Razmatrane su sve faze tehnologije proizvodnje pjenaste plastike. Navedena je oprema potrebna za izradu ovog materijala. Dane su preporuke s kojima se prije kupnje svakako morate upoznati.
Mnogi od nas susreli su polistirensku pjenu više puta, probali su je na dodir, napravili nešto od nje, koristili je u građevinarstvu, za uređenje doma. Međutim, ne znaju svi što je tehnologija izrade pjenaste plastike, koje su njegove značajke.
Čudno, ali u proizvodnji ovog materijala nema ništa super komplicirano. I vrijedno je napomenuti da se sada na tržištu pojavilo puno nekvalitetnog ekspandiranog polistirena koji se izrađuje bez uzimanja u obzir relevantnih pravila i propisa.
Neki obrtnici uspiju stvoriti malu proizvodnu liniju čak i u redovitoj garaži. Da, nemojte se iznenaditi.
I to se mora uzeti u obzir prilikom kupnje - ne svi se Vasya Pupkins strogo pridržavaju propisanih tehnoloških standarda. A koji standardi mogu postojati u garaži?
Kako se izrađuje stiropor
Ranije smo razgovarali o tome što je ekspandirani polistiren. Imajte na umu da se ovaj materijal sastoji od brojnih stanica ispunjenih zrakom. To znači da proizvodni postupak mora uključivati pjenjenje materijala.
A tu je: postupak pjenjenja jedan je od najvažnijih u proizvodnji ekspandiranog polistirena.
Međutim, to nije sve.
Faze tehnologije izrade pjene
Postupak obično uključuje:
1. Pjenenje. Tijekom ovog postupka sirovina se stavlja u posebnu posudu (sredstvo za pjenjenje), gdje se pod utjecajem tlaka (koristi se generator pare), granule povećavaju približno 20-50 puta. Operacija se izvodi u roku od 5 minuta. Kad pelete dosegnu potrebnu veličinu, rukovatelj isključuje generator pare i istovara pjenu iz posude.
2. Sušenje dobivenih granula. U ovoj je fazi glavni cilj ukloniti višak vlage koji ostaje na granulama. To se radi uz pomoć vrućeg zraka - usmjerava se odozdo prema gore. Istodobno, radi boljeg sušenja, granule se trese. Ovaj postupak također ne traje dugo - oko 5 minuta.
3. Stabilizacija (praćenje). Granule se stavljaju u silose, gdje se odvija proces starenja. Trajanje postupka - 4. 12 sati (ovisi o temperaturi okoline, veličini granula).
Važna napomena: tehnologija proizvodnje ekspandiranog polistirena može isključiti 2. stupanj (sušenje). U tom će slučaju stabilizacija (posteljina) trajati dulje - do 24 sata.
4. Pečenje. Ovaj korak u proizvodnji pjene često se naziva oblikovanjem. Dno crta je povezati prethodno dobivene granule. Da bi to učinili, stavljaju se u poseban kalup, nakon čega se granule sinteriraju pod pritiskom i pod djelovanjem visoke temperature vodene pare. Traje otprilike 10 minuta.
5. Sazrijevanje (starenje). Cilj je riješiti dobivene listove ekspandiranog polistirena od suvišne vlage, kao i od preostalih unutarnjih naprezanja. Zbog toga se plahte nekoliko dana stavljaju na prazno mjesto u proizvodnoj radionici. U nekim slučajevima sazrijevanje može potrajati i do 30 dana.
6. Rezanje. Proizvedeni blokovi polistirena postavljaju se na poseban stroj, na kojem se blokovi režu u listove odgovarajuće debljine, duljine i širine. Ovaj se proizvodni postupak izvodi pomoću nikrom žica zagrijanih na određenu temperaturu. Sukladno tome, provodi se i vodoravno i okomito rezanje blokova.
Tako se izrađuje stiropor.
Naravno, nakon navedenih 6 faza, 7. faza - obrada preostalih bilješki... Kao rezultat toga, miješaju se s drugim granulama, koje će potom proći iste procese - sinteriranje, starenje.
Oprema koja se koristi u proizvodnji ekspandiranog polistirena prikazana je u obliku tablice:
Izbor završnog materijala
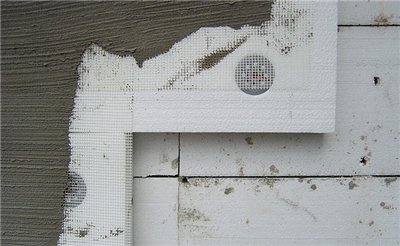
Koji su zahtjevi za žbuku za ekspandirani polistiren
Glavna kvaliteta ove komponente je sposobnost prodiranja u pjenaste polistirenske strukture na dovoljnu dubinu kako bi se osiguralo dobro prianjanje. Inače, kvaliteta primjene može biti vrlo osrednja, a završetak će početi padati, izlažući bazu izolacije.
