Ako si vyrobiť fajku z cínu - urob si sám plechové fajky
Stavitelia domov sa snažia nájsť najviac rozpočtových možností riešenia problémov. Preto je otázka, ako urobiť rúrku z cínu vlastnými rukami, relevantná pre mnohých amatérskych remeselníkov. Koniec koncov, domáci rúrkový výrobok vyrobený z cínu môže byť celkom porovnateľný s odkvapmi alebo plášťmi, ktoré ležia na regáloch v špecializovaných predajniach.

Preto sa musíte dozvedieť viac o procese výroby plechovej rúry, ktorá má vlastnosti ako továrenské výrobky.
Vlastnosti zdrojového materiálu
Pred pokračovaním vo výrobe rúrky z kovového plechu by ste sa mali bližšie pozrieť na materiál, z ktorého bude rúrka vyrobená, a na jeho vlastnosti. Na začiatok stojí za to povedať, že ide o výrobky typu valcovania, inými slovami, cín je oceľový plech, ktorý prešiel valcami valcovne a má hrúbku 0,1 - 0,7 mm.
Okrem valcovacích operácií znamená technológia výroby pocínovaných plechov aj ošetrenie hotových valcovaných výrobkov vznikom korozívnych procesov. Za týmto účelom sa na oceľ po valcovaní nanáša vrstva materiálu, ktorá nepodlieha korózii.

Výsledkom vykonaných akcií je oceľový plech, ktorého šírka sa môže pohybovať od 512 do 1 000 mm, s pochrómovaným alebo zinkovým povlakom. Hotový výrobok je plast, takže s cínom sa dá ľahko manipulovať. V tomto prípade je možné valcované výstuhy porovnávať podľa pevnosti s oceľovými výrobkami. To umožňuje použitie plechu pri výrobe výrobkov zložitého dizajnu.
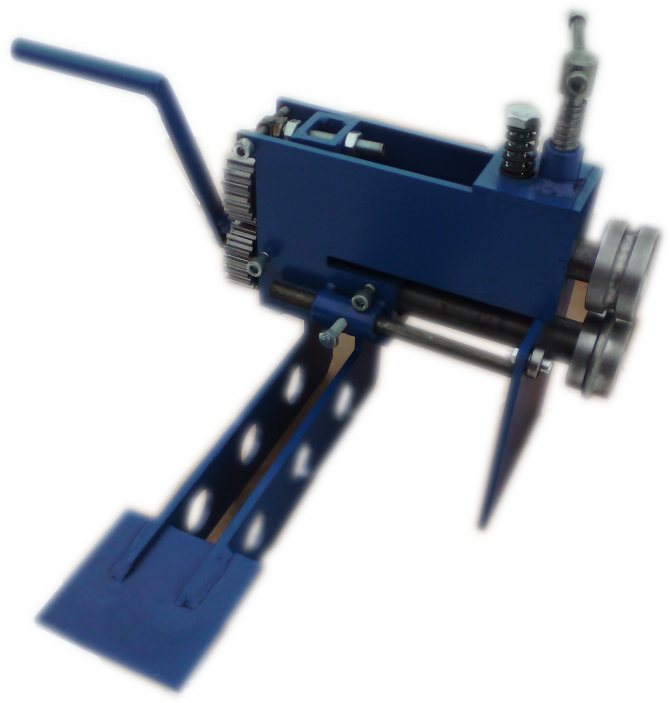
Stroj na výrobu odkvapov PKP STANBOX
Vyrábame kompletnú sadu na výrobu odtokových rúr z pozinkovanej ocele. Na týchto strojoch tiež môžete vyrábať kolená, lieviky a ďalšie prvky odtokového systému z pozinkovania. Ďalej sa sada strojov používa na výrobu komínov, ventilačných prvkov, plášťov izolačných plášťov vykurovacích sietí.
Stručný popis práce:
- Na ohýbači záhybov ohneme ležatý záhyb
- Pomocou valčekov zrolujeme valec budúcej rúry
- Zaklapneme predtým získaný záhyb a šijací stroj ho zroluje do stavu zapečateného švu
- Flaring machine vám umožní rolovať výstuhy, zúžiť sa (zvlniť) a vytvoriť hrebene na zostavenie lievikov a lakťov
Skladací stroj

Masívne závesy a ťažký ohybový nosník umožňujú rovnomerné a presné ohýbanie polodrážky, od ktorého závisí kvalita švu na zvodovom potrubí. Všetky skladacie ohýbačky sú vyrobené z ocele 09g2s, čo výrazne znižuje ich opotrebenie. Stroj sa tiež používa na ohýbanie rebier odkvapu, ako aj iných upevňovacích prvkov pri výrobe odtokových prvkov.
Ručné valčeky

Stroj na valcovanie rúrok a iných prvkov odkvapu s konzolovým horným hriadeľom zatiahnutým do strany pre ľahké odstránenie valcovanej rúry. Valce tejto série majú mechaniku rýchleho pohybu hriadeľov, čo zvyšuje rýchlosť práce na stroji, a ovládacie prvky umiestnené na jednej strane stroja prácu zjednodušujú, a tým zvyšujú produktivitu.
Skladacia konzola

