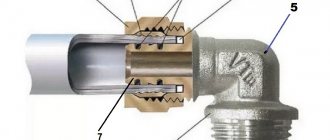
Tavidlo pre spájkovanie medených rúr

Málokto vie, čo znamená tok spájkovania. Tavidlo je látka zložená z chemických prvkov, ktorá pomáha spájke lepšie vyplniť kĺbový priestor. Jednou z funkcií tavidla je okrem toho odstraňovanie nečistôt a produktov z oxidačného procesu, ako sú kyselina boritá a chlorovodíková. Okrem všetkého vytvára vrstvu ochranného filmu proti vzdušnému kyslíku... S prihliadnutím na tieto vlastnosti je potrebné správne zvoliť typy kovových výrobkov, ktoré je potrebné spojiť, a látky, ktoré vyplnia spojovaciu medzeru, ako aj udržať ukazovatele teplotného ohrievača pod kontrolou.
Tok v procese spájkovania

Skúsení zvárači, ktorí vo výrobe pracujú mnoho rokov, sa samozrejme zaobídu bez predmetných kompozícií.
Ak ste však druhoradým špecialistom alebo len začínate používať zvárací stroj, tavivo je vašim verným priateľom, pretože jeho použitie zjednodušuje postup a zvyšuje kvalitu získaných výrobkov.
Posúďte sami: aj keď nemáte veľa skúseností, ponorné oblúkové spájkovanie zaručuje oveľa lepší výsledok ako oblúkové zváranie.
Je to spôsobené tým, že v prvom prípade sú švy spoľahlivé a rovnomerné a samotná práca vám zaberie oveľa menej času.
Uvažovaná technika spájkovania navyše poskytuje hlbšie roztavenie súčasti v dôsledku voľby prúdu so zvýšenou hustotou.
Je pravda, že v tomto prípade sa tiež zvyšuje teplota vystavenia elektróde, v dôsledku čoho môže stratiť časť povlaku, ale to vôbec nie je dôvodom na obavy.
Okrem toho použitie špeciálnej kompozície počas spájkovania natvrdo umožní zabrániť vzniku pórov a v budúcnosti cudzích telies v mieste zvarového švu, pretože pri spájkovaní horákom pod prúdom sa v zásade póry netvoria.
Druhy toku
- Prvý typ chemického pomocníka zahŕňa látky, ktoré vynikajúco bránia korózii. Táto spojivová látka sa skladá hlavne z látok, ktoré rozpúšťajú kvapalinu, a z prvku ako je fosfor. Výsledkom ich vzájomnej práce je integrálna spojovacia látka. Pri použití tohto typu odpadá potreba použitia látok, ktoré sú určené na čistenie po procese spájkovania. Je to veľmi ziskové a vôbec nie problematické.
- Druhým typom tavidla je látka pozostávajúca z kyseliny salicylovej, ktorá je dokonale rozpustná v organických rozpúšťadlách. Okrem tejto zložky spojovacej látky môže slúžiť ako základ aj vazelína, alkohol a deriváty zlata. Ak použijete tento typ tavidla v prevádzke, môžete dosiahnuť vynikajúci výsledok vo vzťahu k švom, okrem čistoty získajú úhľadný vzhľad.
- Tretím typom mäkkého konektora je kolofónia a kyselina boritá sodná. Sodná soľ sa začína topiť pri teplotách v rozmedzí od 70 stupňov Celzia. Je potrebné venovať osobitnú pozornosť skutočnosti, že táto látka a jej produkty topenia nie sú absolútne škodlivé pre ľudský život a zdravie. Spojovacie látky môžete vytvoriť sami zmiešaním všetkých zložiek do jedného celku.
Spájkovanie meďou pod tavivom
Aký je rozdiel medzi spájkovaním tavidlom?
Najprv musíte pochopiť jeho rozdiely od konvenčného spájkovania elektrickým oblúkom. Takže v porovnaní s ručným zváraním sa proces spájkovania tavidlom stáva efektívnejším. Úroveň spätného rázu sa zvyšuje asi 4 až 5-krát... A je to pochopiteľné, pretože elektrický prúd prechádza elektródovým drôtom iba na jeho výstupe. Preto použitie tavidla v procese zvárania medi umožňuje použiť prúd so zvýšenou hustotou. Nemusíte sa báť ani toho, že elektróda bude vystavená dlhodobému pôsobeniu vysokých teplôt, čo povedie k odlepeniu poťahového materiálu.