Vrste smjesa za žbukanje
Za primjenu u ovom smjeru mogu se koristiti proizvodi za žbukanje, kako za vanjske tako i za unutarnje radove. Potonji se obično dijele u dvije vrste:
- Akrilna fronta na polistirenu. Materijal s izvrsnom paropropusnošću, ali istodobno s otpornošću na vlagu. Otporan je na ekstremne temperature, jake mrazove, izlaganje suncu (ne urušava se, iako vremenom blijedi od ultraljubičastog zračenja) i fizički pritisak, jer ima elastičnost. Štoviše, ova vrsta žbuke vrlo je skupa, a i prilično je teška za održavanje, jer dobro upija prljavštinu. Visoka cijena, međutim, nadoknađuje se velikom trajnošću - do četvrt stoljeća;
- Mineral. Sastoji se od cementa, vapna i mineralnih agregata. Ekološki prihvatljiv materijal koji može podnijeti vlagu, ekstremne temperature, oborine i mraz. Istodobno ima visoku paropropusnost, izvrsno prianjanje i pristupačnu cijenu. Kao nedostatak vrijedi istaknuti manju trajnost (oko 10 godina), kao i nedostatak fleksibilnosti. A ako u slučaju tvrdih podloga poput betona ili opeke to nije problem, potiskivanje polistirena može dovesti do pukotina u žbuci pod vanjskim utjecajima.
Važno! Općenito, za vanjsku upotrebu bolje je odabrati akrilne spojeve. Dok je ekološka i nezapaljiva mineralna žbuka prikladna za unutarnje radove. Štoviše, potonji se također mogu dovršiti na razne načine. Pa, za rad na otvorenom, ako je potrebno, bolje je odmah pokupiti ukrasne mogućnosti sa željenim učinkom.
Tehnologija proizvodnje pjene izravno utječe na kvalitetu
Kao što smo gore rekli, sada je tržište ispunjeno znatnom količinom nekvalitetnog materijala. Može se proizvoditi u garažama, nekakvim skladištima.
No, glavni problem nije tamo gdje je materijal napravljen (iako okoliš također utječe na kvalitetu), glavni problem nije poštivanje svih pravila za izradu pjene.
Koja odstupanja mogu postojati od ispravne proizvodnje polistirenske pjene?
Najrazličitije - počevši od nekvalitetne granulacije i završavajući lošim, nepreciznim rezanjem blokova pjene u listove.
Neki pametni ljudi ne provode kao takvu stabilizaciju, starenje. Za njih je važna samo brzina proizvodnje ekspandiranog polistirena.
"Što više - to bolje - zaradit ćemo više novca!"
Zbog toga su karakteristike pjene jako pogoršane:
- može se ispostaviti krhko, krhko,
- granule mogu biti loše povezane jedna s drugom,
- gustoća može biti nejednaka.
To može biti i zbog nekvalitetne, neispravne opreme koja se koristila u proizvodnji - pjene, sušilice, kompresori, generatori pare itd.
I dalje važan trenutak: uz loše proizvodne tehnike, pjena može imati oštar, neugodan miris. Takva je slika moguća: kući su donijeli potpuno nove listove ekspandiranog polistirena, položili ih u garažu ili drugu sobu itd.ubrzo su čuli da je sobu ispunila nekakav opor, neugodan miris.
Odlaganje i recikliranje
PS-otpad nastaje tijekom proizvodnje polistirena, plus to su zastarjeli proizvodi. Većina otpada polistirena otpada na pjenaste polimere, odnosno na pjenastu plastiku. Otpad na bazi polistirena može se ponovno upotrijebiti u sljedećim uputama:
- Korištenje visoko onečišćenog industrijskog otpada.
- Zbrinjavanje otpada od proizvodnje polistirena s velikim utjecajem
- Recikliranje rabljenih proizvoda.
- Korištenje PS otpada.
- Odlaganje miješanog otpada.
Razmotrimo svaki od njih detaljnije.