Sediment umožňuje rýchlu prácu, pretože svorka sa vykonáva jedným pohybom páky - výstredníkom. Špeciálny dizajn horného kufra zaručuje dostatočný tlak na kov a úplnú tesnosť rušivého švu. Okrem toho je možné použiť ševový šev na šitie okraja listu ohnutého o 180 stupňov (vystužený okraj).
Ručný skladací stroj
Ručné lemovanie s plnou sadou valčekov (lemovanie, spevnenie rebier a zvlnenie) na vykonávanie operácií lemovania na všetkých prvkoch drenážneho systému. Môžete si tiež objednať valčeky na rezanie kovu a ako rezač plechu - kruhový rezač použiť zigmachin.
Na všetkých našich strojoch sú rotačné súpravy náchylné na trenie (čapy hriadeľov, valčeky, pohyblivé výstredníky atď.) Vyrobené na ložiskách, čo eliminuje potrebu trvalého mazania, eliminuje vôľu a zaručuje ľahké otáčanie po celú dobu životnosti stroja.
Môžete si tiež objednať stroje vybavené e-mailom. mechanický pohon.
Zvyčajne sú stroje vždy k dispozícii a sú odoslané z dielne. Kontaktujte, ukážeme vám rôzne možnosti pre kompletnú sadu.
valci.ru
Potrebné nástroje
Zoznam nástrojov a zariadení potrebných na výrobu pozinkovaných komínových rúr vlastnými rukami je spôsobený vlastnosťami cínu, najmä mäkkosti a plastickosti. Spracovanie tohto typu materiálu nevyžaduje použitie osobitného úsilia, ktoré je potrebné pri práci s plošnými materiálmi.
Preto je pri výrobe cínových rúr pre komín potrebná nasledujúca sada nástrojov:
- Nožnice na rezanie kovov. Tento nástroj pomáha ľahko rezať listový materiál na požadované kúsky, pretože najväčšia hrúbka plechu dosahuje 0,7 mm.
- Kladivo s mäkkou hlavou. Môžete tiež použiť drevenú paličku, paličku alebo oceľové náradie s mäkkou gumovou rukoväťou. Posledná možnosť sa však používa veľmi opatrne alebo sa nevyužíva vôbec, pretože môže spôsobiť deformáciu tenkého plechu a zničiť celú prácu.
- Kliešte. Pomocou tohto nástroja riešia otázku, ako ohýbať rúrku z cínu, pretože je oceľová, aj keď je tenká, preto je nemožné ju ohýbať rukami.
- Remeselnícky stolík. Toto zariadenie je nevyhnutné pri rezaní materiálu a pri nanášaní značiek.
- Kalibračný prvok. Môže to byť rúrkový výrobok s priemerom viac ako 10 centimetrov, rovnako ako roh s hranami 7,5 centimetra. Tieto prvky musia byť dobre upevnené, pretože na ich povrchu sa uskutoční nitovanie tupého spoja.
Okrem týchto nástrojov by ste si mali pripraviť pravítko alebo zvinovací meter a značkovač, ktorým je oceľová tyč s ostrým okrajom.
Etapa III. Pripravujeme drenážne prvky
Takže, poďme na to prísť, ak sa rozhodnete kúpiť pozinkovaný plech a sami si postaviť odtok pre svoj dom. Práca s pozinkovanou oceľou nie je náročná, pretože jej ochranná vrstva je dostatočne odolná proti oderu a poškodeniu, takže takéto časti je možné ľahko ohýbať a dokonca aj vystaviť nárazom. Hlavná vec je vyhnúť sa hlbokým škrabancom počas práce, to je všetko.
Najjednoduchší spôsob, ako rezať priemyselné pozinkované žľaby, je pilník s jemnými zubami - píla na kov alebo špeciálna píla na kov. A na výrobu malých otvorov použite špeciálne kovové nožnice. Ale má to jeden bod: pre pozinkované žľaby nemôžete používať uhlovú brúsku ako brúsku, pretože ohrieva oceľ a ničí pozinkovaný povlak.
Polotovary musia byť vyrobené vopred - ide o šablóny pre všetky prvky odkvapu. Napríklad pre lievik je to segment krúžku a pre rúrku to je obdĺžnik. S tým všetkým si navyše ľahko poradíte sami a priemyselné alebo domáce stroje vám tento proces iba trochu uľahčia. Dnes si pre toto podnikanie môžete kúpiť pomerne rozmanité ohýbacie zariadenie, napríklad ohýbačky valčekových doštičiek alebo ohýbačku, alebo dokonca valivé trámy:
Toto sú prvky, ktoré budete musieť urobiť:
Alebo sa dokonca obmedzte na tak dômyselne jednoduchú možnosť, ktorá má právo na život pre malý vidiecky dom alebo záhradnú budovu:

A aby ste z tohto materiálu vyrobili vysoko kvalitný drenážny systém, nepotrebujete toľko:
- plechy z pozinkovaného železa, hrubé asi 0,7 mm;
- obyčajné nožnice na kov;
- kladivo, palička a kliešte.
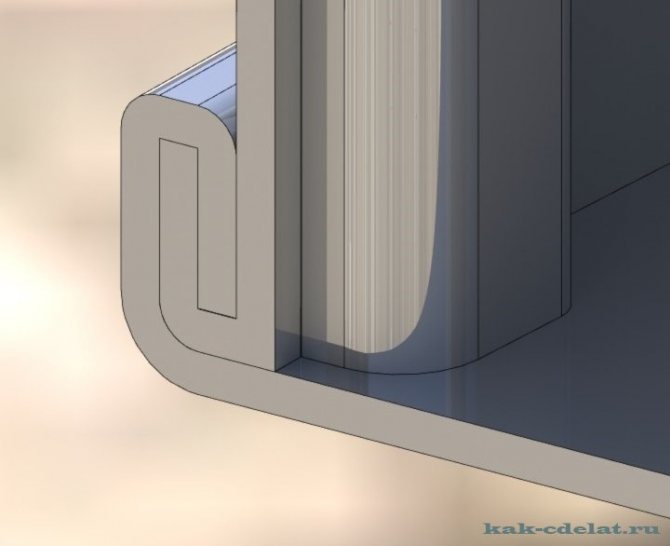
Vyrobte všetky uzavreté pozinkované odkvapové výrobky so švovým spojom. Toto je zámok, do ktorého sú spojené záhyby, a je dosť vzduchotesný. Najjednoduchšie je urobiť jeden záhyb s jednoduchým rozložením na okrajoch a s dvoma záhybmi. Ak chcete urobiť niečo komplikovanejšie, nasmerujte záhyby opačným smerom. Pre zvody je dostatočný šev so šírkou švu 4 až 10 mm, takže nekomplikujte celý postup. Mimochodom, takmer všetky pozinkované žľaby sú spojené zloženou metódou. Preto môžete bezpečne vyrábať rohy a odbočky s akýmkoľvek sklonom, uhlom a konfiguráciou.
Tu je jeden z najpopulárnejších spôsobov výroby pozinkovaných žľabových prvkov:
- Krok 1. Starostlivo zvážte samotný pozinkovaný plech: musí byť rovnomerný, s rovnomerným povrchom a spracovanými hranami. A keď začnete realizovať projekt svojho budúceho odvodňovacieho systému, samostatne načrtnite všetky prvky, ktoré potrebujete. Potom položte pozinkovaný plech na tvrdý povrch a ostrým predmetom nakreslite vzor budúcej časti.
- Krok 2. Ak pracujete na výrobe potrubia, potom by sa šírka vzoru mala rovnať budúcemu priemeru výrobku plus 12 centimetrov na každej strane pre šev. Tiež zväčšite dĺžku odtoku o pár centimetrov. Teraz pomocou kovových nožníc vystrihnite obrobok, obrysy záhybu záhybu a ohnite okraje paličkou. Na to vám bude stačiť iba pol centimetra.
- Krok 3. Dať obrobku tvar zvodu bude ľahké: obtočte ho okolo objektu požadovaného tvaru, napríklad plastovej rúrky.
- Krok 4. Teraz upravte odkvapy a potrubia pomocou kovovej pílky na kov. Všetky otrepy by mali byť dôkladne vyčistené jednoduchým pilníkom, inak by narušili utesnenie drenážnych škár.
- Krok 5. Okraje pásov iba omotajte na oceľový roh, potom list vyvaľkajte a všetko zaistite kladivom.
- Krok 6. Teraz urobte záhyb v tvare písmena L a zaháknite lem do zámku. Zaistite tento okraj poklepaním na okraje kladivom. Dodržujte všetky preventívne opatrenia, aby ste sa nezranili alebo aby ste sa nezranili o ostré hrany plechovky.
Tu je tiež dobrý príklad jednoduchého žľabu z pozinkovanej ocele:
Jedinou ťažkosťou, ktorej budete musieť čeliť, je dokovanie navzájom vyrobených prvkov. Za týmto účelom mierne upravte krátku hranu listu pred jeho zvinutím, aby sa ukázalo, že je zriedený o pár milimetrov.
Tu je ďalší praktický návod na prácu s týmto materiálom:
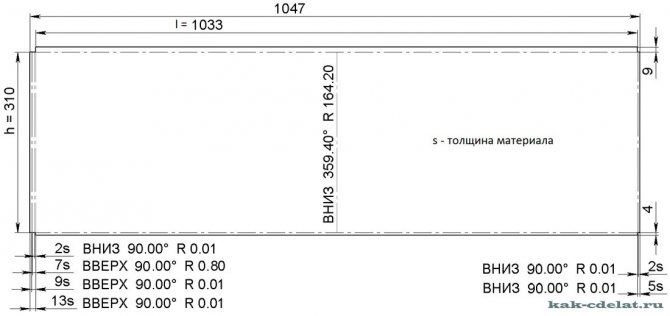
- Krok 1. V prípade potrubia musíte vyrezať polotovar z pevného plechu, na jednej strane 3,40 metra a druhej 3,30 metra.
- Krok 2. Teraz urobíme švy pre potrubie na oboch stranách. Za týmto účelom na kovovom rohu paličkou jednoducho ohnite okraje letákov o 7 mm a ohnite ich v rôznych smeroch od seba v uhle 90 stupňov.
- Krok 3. Obrobok otočte ohnutými rohmi nahor a paličkou tento uhol dokončíme až na 130 - 150 stupňov.
- Krok 4. Výsledkom je, že váš obrobok by mal vyčnievať iba 1 cm od rohu a po celej dĺžke rohu ho klepnúť paličkou. Robte tieto štrajky, aby boli silné a sebavedomé. Vaša palička by mala ležať presne na rovine rohu a zároveň by sa nemala odchyľovať doprava ani doľava, aby nedošlo k poškodeniu švu.
- Krok 5. Teraz stlačíme obrobok okolo nejakej inej rúry a spojíme švy. Potom je na obrobok v mieste priľnutia narazené paličkou, až kým sa rohy úplne neprekrížia.
- Krok 6. Rozrezanie dokončenej rúrky na samostatné prvky vám pomôže najbežnejším otváračom na konzervy. Iba po rezaní očistite okraje.
Ak ste urobili všetko správne, mali by vaše diely ľahko zapadnúť do ďalších prvkov odkvapového systému, dokonca aj do tovární.
Prípravná fáza
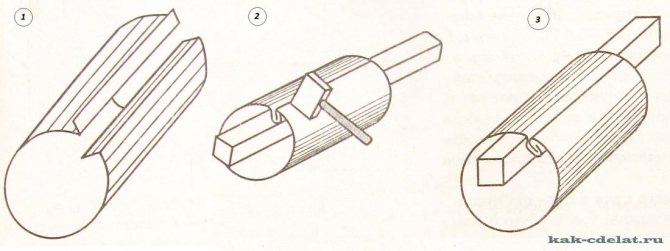
Najskôr sa na plechovú vrstvu nanesú značky, pozdĺž ktorých sa polotovar rozreže. Inými slovami, potrebná časť je vyrezaná z určitého plechu, z ktorého sa vytvorí obrys budúcej rúry. Proces značenia sa vykonáva nasledujúcim spôsobom: list sa položí na pracovný stôl a od horného okraja sa meria úsek rovný dĺžke potrubia. Tu je značka urobená značkou.

Potom sa pomocou štvorca nakreslí čiara pozdĺž tejto značky kolmo na bočný okraj. Teraz pozdĺž tejto čiary obvod potrubia, to isté sa deje pozdĺž horného okraja. Zároveň sa pozdĺž oboch okrajov pridá asi 1,5 cm, aby sa vytvorili spojovacie okraje. Horná a dolná značka sú spojené a obrobok je vyrezaný.
Na určenie obvodu môžete použiť zvinovací meter alebo si môžete spomenúť na školský kurz geometrie.
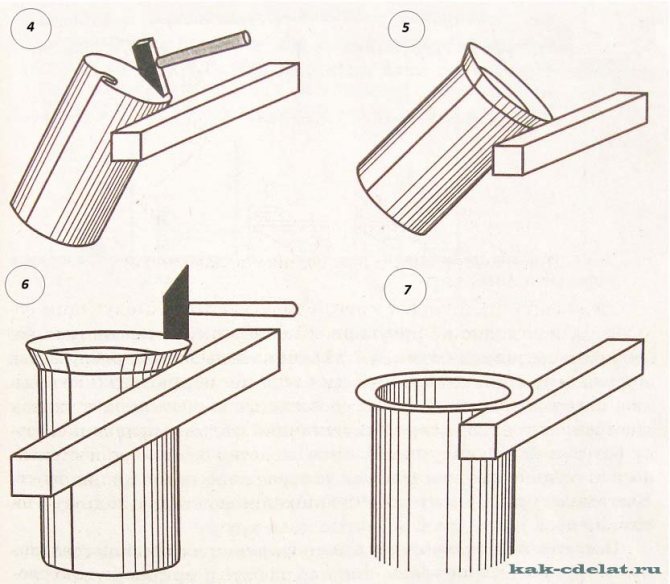
Ako sa vyrába telo rúry z cínu
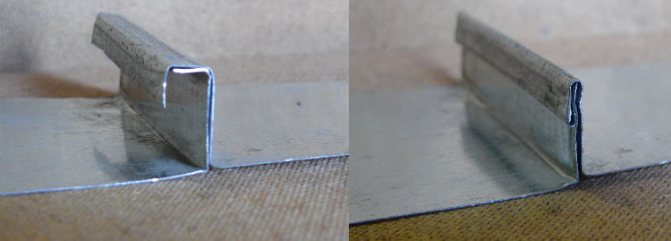
Účelom tejto etapy je tvar profilu potrubia. Po dĺžke obrobku v dolnej a hornej časti je nakreslená čiara, pozdĺž ktorej sa ohnú záhyby. V takom prípade sa meria 5 mm na jednej strane a 10 mm na druhej strane. Záhyby musia byť ohnuté pod uhlom 90 0. Za týmto účelom je obrobok položený na oceľovom rohu, pričom je línia skladania zarovnaná s okrajom rohu. Orezajte paličkou okraj, ohnite ho na kolmú stranu rohu.
Odporúča sa ohýbať výrobok postupne, prechádzať kladivom po celej jeho dĺžke. V takom prípade môžete začať ohýbať pomocou klieští.

