tejto fáze môže narušiť tesnosť spojenia.
Čas spájkovania nájdete v normách, v ktorých je tento čas uvedený v závislosti od priemeru dielov.
Pripojenie armatúry
Je tiež potrebné pamätať na to, že pri pripájaní potrubia a tvarovky je potrebné vyvinúť silu iba dovtedy, kým nebudú časti spočívať. Ak budete naďalej ovplyvňovať, môžete narušiť integritu spojenia, čo v budúcnosti spôsobí negatívne následky.
Inštalácia zváraním
K ukladaniu komunikácií týmto spôsobom dochádza v nasledujúcom poradí:
- Po odrezaní kusu rúry požadovanej veľkosti pomocou špeciálnych nožníc sa z jeho okraja odstráni skosenie pod uhlom 45 stupňov. Prečítajte si, ako rezať rúrku pri 45 stupňoch, aby bola dokonalá.
- Pripravený kus výrobku sa nainštaluje na trysku spájkovačky, to isté sa robí so spojovacou armatúrou, ktorá je umiestnená na druhej tryske.
- Potom sa diely zahrejú na vopred určenú teplotu, zvyčajne asi 270 stupňov, po ktorej sa rýchlo odstránia z trysiek a spoja.
- Potom by miesto na dokovanie malo na pár minút vychladnúť. Tento postup by sa nemal robiť násilne, pretože to najviac negatívne ovplyvní kvalitu švu.
- Podľa projektovej dokumentácie je potrebné položiť komunikácie, pričom v určitom poradí spojíme všetky PE rúry s tvarovkami a vykurovacími radiátormi. Spájkovanie je ukončené na výstupe z vykurovacieho kotla.
- Po naplnení systému vodou sa vykurovacia jednotka zapne. Všetky kĺby sa starostlivo kontrolujú na tesnosť. Ak je všetko v poriadku, nastaví sa tlak na kotol a z radiátorov sa uvoľní vzduch.
Elektrofúzne zváranie

Elektrofúzne zváranie
Špeciálny typ zvárania zásuviek, ktorý spočíva v použití špeciálneho zariadenia. Toto spojenie pomáha dosiahnuť vysokú pevnosť a trvanlivosť hotovej konštrukcie. Metóda sa realizuje pomocou elektrických spojok, ktoré už majú vnútri vykurovacie články.
Možno použiť tvarovky s vnútornými vykurovacími prvkami. Špirály materiál zahrievajú, vďaka čomu je poddajný. Potom sa obe časti spoja a je zabezpečené spoľahlivé monolitické spojenie.
Nástroje na tento druh zvárania sú oveľa nákladnejšie, ale funkčne sú omnoho lepšie. Použitie elektrofúznych objímok zaisťuje, že vo vnútornej časti nie sú prstencové krúžky, a zaisťuje dobrý priechod vody. Ďalšou výhodou je, že táto metóda nevyžaduje priame použitie zváracieho zariadenia. To pomáha vykonávať prácu v stiesnených podmienkach.
Postup elektrofúzneho zvárania:
- Časti, ktoré sa majú spojiť, sa vyrežú na správnych miestach.
- Konce výrobkov, ako aj elektrická spojka sú očistené od kontaminácie.
- Na povrchu sú ponechané príslušné značky, ktoré pomáhajú určiť hĺbku zasunutia spojky.
- Pomocou drôtov je elektromagnet spojený so zváracím zariadením.
- Na prístroji stlačí majster tlačidlo na začatie zvárania, ktoré začne ohrievať prvky.
- Hneď ako sa proces skončí. Prístroj sám vypne kúrenie.
- Asi po hodine sa spojenie úplne ochladí a je možné ho uviesť do prevádzky.