Korištenje visoko onečišćenog industrijskog otpada: otpad se ispituje, razvrstava, čisti, drobi, pere i suši. Tada se masa dehidrira, konačno usitni i doda u ekstruder, gdje se komprimira, rastopi i impregnira plinom. Zatim se talina ohladi, osuši i granulira.

Prije obrade

Nakon obrade
Zbrinjavanje otpada od proizvodnje polistirena s velikim utjecajem: injekcijsko prešanje, ekstruzija, prešanje.

Ekstruder iz plastike s pjenom
Recikliranje rabljenih proizvoda (odnosi se na kruti otpad i ima šifru 43414101205). U Rusiji postoje tvrtke koje proizvode polistirenski beton, namještaj, igračke, izolaciju, blokove od pjene, listove i nove blokove od pjene od otpada od pjene.

Korištenje proizvoda od otpada od pjene: izolacija temelja kuće s listovima ekspandiranog polistirena
Korištenje PS otpada:
- mehanička obrada je mljevenje sekundarnog polistirena i daljnje miješanje s primarnim granulama. Klupe i ograde mogu se lijevati od dobivenog materijala,
- upotreba usitnjenog otpada na bazi polistirena za poboljšanje strukture tla ili betona,
- oporaba energije je spaljivanje otpada radi stvaranja topline,
- popunjavanje depresija terena,
- depolimerizacija je katalitička proizvodnja stirena iz polistirena radi dobivanja polimera.
Odlaganje miješanog otpada.
Kako izgleda oprema za obradu pjene, kao i neke faze samog postupka, možete vidjeti u sljedećem videu
Zaključci o proizvodnji pjene
- Tehnologija je prilično jednostavna, ali zahtijeva obvezno poštivanje svih propisanih pravila i propisa.
- Materijal (koji će izvana biti sličan kvaliteti) može se dobiti čak i uz značajna odstupanja od pravila proizvodnje. I to koriste "zanatske" firme (loši ljudi).
Stoga: kupujte samo proizvode pouzdanih proizvođača od povjerenja (koji nadziru kvalitetu)... Provjerite kod dobavljača odgovarajuće certifikate kvalitete.
Sada znate kako se izrađuje pjena, znate glavne značajke proizvodne tehnologije i kojem materijalu trebate dati prednost. Sretno!
Pjenasta plastika koristi se vrlo široko - neophodna je kao izolacijski, završni i ambalažni materijal. Kakav je on? Kako se provodi proizvodnja pjene, koje se sirovine i oprema koriste? Shvatimo to!


Što je stiropor?
Pjene uključuju sve vrste plastike napunjene plinom.
Prepoznatljive značajke materijala:
- porozna struktura, koja se sastoji od zatvorenih stanica;
- niska razina gustoće;
- visoka svojstva zvučne i toplinske izolacije.
Skupina pjenaste plastike uključuje:
- polivinilkloridni materijal;
- analog poliuretana;
- urea-formaldehidna pjena;
- fenol-formaldehidni materijal;
- polistirenski analog.
Ekspandirani polistiren je najčešći materijal. Opisaću njegovu proizvodnju. Prošireni polistiren stvorila je 1951. godine njemačka tvrtka BASF. Tada je dobio naziv marke "stiropor".
Pjenasta plastika za svoju je glavnu svrhu toplinski izolacijski materijal. To je 98% zraka.Plin je sadržan u mnogim malim, tankozidnim stanicama polistirenske pjene.
Kakve se sirovine koriste?
Proširivi polistiren koristi se kao sirovina za polistiren:
- Dobiva se suspenzijskom polimerizacijom stirena.
- Postupak se odvija dodavanjem tvari koja tvori pore, a to je smjesa izopentana i pentana. Volumen smjese u materijalu je 5-6%.
- Ako je pjena namijenjena za izgradnju, tada se sirovini dodaje 1% usporivača vatre. To su obično spojevi broma.
Polistiren se proizvodi u obliku granula. Te sferne čestice tretiraju se antistatičkim sredstvima. Sprečavaju nakupljanje električnih naboja materijalom tijekom transporta. Također, preradom se poboljšava proizvodljivost sirovina. Polistirenske granule na ruskom jeziku označavaju PSV (ekspandirajući polistiren).
Proizvođači se razlikuju po markama, vrstama pjene i sirovinama. Stoga prije kupnje materijala pročitajte njegov simbol u tehničkoj dokumentaciji.
- EPS (ekspandirajući polistiren), ekspandirani polistiren. Ovo je međunarodna oznaka za granule. FS (samogasivi polistiren) Je li još jedna moguća oznaka.