Teraz, pri prehybe, ktorého veľkosť je 10 mm, sa vytvorí ešte jeden prehyb, aby sa vytvorilo akési písmeno G. Pri skladaní prehybu musíte zabezpečiť, aby horný prehyb bol rovnobežný s obrobkom, a jeho dĺžka je 5 milimetrov. Preto pri kreslení čiary ohybu záhybu merajte na jednej strane raz 0,5 cm a na druhej strane - dvakrát po 0,5 cm.
Upevnenie pozinkovaného dna
Hlavným materiálom pri výrobe dna bude pozinkovaný plech. Najvhodnejšou možnosťou by bola vhodná dĺžka plechu pre rozmery rámu člna. Ak nie je možné kúpiť železo tejto veľkosti, môžete si vziať dva listy, ale pri stavbe člna môžu nastať určité ťažkosti. Hlavné činnosti pri výkone takejto práce sú:
- Pozdĺž člna vystrihnite kúsok pozinkovanej ocele. Za týmto účelom môže byť obrys označený značkou a odrezaný.
- Na spodné časti bokov naneste tesniacu hmotu s priamkou, na ňu je položený špeciálny závit. Ak nie je ani jeden, ani druhý, potom je možné všetko nahradiť farbou a kúdeľom. Tieto činnosti zabránia úniku člna.
- Dali sme na vrch pozinkované.
- Opravujeme to pomocou samorezných skrutiek s lisovacou podložkou alebo klincami (1,8x32). Musíte začať fixovať od stredu k okrajom. Vzdialenosť medzi držiakmi je približne 2 - 5 cm.
- Previsnuté pozinkované železo je orezané a poklepané kladivom.
- Ďalej musíte spevniť nos. Robíme to aj pomocou cínu.
Odporúčame prečítať: Aké vlastnosti má pilotný čln?

Ďalšia práca spočíva v lakovaní a sušení člna. Sušenie sa vždy vykonáva v tieni. Ak je to žiaduce, môžete chrániť dno pred koróziou, je pokryté olejovou farbou v niekoľkých vrstvách.
YouTube odpovedal chybou: Bol prekročený denný limit. Kvóta sa obnoví o polnoci tichomorského času (PT). Môžete sledovať svoje využitie kvót a upraviť limity v konzole API: //console.developers.google.com/apis/api/youtube.googleapis.com/quotas?project=361189687205
Spracovanie spoja švu
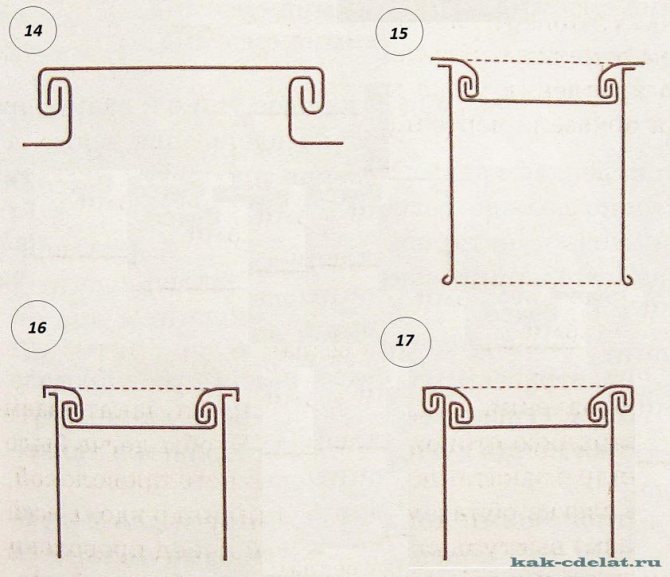
Konečná fáza zahŕňa spracovanie zadného švu, to znamená jeho zvlnenie. Za týmto účelom sa horná časť záhybu v tvare písmena L sklopí nadol, pričom sa obalí okrajom druhého záhybu. Výsledkom by mal byť akýsi sendvič kolmý na potrubie. Ak chcete získať tupý zvar, musíte sendvič pritlačiť k produktu.