Spájkovacie materiály pre medené rúry
Okrem toho v procese použitia vysokých prúdov stúpa hĺbka topenia kovového produktu na dostatočne vysokú. Aj preto je možné spájkovanie uskutočniť bez rezania zosilneného okraja. Je potrebné pripočítať skutočnosť, že zabezpečenie vysokej ochrany kovu v roztavenom stave pred kontaktom s prúdmi vzduchu, kovovými švami a spojmi sú vysoko kvalitné.

Spájkovanie medených rúr vlastnými rukami
Minimálne množstvo cudzích inklúzií sa dosiahne absenciou pórov v kovových švoch. Existuje vysvetlenie, že rýchlosť tvorby kovových kryštálov sa zvyšuje, pretože na povlaku spojovacích švov sú troskové formácie.
Nevýhodou použitia mäkkých spojok je, že roztavený kov sa stáva čo najviac tekutým a tekutým.
Pred zakúpením tavidla pre výrobky z medi venujte pozornosť jeho špeciálnym vlastnostiam. Najskôr je potrebné vykonať určité opatrenia, aby sa zabránilo tvorbe filmu oxidov.
- Neustále majte pod kontrolou limity teplotných indikátorov mäkkého konektora a spájky, je potrebné zabezpečiť, aby boli rovnaké. Pri výbere tavidla sa zamerajte na jeho výkon v závislosti od typu spájky.
- V prípade, že sa dosiahne ideálna zhoda teplotných indikátorov, je možné ho použiť ako zariadenie na meranie teplotných zmien počas procesu spájkovania. Preto je prehriatie prvkov počas spájkovania nemožné.
Dnes sú v predaji suché, pastovité a tekuté tavidlá. Vo väčšine prípadov nájdu konektory v tekutom stave svoje použitie v procese spájkovania kvapalinou. Použitie suchého tavidla je nepohodlné. Pastovitý tok pre výrobky z medi je celkom vhodný, pretože nevyžaduje oneskorenie pri aplikácii. Osobitná pozornosť by sa mala venovať kvalite toku, aby sa dosiahol kvalitný výsledok vykonanej práce.

Kvalitu možno určiť pomocou nasledujúcich funkcií:
- povrch po spájkovaní je ním úplne pokrytý;
- má viskózny základ a vysokú hustotu, ktorá zaisťuje dostupnosť spájky do miesta určenia;
- chráni pred tvorbou filmu, kvalitatívne ho čistí;
- má homogénne zloženie chemikálií;
- s jeho pomocou sú počas procesu spájkovania viditeľné všetky švy;
- jeho použitím sa vypína možnosť pracovať vo vzpriamenej polohe;
- dobre odnímateľná špina.
Na dosiahnutie vysoko kvalitného produktu je potrebné sa ho po procese spájkovania zbaviť pomocou na to určených rozpúšťadiel.
Typy a vlastnosti plynových horákov
Plynový horák sa právom považuje za najpohodlnejšie zariadenie na zváranie akýchkoľvek medených výrobkov. Prístroj je ľahký a ľahký, ľahko použiteľný a ekonomický. Schopnosť nastaviť výkon plameňa vám umožňuje nastaviť parametre pre konkrétne typy práce.
Štandardná konštrukcia plynového horáka obsahuje nasledujúce prvky:
- Zostava na zaistenie nádrže palivom.
- Hlava prístroja.
- Tryska.
- Reduktor.
- Regulátor intenzity plameňa.