- PSB (suspendirana neprešana polistirenska pjena) Je li ruska oznaka za polistiren.
PSB-S (suspendirani samogasivi pjenasti polistiren) - druga verzija ruskog označavanja.
Nakon takvog označavanja slijedi digitalna oznaka stupnja materijala u smislu gustoće.
Gdje se koristi stiropor?
Upotreba pjene određena je njezinim tehničkim karakteristikama. Koriste se i oblikovani proizvodi od ekspandiranog polistirena i njegov usitnjeni otpad.
Ploče od pjene koriste se u graditeljstvu:
- Za samostalnu izolaciju fasada i interijera zgrada.
- Za proizvodnju neizmjenjivih oplata.
- U sendvič pločama.
- Kao izolacijski sloj unutar nosivih konstrukcija (troslojne armiranobetonske ploče ili blokovi, slojevito zidanje).
- Kao izolacijska podloga ispod estriha za mastiks ili valjane krovove.
- Za toplinsku izolaciju podova i podruma.
- Kao zaštita od smrzavanja podloge.
Također, pjena se koristi:
- u brodogradnji;
- u rashladnim uređajima;
- prilikom uređenja pontona i plutajućih molova;
- kao ambalaža za hranu i kućanske aparate.
Zbog niske cijene i jednostavne obrade, danas se naširoko koriste ukrasni proizvodi oblikovani pjenom:
- lajsne;
- stropne pločice;
- lajsne itd.
Upotreba polistirenskog betona.
Koristi se kompozitni materijal izrađen od polistirena i cementa:
Na ovu temu postoji sličan članak - Blokovi za izgradnju kuće: koji su bolji?
- u klasičnoj blokovskoj konstrukciji;
- s monolitnim metodama gradnje;
- za izolaciju zidnih obloga, ploča, krovova, stropova, pregrada;
- u proizvodnji fasadnih ploča i ukrasnih elemenata.
Kod kuće se blokovi obično izrađuju od polistirenskog betona gustoće 250-600 kg / m3, štoviše, lakši stupnjevi D 250-300 koriste se kao toplinska izolacija, a od razreda D 400-600 noseći zidovi i ograde podignuta, glavno područje primjene je niska gradnja.

Proizvodnja pjenastih ploča
Tehnologija proizvodnje pjene uključuje sljedeće faze:
- Početno pjenjenje sirovina;
- Starenje granula;
- Njihovo konačno pjenjenje;
- Sinterovanje ekspandiranog polistirena u ploče.
Zasićena para koristi se kao nosač topline u proizvodnji pjene.
Prethodno pjenjenje granula
Predpjenjenje sirovina — ovo je najvažnija faza u proizvodnji ekspandiranog polistirena. Utječe na kvalitetu konačnog proizvoda:
- Ubacivanje granula u predpjenivač... Prije toga određuje se njihov potreban volumen.
- Opskrba parom... Isporučuje se pod tlakom od 4-6 bara.
- Pjenaste granule... Istodobno se mnogo puta povećavaju u volumenu.
- Zaustavljanje pare... To se događa kada granule dosegnu volumen od jednog kubičnog metra.
- Istovar predpjenila... Pneumatska dostava pjenastih granula u sušilicu, a zatim u kantu za odlaganje.
Na proizvodnju pjene različitih gustoća utječu:
- sirovina, budući da granule polistirena imaju različitu frakcionaciju;
- volumen napunjenih granula;
- karakteristike pare;
- ukupni volumen već pjenastih granula.
Na gustoću materijala utječe i vrijeme njegovog zadržavanja:
- Ako je vremensko razdoblje predugotada granule počinju pucati. Stoga se gustoća povećava.
- Ako je razdoblje pjenjenja kratko, tada će pjena imati značajne razlike u svojoj gustoći. Zbog toga morate smanjiti temperaturu dovodom male količine zraka i smanjiti napajanje predpjenila.
Za proizvodnju lakih razreda ekspandiranog polistirena (8-12 kg / m³) koristi se opetovano pjenjenje. Pelete koje treba natovariti drugi put moraju biti dobro zasićene zrakom.
Vrijeme starenja sirovina prije ponovnog pjenjenja trebalo bi biti 11-24 sata. Što su granule manje, njihovo sazrijevanje mora biti kraće.
Sušenje i kondicioniranje pjenastih sirovina u spremniku za sazrijevanje
- Pjenaste sirovine suše se u sušilicama. Za to im se zagrijani zrak dovodi kroz perforiranu ploču. Temperatura mu je + 30-35 ° C. Pelete se zatim ohlade.