Pre väčšiu spoľahlivosť je tupý šev vystužený nitmi. Rúry pre domácich majstrov z cínu, ktoré používajú tento spôsob spájania, však nepotrebujú ďalšie vystuženie.
Ako si vyrobiť fajku z cínu - urob si sám plechové fajky
Stavitelia domov sa snažia nájsť najviac rozpočtových možností riešenia problémov. Preto je otázka, ako urobiť rúrku z cínu vlastnými rukami, relevantná pre mnohých amatérskych remeselníkov. Koniec koncov, domáci rúrkový výrobok vyrobený z cínu môže byť celkom porovnateľný s odkvapmi alebo plášťmi, ktoré ležia na regáloch v špecializovaných predajniach.
Preto sa musíte dozvedieť viac o procese výroby plechovej rúry, ktorá má vlastnosti ako továrenské výrobky.
Vlastnosti zdrojového materiálu
Pred pokračovaním vo výrobe rúrky z kovového plechu by ste sa mali bližšie pozrieť na materiál, z ktorého bude rúrka vyrobená, a na jeho vlastnosti. Na začiatok stojí za to povedať, že ide o výrobky typu valcovania, inými slovami, cín je oceľový plech, ktorý prešiel valcami valcovne a má hrúbku 0,1 - 0,7 mm.
Okrem valcovacích operácií znamená technológia výroby pocínovaných plechov aj ošetrenie hotových valcovaných výrobkov vznikom korozívnych procesov. Za týmto účelom sa na oceľ po valcovaní nanáša vrstva materiálu, ktorá nepodlieha korózii.
Výsledkom vykonaných akcií je oceľový plech, ktorého šírka sa môže pohybovať od 512 do 1 000 mm, s pochrómovaným alebo zinkovým povlakom. Hotový výrobok je plast, takže s cínom sa dá ľahko manipulovať. V tomto prípade je možné valcované výstuhy porovnávať podľa pevnosti s oceľovými výrobkami. To umožňuje použitie plechu pri výrobe výrobkov zložitého dizajnu.
Rolovačka na profilové rúry vo výrobe aj doma + video
Kovové konštrukcie sú vďaka svojej pevnosti vždy veľmi populárne, v dôsledku čoho valcovačka profilovej rúry nebude stáť v žiadnom závode na voľnobehu a nebude to bolieť ani doma.
1 Čo je to valcovňa na výrobu tvarovanej rúry
Krásna moderná policová jednotka, hliníkový rebrík, skleník v prímestskej ekonomike, priezor nad dvere - to všetko je najčastejšie vyrobené z kovových profilov. Môžu byť obdĺžnikové (vrátane štvorcových), polygonálne a oválne, nehovoriac o kruhových rúrach. Tieto výrobky z ocele a hliníka sa vyrábajú na špeciálnych valcovniach. Bez ohľadu na tvar a kaliber prierezu sa výroba profilov môže uskutočňovať v celom cykle, to znamená od surovín až po hotové výrobky, alebo iba lisovaním za studena konvenčnou kruhovou rúrkou.
Odporúčame vám, aby ste sa oboznámili
Technológia formovania výrobkov z ingotov alebo dokonca s predbežným odlievaním sa vykonáva na veľkých priemyselných linkách, kde sochor prechádza niekoľkými fázami spracovania. Pri takejto výrobe sa používajú lejárne a valcovacie stolice, reverzné jednoposchodové alebo viacstacionárne, nepretržité linky, ako aj studené valcovne. Všetky vyššie uvedené jednotky alebo iba niektoré z nich môžu byť zapojené do jedného priemyselného komplexu. Ak sa na začiatku technologického procesu neposkytuje odlievanie, ako surovina sa používajú kovové ingoty.
Mnoho kovových konštrukcií nevyžaduje špeciálnu pevnosť a profily pre ne nemusia byť vyrobené s vopred určenými vlastnosťami, ako je vysoký stupeň pružnosti alebo vysoká pevnosť v ťahu. V takom prípade bude postačujúce získať oceľové a hliníkové výrobky valcovaním za studena vo zvitkoch z kruhovej rúrky. Podobná linka môže byť zostavená v malej miestnosti a pre výrobky malých rozmerov je možné ľahko namontovať samostatný mlyn v domácej dielni na predmestí. Hlavná vec je, že v blízkosti nie sú žiadne obytné priestory, pretože hluk zo spracovania kovu kompresiou je dosť silný.
2 Ako funguje valcovačka profilových rúrok
Pred premenou na hotový profil zvážte rôzne postupnosti spracovania obrobku.Začnime proces odlievania a valcovania, keď ihneď po stroji na kontinuálne odstredivé liatie hrubostenného predvalku je nainštalovaný mlyn s valcami, ktoré pri vstupe do formy začínajú formovať dutý odlievací valec. Táto technológia umožňuje použitie vysokej zostatkovej teploty produktu. Takéto linky sa nazývajú kvitnúce línie, z ktorých odchádzajú obrobky na ďalšie, presnejšie valcovanie, ktoré sa vopred nastrihajú na požadovanú veľkosť pomocou mechanických nožníc alebo píl.
Kontinuálnym valcovacím strojom na výrobu bezšvíkových tvarovaných rúrok je linka niekoľkých jednotiek, do ktorých sa ako surovina privádza ingot alebo oceľový kruh, ktorého rozmery sú vopred uvedené na výkresoch. Použitím valcov s priečnymi skrutkami na prepichovacom mlyne sa v obrobku vytvorí dutina, v dôsledku čoho sa získa medziprodukt - objímka. Rovnomerný vnútorný priemer je v ňom vytvorený pomocou dýzy na kalibračnom tŕni s prerušovaným periodickým vonkajším chodom na tvarovanom mlyne.
Ďalším spôsobom, ako vyrobiť rúry, je zvariť ich v peci z kovového pásu. Spočiatku zvinutý do zvitku sa odvíja pri vstupe do výrobnej linky, privarí sa na koniec predchádzajúcej, ktorá je už zapojená do technického procesu, a odošle sa do mlyna cez plynovú pec. Tam je páska zvinutá do trubice, prechádzajúcou 12 valcami, z ktorých každý pár je kombinovaný s mierkou. Keď sú okraje závitov spojené, kov, zahriaty v peci na 1350 stupňov, je zváraný sám. Mechanické pílky rozdeľujú hotový výrobok na časti, ktoré sa kalibrujú a posielajú do ďalšieho mlyna pomocou valčekov drviacich steny, kým sa nevytvorí požadovaný profil.
Najjednoduchšou možnosťou sú výrobky valcované za studena z hotových kruhových rúr. V skutočnosti ide o samostatne zahrnutú poslednú fázu vyššie opísaného technického procesu, iba s tým rozdielom, že hotové kovové rúry s prstencovým výbrusom sa pôvodne nakupujú ako suroviny. Valce s príslušným tvarom vybrania sú inštalované v radoch v pároch, pričom každý rad sa otáča v opačnom smere. Všeobecne platí, že takáto jednotka zaberá málo miesta a najmenšie modely je možné inštalovať v domácej dielni.
Pre valcovňu potrebujete predovšetkým spoľahlivú základňu priskrutkovanú k ťažkému pracovnému stolu alebo priamo k betónovej podlahe, aby sa mechanizmus počas prevádzky nepohýbal.
Potrebné nástroje
Zoznam nástrojov a zariadení potrebných na výrobu pozinkovaných komínových rúr vlastnými rukami je spôsobený vlastnosťami cínu, najmä mäkkosti a plastickosti. Spracovanie tohto typu materiálu nevyžaduje použitie osobitného úsilia, ktoré je potrebné pri práci s plošnými materiálmi.
Preto je pri výrobe cínových rúr pre komín potrebná nasledujúca sada nástrojov:
- Nožnice na rezanie kovov. Tento nástroj pomáha ľahko rezať listový materiál na požadované kúsky, pretože najväčšia hrúbka plechu dosahuje 0,7 mm.
- Kladivo s mäkkou hlavou. Môžete tiež použiť drevenú paličku, paličku alebo oceľové náradie s mäkkou gumovou rukoväťou. Posledná možnosť sa však používa veľmi opatrne alebo sa nevyužíva vôbec, pretože môže spôsobiť deformáciu tenkého plechu a zničiť celú prácu.
- Kliešte. Pomocou tohto nástroja riešia otázku, ako ohýbať rúrku z cínu, pretože je oceľová, aj keď je tenká, preto je nemožné ju ohýbať rukami.