Koncovky
Pred začatím zvárania sú konce nepoužitých potrubí najlepšie zakryté špeciálnymi zátkami, aby sa zabránilo ochladeniu.
Počas zvárania je dôležité udržiavať diely v tuhej polohe. To je možné vykonať pomocou špeciálnych držiakov alebo stojanov. Konečný zvar nesmie byť hrubší ako 0,5 hrúbky steny.
Montáž do zásuvky
Je potrebné poznamenať, že v domácich dokumentoch nenájdete žiadne normy na vykonávanie spájkovania zásuviek. Je opísaná iba v európskych normách DVS 2207-15. Pokyny krok za krokom, ako zvárať HDPE rúry spojkami:
- Pred začatím práce si budete musieť pripraviť komunikáciu. Za týmto účelom je vonkajší povrch očistený od rôznych znečisťujúcich látok: prachu, mastnoty. To je možné vykonať vlhkou handričkou a alkoholovým roztokom alebo špeciálnou zmesou. Predáva sa v inštalatérskych obchodoch;
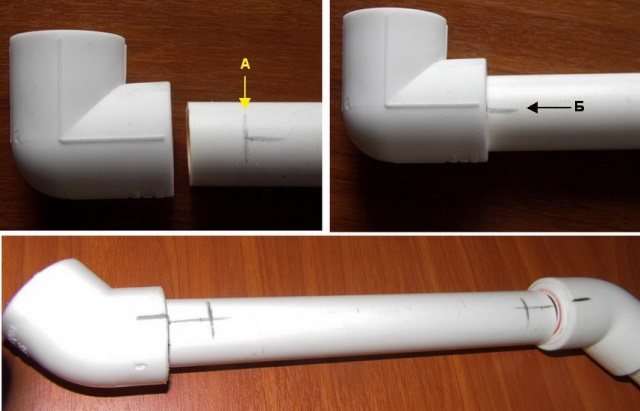
- Potom, čo je kĺb uvedený do poriadku. Hustota zapínania závisí od plynulosti rezu. Mali by ste chodiť po konci rúry brúsnym papierom alebo ho vyčistiť pokrčenými novinami. Po spojení potrubia je HDPE orezaný tak, aby vytvoril skosenie 1 mm pri 45 stupňoch, čo je veľmi dôležité pre pevné upevnenie; Foto - dokovanie
- Ďalej musíte nainštalovať ohyby do spojky. Je rozdelená na dve polovice: prvá sa nasadí na rúrku (to je tŕň) a druhá časť sa vloží do druhej (to je objímka). Je potrebné poznamenať, že s nasadením objímky by sa malo začať až po zahriatí nástroja; Foto - pripojenie
- Predhriata tryska sa vloží do komunikácie čo najrýchlejšie, po ktorej sa do nej vloží druhá vetva;
- Segmenty musíte posúvať veľmi opatrne, ale rýchlo, inak môžete polyetylén prehriať. Ak je všetko vykonané správne, potom spod spojky začne vytekať tekutý plast.
Po dokončení ohrevu a zvárania musíte odstrániť objímku a upevniť rúry na pevný povrch.
S prírubami sa pracuje ešte ľahšie.Sú to závitové pripojenia na inštaláciu. Podľa toho je na jednom konci komunikácie vyrezaný závit, do ktorého je prvok zaskrutkovaný, a na ňom je už nasadená rúrka. Spoj sa zahreje sušičom vlasov alebo spojkou.
Foto - príruba PND
Potrebné vybavenie a náradie

Nástroje
Spájkovanie rúr z HDPE je nemožné bez použitia množstva špeciálnych zariadení. Najdôležitejšou vecou je v tomto prípade zváračka. Jedná sa o špeciálne zariadenie, ktoré obsahuje vykurovacie teleso. Držiaky rôznych príloh vychádzajú z tohto prvku. Práve tieto dýzy sa používajú na roztavenie materiálu.
Zváranie polyetylénových rúr na tupo si vyžaduje aj špeciálne meracie a centrovacie komponenty. Sú nevyhnutné pre zreteľnú fixáciu výrobkov oproti sebe.
Zvyčajne sa kuchynské spotrebiče nepoužívajú doma. Používajú sa v priemysle aj u profesionálnych inštalatérov. Je to z dôvodu zvýšenej zložitosti takýchto prác a rizika únikov. Ale niekedy sa dá takáto práca robiť aj ručne. Ak totiž budete dodržiavať jednoduché pravidlá, všetky riziká sa minimalizujú.
Spolu s spájkovačkou môžete na prácu potrebovať:
- ruleta;
- profesionálna rezačka rúr;
- prostriedky na odmasťovanie a čistenie povrchov;
- značka na zapisovanie značiek.
Nožnice alebo rezačka rúr sa často dodávajú s spájkovačkou, takže si ju pravdepodobne nebudete musieť kupovať osobitne.
Na zváranie zásuviek budete tiež potrebovať samostatnú sadu tvaroviek rôznych veľkostí. Môžu to byť priame alebo uhlové spojky, odbočky, rozdeľovače alebo odbočky.
Niekedy sa tiež používajú ďalšie nástroje na tvrdé spájkovanie rúr, ktoré remeselníkovi pomôžu vykonať prácu čo najefektívnejšie.
Účel