- Prethodno pjenasta sirovina izložena je laganom vakuumu. Stoga su peleti osjetljivi na promjene u okolišu. Kako bi s njih uklonili unutarnji stres, ventilator ih ispuhuje u kantu za odlaganje. Tamo su sirovine stabilizirane.
- Na temelju marke korištenih sirovina, vrijeme kondicioniranja može biti od 11 do 24 sata.
- Temperatura okoline pri držanju peleta trebala bi biti + 16-20 ° C. Ako je niža, tada treba povećati trajanje kondicije. Ljeti, na temperaturama iznad +20 ° C, razdoblje zadržavanja treba smanjiti.
Kad se pjenaste granule isporuče u silose, njihova prividna gustoća raste uslijed sudara s unutarnjim stijenkama transportera. Ovo povećanje gustoće mora se uzeti u obzir pri određivanju parametara pjenjenja.
U fazi zadržavanja granula, zbog činjenice da je tlak unutar sfera manji od atmosferskog, zrak ulazi u njih. Pentan i voda istiskuju se iz sirovine dok se ne stabilizira.
Mini radionica za pjenjenje polistirena

Kompletna oprema za radionicu za proizvodnju ekspandiranog polistirena (pjenaste kuglice) sastoji se od sljedećih tehnoloških cjelina:
Ovaj set opreme posebno je dizajniran za industriju namještaja.
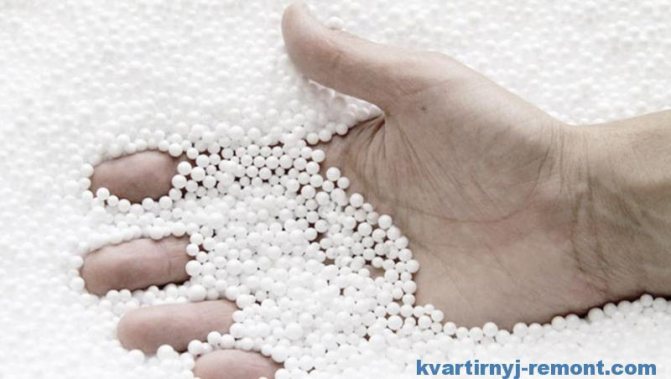
Ovako izgledaju sirovine za proizvodnju (PSV granule) i gotov proizvod - svjetlost, toplo i baloni od ekspandiranog polistirena koji se koriste kao punilo za namještaj:
Kao što znate, tapecirani namještaj bez okvira sada postaje sve popularniji. U srcu takvog namještaja nalazi se pokrov od guste tkanine za namještaj ili kože, ispunjen granulama od pjenastog polistirena (polistirena). Takav namještaj ispada moderan, neobičan i vrlo jeftin, a sjedenje i ležanje na njemu je toplo i vrlo ugodno.
Pjenasti polistiren koriste i proizvođači proizvoda za spavanje - za proizvodnju jastuka i madraca.
Obično proizvođači takvog namještaja kupuju gotovi pjenasti polistiren u vrećama. Nudimo proizvođačima namještaja da smanje troškove trošenja ekspandiranog polistirena započinjući njegovu proizvodnju. Izrada je jednostavna, čista i ne zauzima puno prostora u vašoj radionici.
Razmotrimo koja vam oprema za to treba.
Predpjenivač Vibromaster PV-8

Za rad ovog uređaja trebat će vam električni priključak na trofaznu mrežu od 380 V i vodu. Pjenenje granula nastaje u kontinuiranom načinu. Uređaj je jednostavan za održavanje i radi u poluautomatskom načinu rada.Zadatak operatera je povremeno uključiti opskrbu sirovinama.
Cijena je samo 129.700 rubalja!
Tehničke značajke Vibromaster-PV-8
| Parametar | Vrijednost |
| Produktivnost, do, kubni m / smjena | 8 |
| Volumen lijevka za granule, l | 40 |
| Volumen komore, l | 220 |
| Ukupne dimenzije, mm | 1200x820x1920 |
| Težina, kg | 220 |
| Napon napajanja, V | 220/380 |
| Potrošnja električne energije, kW / sat | 18 |
| Broj zaposlenih, ljudi | 1 |
Pneumatski transport VM-PT-1
![]()
Pneumatski transport namijenjen je hranjenju kuglica ekspandiranog polistirena (polistirena) u spremnik za sazrijevanje VM-BV-18.