Výrobcovia navyše do dizajnu zahŕňajú ďalšie prvky: adaptéry, špičky, reflektor plameňa atď.
Zariadenia sú klasifikované podľa niekoľkých parametrov. Podľa technických možností zariadenia teda existujú:
- Domácnosť.Lacné zariadenia s minimálnou sadou funkcií. Teplota požiaru je regulovaná v rozmedzí 1 000 - 1 500 ° C.
- Profesionálny. Drahšie horáky určené pre veľké objemy práce. Plameň má teplotu 1 500 - 2 000 ° C.
V závislosti od použitej zmesi plynov sú horáky rozdelené do niekoľkých typov:
- Propán. Sú špecializované alebo univerzálne. Považujú sa za najbežnejšie. Plyn vytvára rovnomerný, intenzívny plameň.
- Na plyne MARP. Vyznačujú sa mäkkým, ale energickým plameňom, ktorý jemne ovplyvňuje materiál potrubia a zabraňuje jeho poškodeniu.
- Acetylén. Častejšie sa používajú pri práci na zariadeniach kufra. Sú poháňané jednorazovými valcami alebo sú stacionárne. Plyn dáva vysokú teplotu plameňa, čo má pozitívny vplyv na hospodárnosť, ale často vedie k prehriatiu častí a zvyšuje pravdepodobnosť poškodenia.
Plynové horáky s jednorazovými fľašami sa ľahko používajú, nezávisia od zdrojov elektrickej energie, sú kompaktné a bezpečné. Jedinou nevýhodou je potreba častej výmeny valcov.
Stacionárne zariadenia sa vyznačujú výkonným plameňovým horákom, ktorý umožňuje rýchle a efektívne spájkovanie. V každodennom živote sa používajú extrémne zriedka.
Pasty na mäkké spájkovanie medených rúr v Moskve
„Online konzultant“ je k dispozícii na webových stránkach predajcu. Ak chcete prejsť na web, kliknite na tlačidlo „Uložiť“
Objednávka jedným kliknutím je k dispozícii na webových stránkach predajcu. Ak chcete prejsť na web, kliknite na tlačidlo „Uložiť“
„Online konzultant“ je k dispozícii na webových stránkach predajcu. Ak chcete prejsť na web, kliknite na tlačidlo „Uložiť“
Objednávka jedným kliknutím je k dispozícii na webových stránkach predajcu. Ak chcete prejsť na web, kliknite na tlačidlo „Uložiť“
Na webových stránkach predajcu je k dispozícii bezplatné číslo 8 800. Ak chcete prejsť na web, kliknite na tlačidlo „Uložiť“
„Online konzultant“ je k dispozícii na webových stránkach predajcu. Ak chcete prejsť na web, kliknite na tlačidlo „Uložiť“
Spájkovanie natvrdo
Domáce spájkovanie medených rúr pomocou pevnej spájky sa vykonáva, ak sa plánuje prevádzka systému pri teplote vyššej ako 110 ° C. Pripojenie vyžaduje teplotu nad 700 stupňov, preto sa spájkovanie vykonáva pomocou plameňovej metódy.

Spájka medi a fosforu sa vyrába vo forme tyčí a používa sa na vysokoteplotné spájkovanie
Poznámka! Technológia tvrdého spájkovania spočíva v žíhaní kovu, čo vedie k mäknutiu medi.
Použitie spájky meď-fosfor nevyžaduje tok. Ak správne zaistíte rovnomerné zahriatie koncov výrobkov, vyplní sa medzera. Pripravenosť spojenia sa kontroluje spájkovacou lištou - mala by sa roztaviť.
Kroky spájkovania sú nasledovné:
- Dokovacia stanica je zostavená a zahriata.
- Spájka sa zavádza do spojovacieho bodu objímky a potrubia, ktoré je mäkčené horákom.
- Po prvom priľnutí sa rúrka otočí a zmäkčená spájka sa navinie na ďalšiu časť spoja.
Výhody technológie spájkovania medených rúrok sú:
- dobrá pevnosť švu;
- možnosť zníženia šírky spojenia;
- použiteľnosť v systémoch pracujúcich pri vysokých teplotách.
Pretože správne spájkovanie medených rúr s pevnou spájkou by malo vylúčiť prehriatie výrobkov, ktoré vedie k prasknutiu, je lepšie zveriť prácu odborníkom.