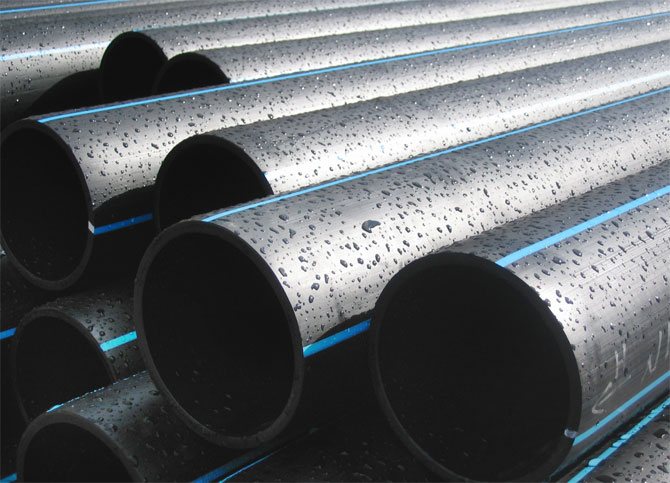
Potrubie
Svojpomocnú inštaláciu polyetylénových rúrok má každý laik. Hlavnou vecou je dodržiavať pokyny výrobcov. Pri kúpe akejkoľvek rúry sa pozrite na jej vzhľad: musí byť čistá a rovnomerne sfarbená, aby nedošlo k poškodeniu materiálu. Nie sú povolené žiadne mechanické deformácie alebo škrabance.
Používajú sa polyetylénové rúry:
- pri inštalácii systému prívodu studenej vody;
- výstavba kanalizácie;
- v odtoku a žľabe.
Nepoužívajte polyetylénové rúry na dodávku teplej vody alebo do vykurovacieho systému - neznášajú teploty nad + 40 ° C. Okrem toho je nemožné zostaviť a prevádzkovať také potrubia v miestnostiach, kde je teplota nižšia ako + 5 ° C. Za studena polyetylén stráca svoju plasticitu a pružnosť, takže môže dôjsť k porušeniu tesnosti.
Ako sa spájajú polypropylénové rúry na ťažko dostupných miestach

Ťažko dostupné miesta
Medzi ťažko dostupné miesta zvaru patria stropné priestory, bodky v rohoch a obmedzené priestory, kde nie je možné inštalovať samostatné spájkovacie stroje.
Problém je možné vyriešiť pomocou háku, ktorý unesie váhu spájkovačky. Na ňom je zavesený nástroj a v tejto polohe sa pracuje. V obmedzených podmienkach sa tiež široko používajú elektrofúzne kĺby. Nevyžadujú inštaláciu zváracieho stroja v bezprostrednej blízkosti zváraných častí. Používajú sa iba spájkovacie tvarovky HDPE, ktoré sú k zariadeniu pripojené pomocou drôtov.
Ak sú rúrky, ktoré sa majú zvárať, veľmi blízko seba, použije sa metóda striedavého ohrevu koncov. Najskôr sa jeden koniec zahreje na vyššiu teplotu, ako je potrebné. Potom sa druhá časť zahreje čo najrýchlejšie.
Dôležité! Niekedy je potrebné spájkovať dve rúry bez zmeny ich dĺžky. Potom pomôžu otočné tvarovky, ktoré pomôžu spájkovať rúry v rôznych rovinách a potom ich spojiť.
Spájkovanie v rohoch sa vykonáva so zvýšenou pozornosťou pri všetkých meraniach. Tu je veľmi dôležité udržiavať pravý uhol, aby nebol narušený tok kvapaliny. Používajú sa spojky s 90 stupňovým uhlom natočenia. Všeobecne sú metódy zvárania rovnaké ako pri konvenčných priamych rezoch. Odporúča sa zakúpiť spojky a rúry od rovnakého výrobcu. To umožňuje dosiahnuť lepšiu zhodu materiálov, ktoré sa majú spájkovať.




Vlastnosti inštalácie rúrok zo zosieťovaného polyetylénu

Inštalácia rúr z XLPE
Výrobky vyrobené z takzvaného zosieťovaného polyetylénu sa môžu používať v teplovodných potrubiach alebo vo vykurovacích systémoch. Je to polymér s vysokou hustotou vystavený ožarovaniu elektrónmi. Pod ich vplyvom vytvárajú molekulárne reťazce jednu trojrozmernú štruktúru.
Na rozdiel od bežného polyetylénu je tento materiál vysoko odolný voči extrémnym teplotám a tlakom. Pri absencii mechanického namáhania je schopný pracovať v rozmedzí od -120 do + 120 ° C.
Rúry sú inštalované dvoma spôsobmi:
- lisovacie tvarovky;
- pomocou lisovacích tvaroviek pre plastové rúry.
V prvom prípade sa pri zostavovaní vlastnými rukami nevyžaduje špeciálne náradie. Potrebujete iba plastové orezávače a dva kľúče.
Postup:
- Na jeden koniec rúrky je navlečená lisovacia matica so závitom smerom k voľnému koncu.
- Potom sa nasadí štiepací krúžok a rúrka sa úplne natlačí na tvarovku.
- Lisovacia matica je utiahnutá kľúčom.
Lisované tvarovky alebo lisovacie tvarovky sú jednodielne a vyžadujú lisovací nástroj.
Pri montáži:
- Na rúrku je nasadená upínacia objímka.
- Do konca zasuňte expandér zodpovedajúceho priemeru.
- Rukoväte expandéra sa hladko spustia a na pár sekúnd zafixujú.
- Kovanie je poháňané až na doraz.
- Objímka je vtlačená ručným alebo hydraulickým lisom.
Často sa zaoberáte inštaláciou polyetylénových rúrok a poznáte všetky zložitosti ich spojenia. Podeľte sa o svoje vedomosti s našimi čitateľmi zanechaním komentárov k článku.