Opremljen prihvatnim lijevkom. Nakon punjenja bunkera, operater uključuje pneumatski transport na posao. Snažan protok zraka usmjerava ekspandirani polistiren kroz cjevovod u spremnik za sazrijevanje.
Cijena je samo 26427 rubalja!
Tehničke značajke Vibromaster-PT-1
| Parametar | Vrijednost |
| Produktivnost ugradnje zrakom, kubnih metara / sat | 1620 |
| Tlak u radnom području, Pa | 1177 |
| Napon napajanja, V | 380 |
| Potrošnja energije, kW / sat | 1.1 |
| Težina, kg | 50 |
Bunker za sazrijevanje VM-BV-18

Kanta za sazrijevanje potrebna je za sušenje granula nakon postupka pjenjenja. Obloga koša izrađena je od "prozračne" sintetičke tkanine visoke čvrstoće visoke čvrstoće.
Polistirenske kuglice u njemu brzo se suše i tada su spremne za upotrebu.
Rezervoar je na dnu opremljen ispušnim vratima.
Cijena je samo 28681 rubalja!
Tehničke značajke Vibromaster-BV-18
| Parametar | Vrijednost |
| Volumen bunkera za sazrijevanje, kubnih metara | 18 |
| Ukupne dimenzije, mm | 2550x2550x4000 |
| Ukupne dimenzije lijevka, mm | 2500x2500x2900 |
| Težina, kg | 130 |
Ove komponente možete kupiti zasebno:
- Predpjenivač Vibromaster-PV-8 (cijena 129.700 rubalja)
- Vibromaster-PT-1 (cijena 26.427 rubalja)
- Bunker za sazrijevanje Vibromaster-BV-18 (cijena 28681 rubalja)
Ili možete kupiti cijeli set
Cijena kompletnog kompleta opreme iznosi samo 159.900 rubalja!
Također možete vidjeti sljedeće odjeljke
- Mini radionica za polistirenski beton
- Predpjenivač Vibromaster-PV-8
- Pneumatski transport Vibromaster-PT-1
- Bunker za sazrijevanje Vibromaster-BV-18
- Mješalica za beton SB-80-05
- Sirovine za polistiren (PSV granule)
- Obrazac za polistirenski beton PSB-Standard
- 1-sjedeća plastična forma
- Plastični oblik u metalnom okviru, trosjed
Kako odabrati opremu za proizvodnju ekspandiranog polistirena?
Ako se odlučite za izradu vlastitog stiropora, morate odabrati odgovarajuću opremu za radionicu. Odaberite komponente proizvodne opreme na temelju količine proizvoda koji planirate.
Primjerice, ako potrebna količina materijala nije veća od 1000 kubnih metara mjesečno, potreban vam je vod kapaciteta 40 kubnih metara po smjeni. Moći će dati ovaj volumen pjene.
Napominjemo da procijenjeni kapacitet linije možda neće odgovarati stvarnom. Ovisi o sljedećim točkama:
- Najvažniji faktor - podrijetlo sirovina: uvoznih ili domaćih. Na ruskim peletima produktivnost se može malo smanjiti.
- Druga nijansa - stupanj pjene koju ćete proizvoditi. Dakle, ekspandirani polistiren PSB-12 ima gustoću manju od 12 kg po kubičnom metru. Stoga se može dobiti samo dvostrukim pjenjenjem. To smanjuje performanse linije.
Bolje je odabrati opremu za proizvodnju pjene koja ima visoke performanse. Ne vrijedi raditi liniju male snage na granici svojih mogućnosti, uskoro može propasti.
Kako odabrati generator pare?
Izvor pare je generator pare (parni kotao). Minimalni kapacitet trebao bi biti 1200 kg po smjeni. Međutim, poželjno je kupiti parni kotao većeg kapaciteta. To će omogućiti daljnje poboljšanje performansi opreme.
Pripremne aktivnosti
Prije nastavka kupnje opreme potrebno je pripremiti odgovarajuće prostore.
Iz tog razloga prostorija u kojoj će se proizvoditi ekspandirani polistiren mora imati visokokvalitetni sustav ventilacije. Slijedom toga, malo je vjerojatno da će biti moguće uspostaviti proizvodnu radionicu u gradskom stanu. Trebat će vam zasebna soba, idealno cijela šupa ili čak hangar u predgrađu, smješten što je dalje moguće od dnevnih boravaka. Kad se ovo sazna, sada ćemo razmotriti što bi točno moglo biti potrebno u radu.