Spájkované rúry sa používajú vo vykurovacích systémoch
Aký druh spájky na spájkovanie medených rúr je lepšie použiť, typy a vlastnosti materiálov
Medené rúrkové výrobky sa používajú v širokej škále priemyselných odvetví. Plyn, ropné produkty, voda a ďalšie médiá sa prepravujú potrubím z nej vyrobeným. Na inštaláciu vedení sa na zváranie medených rúr používa spájka.

Podmienky, v ktorých sa takéto potrubia prevádzkujú, môžu byť rôzne - ovplyvňujú výber typu spájky na pripojenie konštrukčných prvkov.
Materiály potrebné na prácu
Spájkovanie medených rúr si môžete urobiť sami. Pre prácu budete potrebovať:
- spájka;
- oceľová kefa;
- tok;
- kefa;
- spájkovačka alebo plynový horák.
Spájka je vo forme drôtu s teplotou topenia nižšou ako je teplota medi. To umožňuje spájať výrobky zahrievaním. Pomocou oceľovej kefy sa počas prípravných prác očistí vnútorný povrch tvarovky a vonkajšia časť potrubia.
Spájka môže byť vysokoteplotná, čo je tenký medený drôt s prídavkom až 6% fosforu a s teplotou topenia 600 - 800 ° C, a nízkoteplotná - z tavenia cínu pri 300 - 400 ° C.
Na spojku a potrubie sa pred montážou spojovacej jednotky nanáša tekutý tok, tuhý tok sa taví v zóne na tvrdé spájkovanie. Pastové tavidlo je zahustená zmes, ktorú je možné nanášať pred aj po dokovaní. Tavidlo čistí povrch potrubia od oxidov, chráni spájkovanú oblasť pred kyslíkom, podporuje šírenie spájky a zlepšuje priľnavosť spájaných častí.

Na ohrev kovu a spájky je potrebný plynový horák
Rozlišuje sa medzi plynovými horákmi so stacionárnym valcom alebo jednorazovým. Existuje samostatný typ horákov - acetylén-kyslík, ktoré sa líšia svojou konštrukciou. Voľba výkonu zariadenia na spájkovanie sa uskutočňuje podľa teploty topenia spájky. Na spájkovanie medených rúr sa používajú profesionálne nástroje, poloprofesionálne - tvrdé a mäkké spájky.
Čo je spájkovanie a spájkovanie?
Spájka je zliatina alebo kov, ktorý sa používa na spájanie jednotlivých kovových častí s cieľom vybaviť jeden systém. Technológia spájania dvoch častí do jednodielnej konštrukcie sa zvyčajne nazýva spájkovanie.
Pretože sa spájky používajú v mnohých priemyselných odvetviach, vyrábajú sa v rôznych formách - môže to byť drôt, tyče, fólie atď. Chemické zloženie spájky na tvrdé spájkovanie medených rúr priamo závisí od teploty tavenia, od typu použitých prvkov, od ich parametrov a ďalších nuancií.

Základom spájky sú nasledujúce chemické prvky:
V prípade spájky by teplota tavenia mala byť nižšia ako teplota tavenia kovov, z ktorých sú vyrobené tvarované časti, ktoré sú počas procesu spájkovania mierne zahrievané a nemôžu sa zdeformovať. Spájkovanie sa považuje za výnosnejšiu metódu spojenia v porovnaní so zváraním.