- Remeselnícky stolík. Toto zariadenie je nevyhnutné pri rezaní materiálu a pri nanášaní značiek.
- Kalibračný prvok. Môže to byť rúrkový výrobok s priemerom viac ako 10 centimetrov, rovnako ako roh s hranami 7,5 centimetra.Tieto prvky musia byť dobre upevnené, pretože na ich povrchu sa uskutoční nitovanie tupého spoja.
Okrem týchto nástrojov by ste si mali pripraviť pravítko alebo zvinovací meter a značkovač, ktorým je oceľová tyč s ostrým okrajom.
Prípravná fáza
Najskôr sa na plechovú vrstvu nanesú značky, pozdĺž ktorých sa polotovar rozreže. Inými slovami, potrebná časť je vyrezaná z určitého plechu, z ktorého sa vytvorí obrys budúcej rúry. Proces značenia sa vykonáva nasledujúcim spôsobom: list sa položí na pracovný stôl a od horného okraja sa meria úsek rovný dĺžke potrubia. Tu je značka urobená značkou.
Potom sa pomocou štvorca nakreslí čiara pozdĺž tejto značky kolmo na bočný okraj. Teraz pozdĺž tejto čiary obvod potrubia, to isté sa deje pozdĺž horného okraja. Zároveň sa pozdĺž oboch okrajov pridá asi 1,5 cm, aby sa vytvorili spojovacie okraje. Horná a dolná značka sú spojené a obrobok je vyrezaný.
Ako sa vyrába telo rúry z cínu
Účelom tejto etapy je tvar profilu potrubia. Po dĺžke obrobku v dolnej a hornej časti je nakreslená čiara, pozdĺž ktorej sa ohnú záhyby. V takom prípade sa meria 5 mm na jednej strane a 10 mm na druhej strane. Záhyby musia byť ohnuté pod uhlom 90 0. Za týmto účelom je obrobok položený na oceľovom rohu, pričom je línia skladania zarovnaná s okrajom rohu. Orezajte paličkou okraj, ohnite ho na kolmú stranu rohu.
Odporúča sa ohýbať výrobok postupne, prechádzať kladivom po celej jeho dĺžke. V takom prípade môžete začať ohýbať pomocou klieští.
Teraz, pri prehybe, ktorého veľkosť je 10 mm, sa vytvorí ešte jeden prehyb, aby sa vytvorilo akési písmeno G. Pri skladaní prehybu musíte zabezpečiť, aby horný prehyb bol rovnobežný s obrobkom, a jeho dĺžka je 5 milimetrov. Preto pri kreslení čiary ohybu záhybu merajte na jednej strane raz 0,5 cm a na druhej strane - dvakrát po 0,5 cm.
Po dokončení formovania záhybov môžete pokračovať k formovaniu tela rúry. Za týmto účelom sa na kalibračný prvok položí prázdny list a poklepáva sa paličkou alebo iným vhodným nástrojom, aby sa získal profil určitého tvaru. Obrobok má najskôr tvar U a potom sa zaoblí. V takom prípade musia byť záhyby spojené dohromady.
stroje na ohýbanie komínov a rúrok
Metal Master vám ponúka širokú škálu ručných komínových strojov. Predávané zariadenie sa vyznačuje spoľahlivosťou, spracovaním a nízkymi nákladmi.
Za dlhé obdobie našej práce (12 rokov) sme od spokojných zákazníkov dostali obrovské množstvo pozitívnych ohlasov.
Video: recenzia ohýbačky komínov
Video: prehľad valcov na ohýbanie rúrok
Pomôžeme vám nájsť slušný ohýbací stroj na výrobu komínov. Ďalej vám ponúkneme praktické rady, po ktorých ste si mohli vypočuť, ktoré z nich si môžete zvoliť to najlepšie vybavenie pre vašu výrobu:
- Vyberte jednotku s okrajom. Malo by to umožniť spracovanie kovu o 30 - 50 percent hrubšieho;
- Pozorne si preštudujte technické vlastnosti stroja. Musíte presne poznať tvar kovových častí, ktoré budete vyrábať v nasledujúcich rokoch. Aké vybavenie je potrebné, stacionárne alebo mobilné? Všetko závisí od miesta inštalácie;
- Potrebujete ďalšie možnosti pre kvalitnú prácu (kotúče, podperné stoly)?
Ak potrebujete mobilný stroj pre opravovňu alebo stavenisko, najlepším riešením by bolo kúpiť ručný nepriechodný stroj na ohýbanie plechu.
Hmotnosť takéhoto zariadenia nepresahuje 250 kg., Hrúbka plechu sa môže pohybovať od 0,63 mm do 1,5 mm, dĺžka plechu (1040 mm až 2050 mm).
Ohýbačky plechu Metal Master zo série LBM a LBA sú ideálne na riešenie technologických problémov v obmedzenom výrobnom priestore. Dielenská práca si vyžaduje spoľahlivú a odolnú technológiu, ako sú ručné ohýbačky s úplným otvorom.
Prítomnosť špeciálnych leštených podložiek vám umožní pracovať s kovom, ktorý má farbu a lak alebo polymérny povlak.
Aby ste mohli vyrobiť vysoko presné ohýbanie plechu a vytvoriť z neho výrobok zložitého tvaru, napríklad komín, budete potrebovať segmentový ohýbač plechu (ľahké nastavenie tlaku plechu, prítomnosť pružinový kompenzátor, neexistujú žiadne obmedzenia týkajúce sa hĺbky posuvu polotovaru).
ONLINE vysielanie z demo miestnosti Metal Master
metalmaster.ru
Spracovanie spoja švu
Konečná fáza zahŕňa spracovanie zadného švu, to znamená jeho zvlnenie. Za týmto účelom sa horná časť záhybu v tvare písmena L sklopí nadol, pričom sa obalí okrajom druhého záhybu. Výsledkom by mal byť akýsi sendvič kolmý na potrubie. Ak chcete získať tupý zvar, musíte sendvič pritlačiť k produktu.
Pre väčšiu spoľahlivosť je tupý šev vystužený nitmi. Rúry pre domácich majstrov z cínu, ktoré používajú tento spôsob spájania, však nepotrebujú ďalšie vystuženie.
Ako vyrobiť pozinkované potrubie vlastnými rukami?
Môžete si voľne kúpiť pozinkované rúry, ale náklady na tieto výrobky sú dosť vysoké, takže túžba vyrobiť pozinkovanú rúru vlastnými rukami je diktovaná predovšetkým ekonomickými dôvodmi.
Výroba pozinkovaných rúr zároveň nevyžaduje použitie osobitného úsilia, špeciálnych drahých prípravkov a nástrojov a nejakých odborných znalostí, takže sa s tým dokáže vyrovnať každý domáci remeselník, v ktorého arzenáli je súbor štandardného tesárstva nástroje.
Proces montáže rámu
Po príprave všetkých častí pre čln pokračujeme k priamemu procesu montáže člna z pozinkovanej ocele a dosiek vlastnými rukami. Ak to chcete urobiť, musíte urobiť nasledovné:
Odporúčame prečítať: Aké sú vlastnosti lode Riviera?
- V luku je potrebné kombinovať dve strany a trojuholníkový polotovar na mašľu. Ako spojovacie prvky je možné použiť klince alebo samorezné skrutky. Ak blok vyčnieva nad boky, potom ho treba rozrezať na jednu úroveň.
- Ďalším krokom je inštalácia dočasného medzikusu. K tomuto procesu je potrebné pristupovať opatrne. Aby pri ohýbaní strán nedošlo k prasknutiu, rozpera sa založí v nie príliš veľkom uhle.
- Po inštalácii rozpery je potrebné bočné strany ešte prehnúť. Prácu urobí lano alebo dvojica pomocníkov.
- Zadnú časť dosadíme, upravíme, odstránime potrebné skosenie. Musíte dobre zapadnúť, aby ste nezanechali medzery. Všetko by malo tesne priliehať.
- Po dokončení uchytenia sme kladivom bili a odpílili všetky výčnelky.
- Po zložení strán namontujeme trvalé vzpery, zatiaľ čo demontujeme dočasné. Koľko podrobností je potrebné nastaviť, závisí od preferencie majiteľa.
Pred upevnením drevených častí klincami alebo samoreznými skrutkami stojí za to predvŕtať otvory vŕtačkou. Táto metóda zabraňuje praskaniu dosiek.
Konečnou fázou montáže drevenej konštrukcie bude zrazenie hrán na spodných častiach bočných strán, rozpery a poťahovanie ochrannou antiseptickou vrstvou.
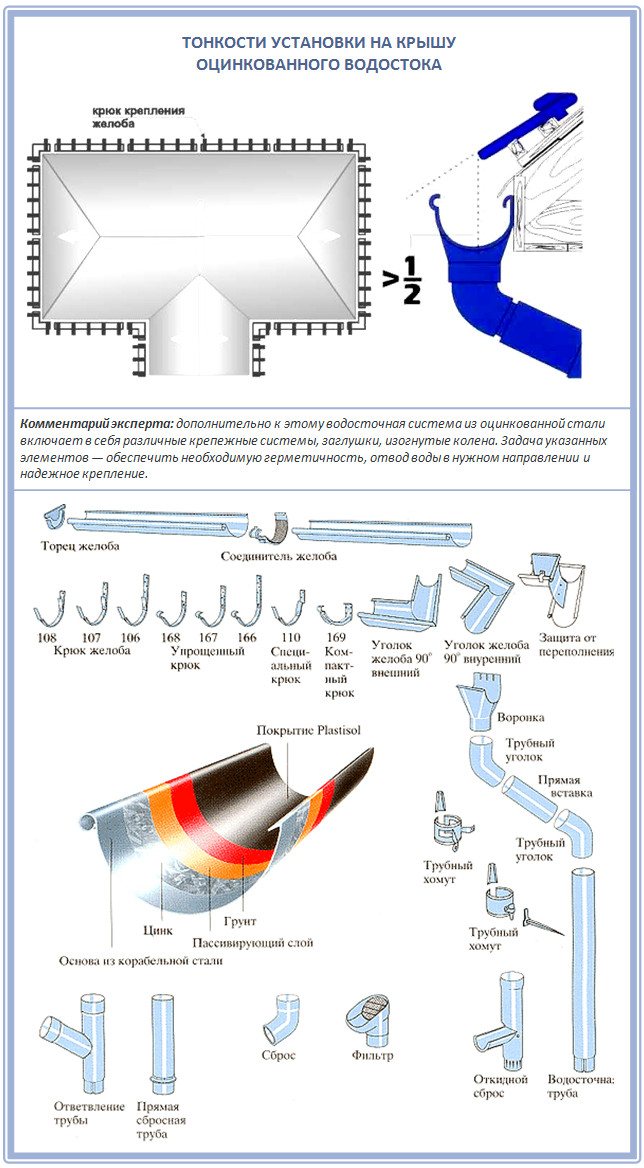
Vlastnosti pozinkovaných rúr
Na vybavenie komínov sa používajú pozinkované kovové rúry, ktoré sú populárne vďaka svojej nízkej hmotnosti a teda ľahkej inštalácii. Pozinkované komíny nevyžadujú stavbu základu, a to výrazne znižuje náklady na komínové zariadenie.