Oprema za proizvodnju pjene
Potrebna oprema
Minimalni set specijalizirane opreme za proizvodnju opisanog materijala sastoji se od:
- generatori pare, kao i baterije za njih;
- kompenzatori;
- predpjenila;
- hladnjaci;
- primanje kanti;
- jedinice za rezanje;
- blok obrasci;
- drobilice.
Sam proces proizvodnje i prodaje trebao bi započeti upoznavanjem dobavljača, koji, usput rečeno, mogu pomoći u potrazi za distributerima sirovina i dodatne opreme. Većina domaćeg tržišta preplavljena je kineskim uređajima. Moguće je dostaviti proizvode na odredište, pripremiti relevantnu dokumentaciju za carinu itd. Za postavljanje i pokretanje sustava može vas posjetiti posebno plaćeni stručnjak. Što se tiče europske opreme, ona će koštati otprilike dva do tri puta više, iako će kvaliteta sigurno biti puno bolja.
Penoplex ljepilo
Ranije smo napravili pregled marki ljepila pogodnih za penoplex, uz ovaj članak savjetujemo vam da pročitate ove podatke, pročitajte o tome ovdje
Kupnje potrebne za proizvodni proces
Dakle, izradili ste poslovni plan, znate kakav će biti budući opseg posla i potrebna kapitalna ulaganja, sada vam ostaje glavno - kupiti opremu za proizvodnju pjenaste plastike. U postupku će se koristiti postavke u nastavku.
- Akumulatori ili generatori pare potrebni za normalno funkcioniranje predpjenila. Ova kategorija također uključuje pneumatske transportne cijevi, vage, transformatore, kondenzacijske slavine itd.

- prisutnost / odsutnost ugrađenog generatora pare, dozatora za punjenje, lijevka;
6. Prihvatni rezervoar. Ovaj mehanizam može biti opremljen ventilatorom s načinom zagrijavanja zraka ili se on (ventilator) može na njega zasebno povezati. U ovom bunkeru sirovine odležavaju i suše. Uređaji se mogu razlikovati ne samo u pogledu snage, već i u pogledu korisne glasnoće.
7. Stol za rezanje ekspandiranog polistirena na listove potrebne debljine i dimenzije.Prije svega, ove se tablice razlikuju u konfiguraciji; mnogi su moderni modeli dodatno opremljeni daljinomjerima, specijalnim utornim pilama, transformatorima koji griju žice i još mnogo toga. Za duge elemente tipa profila (poput izolacije za škriljevce, lajsne, stupove ili ploče) stol se može zamijeniti strojem za trodimenzionalni format. Kontrola se u ovom slučaju provodi pomoću posebnog računalnog programa.

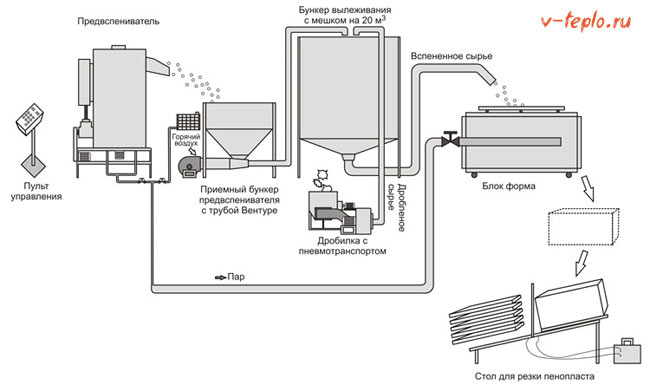
Otkrivši koja je oprema potrebna, izračunat ćemo koliko će približno koštati.
Stol. Približni trošak opreme (ako je proizvodni kapacitet radionice 40 kubika po smjeni).
| Generator pare, 85 tisuća rubalja (1 kom.) | Pneumatske cijevi, 24 tisuće rubalja (1 set) |
| Pre-pjenasti, 80 tisuća rubalja (2 kom.) | Parni akumulator, 90 tisuća rubalja (1 kom.) |
| Košara za primanje, 15 tisuća rubalja (1 kom.) | Drobilica, 45 tisuća rubalja (1 kom.) |
| Grijani ventilator, 14 tisuća rubalja (1 kom.) | Stroj za rezanje, 20 tisuća rubalja (1 kom.) |
| Vreća za bunker za sazrijevanje, 8 tisuća rubalja (1 kom.) | Torba za bunker br. 2, 5 tisuća rubalja (1 kom.) |
| Venturi cijevi, 3 tisuće rubalja (2 kom.) | Vakuumska pumpa, 50 tisuća rubalja (1 kom.) |
| Ventilator, 11 tisuća rubalja (2 kom.) | Blok-oblik, 125 tisuća rubalja (1 kom.) |
Kao što vidite, sva potrebna oprema za proizvodnju polistirena koštat će oko 680 000 rubalja. Stoga je preporučljivo izrađivati ekspandirani polistiren samo kada je riječ o prilično velikim količinama materijala. Ako vam je cilj osobna potrošnja, onda sve ovo vjerojatno neće biti isplativo.