Takéto potrubia spĺňajú normy požiarnej bezpečnosti, odolávajú teplotám až do 900 °, takže sa dajú dokonca použiť na odvod dymu z vykurovacích kotlov a sporákov na tuhé palivá.
Na vybavenie žľabov sa tiež používajú pozinkované rúry v domácej konštrukcii. Takéto potrubia sú už z hľadiska nákladov dosť dostupné, ale zároveň sa dá tento proces ešte lacnejšie vyrobiť použitím ručne vyrábaných výrobkov.
Konštrukcia pozinkovaných výrobkov
Výrobcovia vyrábajú jedno- a dvojokruhové úpravy týchto komínov.
Výrobky z pozinkovanej ocele s jedným okruhom sú často inštalované vo vnútri domu alebo obložené murivom.

Aby sa zabránilo tvorbe kondenzácie, musí byť izolovaný. Neodporúča sa používať jednokruhové komíny z pozinkovanej ocele bez vonkajšej izolácie.
Môže byť umiestnený samostatne na grile alebo v priestore na grilovanie.
Dvojkruhová modifikácia (sendvičovo pozinkované rúry) je tak pomenovaná kvôli viacvrstvovej. Skladá sa z troch komponentov, dvoch vnútorných a vonkajších potrubí, ktoré sú izolované minerálnou vlnou alebo inou žiaruvzdornou izoláciou.
Táto konštrukcia sa rýchlo zahrieva, čo aktivuje činnosť vykurovacích zariadení a minimalizuje množstvo vlhkosti, ktorá sa hromadí na stenách.
Keď uprednostňujeme pozinkovanú sendvičovú rúru, môžeme hovoriť o estetickom vzhľade, ktorý harmonicky zapadá do celkového dizajnu exteriéru. Okrem vyššie popísanej technológie sú konštrukcie tvorené z takzvanej čiernej ocele.
Tieto pozinkované sendvičové rúry predpokladajú, že potrubie inštalované vo vnútri bude vyrobené z bežnej ocele.
Pozinkované komínové sendvičové rúry sa používajú v domoch s vykurovacími kotlami, kachľami alebo krbmi. Je to tiež najlepšia voľba pre kúpele a sauny.
Pretože sa zariadenie kúpeľa líši od bežného domu, na udržanie vysokej teploty v parnej miestnosti sa používa sendvičová konštrukcia a priestor medzi nimi je vyplnený minerálnou vlnou, čo je tepelná izolácia ekologicky nezávadného zloženia a zároveň nepodlieha ohňu pri vysokých teplotách.
Čo potrebujete na výrobu pozinkovaného potrubia
Doma, aby ste vyrobili pozinkované potrubie, potrebujete plechový plech; materiál kvôli svojej mäkkosti a ťažnosti nevyžaduje použitie osobitného úsilia.
Cín sa priemyselne vyrába z tenkého oceľového plechu s hrúbkou 0,1 až 0,7 mm na valcovacích strojoch, potom sa pokryje antikoróznou ochrannou vrstvou z chrómu, cínu alebo zinku. Nakoniec sa obrobky narezú na štandardné veľkosti so šírkou od 512 mm do 2 000 mm.

Pevnosť takýchto výrobkov nie je v žiadnom prípade nižšia ako oceľové náprotivky, najmä ak má materiál ďalšie výstuhy, ale zároveň je veľmi plastový a umožňuje vám ručne namontovať potrubia zložitého tvaru. Antikorózny náter chráni potrubie pred vonkajším prostredím.
Problémom takýchto rúrok je nedostatočná pevnosť v ohybe, preto sa na výrobu otvorených častí do konštrukcie zavádzajú výstuhy, ktoré spevňujú výrobok.
- v obchodoch je prezentovaná široká škála takýchto potrubí rôznych veľkostí: jednokruhové;
- dvojitý okruh (vyrobený vo forme sendviča a pozostávajúci z vnútornej a vonkajšej rúry);
- zvlnené, vyznačujúce sa zvýšenou pružnosťou.
Poznámka! Doma je technicky možné vyrobiť iba jednookruhové potrubie.
Pri výbere hrúbky plechu by sa malo brať do úvahy účel potrubia. Napríklad pozinkované potrubie na odvod spalín zo sporákov na tuhé palivá a krbov musí mať zvýšenú odolnosť voči vysokým teplotám a zároveň vysoké protikorózne vlastnosti.
To je dôležité! Čím vyššia je teplota pracovného média, tým hrubšie musia byť steny potrubia.
Nástroje
Pre prácu sú potrebné špeciálne nástroje na ohýbanie, správne meranie uhla ohybu a rezanie potrubia na požadovanú dĺžku.




Výber produktu
Trvanlivosť odtoku závisí od materiálu produktu. Musí byť odolný a odolný voči vonkajším dráždidlám, ako sú teplota, zrážky a slnečné svetlo.
Nasledujúce požiadavky sú riadne splnené:
- Cink Steel. Toto je možnosť rozpočtu, ktorá nie je trvalá. Pri odstraňovaní ľadu sa môže konštrukcia ľahko poškodiť páčidlom.
- Kovové dlaždice potiahnuté polymérom. Materiál dobre toleruje teplotné extrémy, vďaka korózii nekoroduje. Nemá však zvukové izolačné vlastnosti.
- Oceľový plech s farbou ako ochrana. Posledné menované je zničené mechanickým namáhaním, preto musí byť takýto hať pravidelne aktualizovaný.
- Plast. Tento materiál je odolný voči korózii, UV žiareniu a zrážkam kyselín. V daždi hluk prakticky prehluší.
- Zliatiny medi a titánu. Táto možnosť je najspoľahlivejšia a najtrvanlivejšia, ale stojí viac ako podobné.
Takmer všetky možnosti zahŕňajú výber farby. V každom prípade by ste mali venovať pozornosť parametrom prvkov. Takže, ak je plocha svahu menšia ako 250 štvorcových. metrov, potom pre odkvap stačí šírka 125 mm a pre rúrku s priemerom 90 mm. V ostatných prípadoch stojí za výber veľké dáta.
Pokyny na výrobu pozinkovaných rúr
Najskôr je potrebné označiť železný plech tak, že na jednej strane použijete čiary prehybu na jednej strane s veľkosťou 5 mm, na druhej dvakrát dvakrát po 5 mm, aby bol prehyb na jednej strane širší ako druhý, aby sa vytvoril silný šev v budúcnosti. Ohnite list pod uhlom 90 ° na obidve strany pomocou rohu a klieští.

To je dôležité! Tvar ohýbajte postupne, pohybujte sa od jedného okraja k druhému pozdĺž línie preloženia.
Potom sa otočením obrobku vytvoria záhyby, uhol sa nastaví na 135 - 140 °, poklepaním o okraje plechu paličkou alebo kladivom s mäkkým úderníkom tak, aby nedošlo k poškodeniu materiálu výrobku. Po vytvorení záhybov môžete pokračovať k vytvoreniu samotného potrubia.
Pripojte obrobok k šablóne na prispôsobenie veľkosti, aby ste ho tvarovali, a znovu na ňu klepajte, kým sa záhyby nespoja.
Široký okraj je opäť ohnutý rovnobežne s rovinou produktu v uhle 90 °.
Poslednou etapou je spojenie koncov pomocou plochého švu pomocou paličky.
Zarovnajte záhyby, ohnite vodorovnú časť druhého záhybu, omotajte ho okolo prvého záhybu a potom ohnite tento šev a silno ho pritlačte na rovinu potrubia.
Spoj môžete dodatočne spevniť kovovými nitmi pomocou zváracieho stroja, aj keď najčastejšie pozinkované rúry spojené plochým švom nepotrebujú ďalšie vystuženie.
Normatívne dokumenty
Začnime tým najtajnejším a najtajomnejším, faktom je, že pre tento druh materiálov nemá svoj vlastný štandard. Takto sa ukazuje, že samotný výrobok existuje a vyrába sa už dlho, ale GOST pre pozinkované kovové potrubie neexistuje.
Poznámka! Výroba pozinkovaných rúrok sa dlhodobo vykonáva v súlade s normou pre kovové rúry, od ktorej sa požičiaval sortiment výrobkov.
Pozinkované materiály sa v skutočnosti vyrábajú v súlade s nasledujúcou dokumentáciou:
- Výroba kovových rúr podľa GOST 3262 75;
- Pozdĺžne elektricky zvárané pozinkované rúry podľa GOST 10704 91.
Ak je to s prvou normou zrejmé, potom je úplne nejasné, prečo sa pre pozinkované potrubie používa druhá GOST? To je dosť ľahké vysvetliť. Faktom je, že potrubia sú zvyčajne vystavené agresívnym vonkajším účinkom, ktoré vedú ku korózii, najmä pozdĺžne zvárané rúry sú najvhodnejšie na riešenie tohto problému, t.majú nízku cenu, ale zároveň sú pozoruhodne chránené pred koróziou.
Poznámka! Neexistujú žiadne zákazy výroby takýchto materiálov - špirálové alebo bezšvové, nie je potrebné ľahko vyrobiť vysokopevnostné a hrubostenné zinkovanie. Inštalatér môže po ukončení práce vykonať pozinkovanie za studena.