Bilješka! Mnogi proizvođači koji žele smanjiti troškove kupuju rabljenu opremu. Primjerice, u Njemačkoj vlada daje zajmove s 3-5 posto godišnje za poboljšanje proizvodne baze. Slijedom toga, Nijemcima je isplativije prodavati jedinice koje su služile četiri godine po njihovom trenutnom trošku (naravno, minus amortizacija).
Dakle, rabljene instalacije od ili "Kurz" koštat će oko 70 tisuća rubalja, ali možete dobiti njemačku kvalitetu, jedinstveni premaz svih željeznih elemenata i najmanje pet godina radnog vijeka. Za usporedbu: cijena ruskog blok-oblika nakon stvaranja sličnog premaza na njemu povećava se za oko 25 tisuća.
Sada - izravno u proizvodni proces!
Izlaz
Polifoam se može proizvoditi od granula različitih veličina i podrijetla. Na tržištu postoje vrste različite gustoće i debljine, pa uzmite to u obzir prilikom kupnje materijala.
Pri odabiru opreme za proizvodnju ploča od ekspandiranog polistirena, uzmite u obzir njezinu vrstu, izvedbu, kompletnost i razinu automatizacije. To izravno utječe na količinu i kvalitetu proizvedenog materijala.
Video u ovom članku pomoći će vam da bolje razumijete temu. Ako vam nešto ostane nejasno, postavljajte pitanja u komentarima.
- Proširena polistirenska pjena... Sirovine se stavljaju u poseban spremnik, gdje se materijal obrađuje parom tekućina s niskim vrelištem. Kao rezultat pjenjenja, granule se šire u volumenu od 20 do 50 puta. Nakon postizanja potrebne razine granula, protok pare se zaustavlja, a radni materijal uklanja se iz spremnika. Sam postupak traje oko 4 minute.
- Sazrijevanje... Nakon sušenja materijal se šalje u posebnu kantu za sazrijevanje, prema marki (15, 25, 35 i 50), gdje se odvija proces sazrijevanja.Vrijeme cijelog postupka traje od 4 do 12 sati, ovisno o veličini granula i okolišu t.
- Blokovi za sušenje... Pripremljeni blokovi razvrstani su po markama i pohranjeni. U početku blokovi i dalje mogu ispuštati preostalu vlagu. Razdoblje sazrijevanja blokova traje od 12 do 30 dana.
- Rezanje blokova pjene. Na posebnom stroju za pjenu izvodi se rezanje blokova pjene u niz na ploče određenih dimenzija. Standardne veličine su 20, 30, 40, 50 i 100 mm, moguće su i druge veličine.
Razlika u vrstama polistirena i zašto ga treba zaštititi
Nećemo pisati o izolacijskim svojstvima ovog materijala, jer smo ovo pitanje već pokrenuli ranije. Zadržimo se na sastavu - granulama stirena, koje su međusobno povezane vrlo jednostavno. Ova porozna struktura izuzetno je loša u provođenju temperature. Ali s vremenom provodljivost raste kako se veze između granula smanjuju. To se događa zbog promjena vlage, kao i izlaganja izravnoj sunčevoj svjetlosti, čiji ultraljubičasti spektar ima razarajući učinak na strukturu izolacije. Zato takav polistiren mora biti zaštićen ili zavjesnim zidom ili žbukom.
Tu je i ekstrudirani polistiren, koji je puno gušći nego inače. To je zbog topljenja granula. Ne lomi se i drobi se tako lako, pa mu je potrebna manja zaštita, ali potonje još uvijek ne možemo isključiti.
Tu je i polistirenski beton, koji je, kako i samo ime kaže, smjesa granula materijala s cementom. U ovom slučaju dobivamo trajnu izolaciju, pa čak i građevinski materijal. Završiti potonje žbukom mnogo je lakše, a ovaj članak ga se neće dotaknuti.