Spájky v súlade s bodom topenia sú niekoľkých typov:
- Taviteľné - od 150 do 450 stupňov.
- Stredné topenie - nie vyššie ako 1100 stupňov.
- Vysoká teplota topenia - až 1850 stupňov.
Prvý typ spájok sa používa na mäkké spájkovanie a druhý a tretí - na tvrdé spájkovanie.
Čo potrebujete na spájkovanie medených rúr? Pri spájaní výrobkov je okrem spájky potrebný aj tavidlo. Lepené povrchy je potrebné chrániť pred oxidáciou. Aby bolo spojenie silné, musíte zvoliť správnu spájku a tavidlo. Účelom použitia spájok je získať spoľahlivý šev. Bez spojenia rúrok na rôzne účely vrátane výrobkov z medi je často nemožné sa zaobísť bez neho.
Dôvody pre chybné spájkované spoje
Výsledkom spájkovania je spoľahlivé spojenie.
Na konci nášho článku sa dotkneme smutnej témy neúspešných pokusov o spájkovanie rúr. Tento proces skutočne nebude fungovať prvýkrát u všetkých domácich remeselníkov.
Typické prípady chýb spájkovaných švov sa vyskytujú z nasledujúcich dôvodov:
- Nedostatočné zahrievanie potrubia alebo spájky. Vďaka tomu medený alebo cínový drôt spájky jednoducho nezmäkne a miestami sa nalepí na tavidlo. V tomto prípade bude šev tiecť pri prvom pokuse o použitie potrubia na zamýšľaný účel. Táto nevýhoda je ľahko eliminovateľná - stačí držať rúrku alebo spájku v plameni horáka, kým sa nezmení farba celej vrstvy toku.
- Chyby pri ukladaní vrstvy toku.Niekedy pán urobí chybu a vynechá časť potrubia bez toho, aby ho namazal tavidlom. Vďaka tomu sa spájka neprilepí na rúrku alebo po vytvrdnutí odpadne. Túto chybu je možné napraviť starostlivým preskúmaním potrubia po nanesení tavidla.
- Prehriatie potrubia. V takom prípade tavidlo jednoducho zhorí a spájka po ochladení okamžite vypadne. Preto by ste nemali preexponovať potrubie v plameni horáka.
Okrem toho je počas procesu spájkovania veľmi dôležité dodržiavať bezpečnostné pravidlá. Koniec koncov, táto technológia je spojená s použitím otvoreného plameňa (horák) a chemicky aktívnych činidiel (tavidlo). Preto pri práci s horákom, spájkou a tavidlom musíte používať osobné ochranné prostriedky: rukavice, okuliare, zástery a pod.
Spájkovanie medených rúr
Vzhľadom na to, že meď je slabo náchylná na korozívne procesy, je ľahké ju spájkovať. Cín, striebro, iné zliatiny a kovy sú s ním počas procesu dokovania najlepším kontaktom.
Na pripojenie výrobkov z medi sa používa kapilárne spájkovanie. Je založená na schopnosti kvapaliny v dôsledku adhézie pohybovať sa po úzkych kanáloch, a to aj proti smeru gravitácie. Vďaka fenoménu kapilárnosti je spájka schopná rovnomerne vyplniť medzery bez ohľadu na to, ako sú umiestnené rúry.
V tomto prípade môže proces spájkovania prebiehať pomocou ľahkých, stredných a vysoko taviacich zliatin. Vďaka prvému typu sa vykonáva spájkovanie pri nízkej teplote a ďalšie dva - vysokoteplotné. Výber spájky je založený na podmienkach, v ktorých sa bude používať hotové potrubie.
Nízkotaviteľný typ, ktorý sa tiež nazýva mäkká spájka na spájkovanie medených rúr, zahŕňa cín a jeho zliatiny: cín-meď, cín-striebro, cín-meď-striebro. Spájky, ktorých hlavnou súčasťou je olovo, patria do rovnakého typu, sú však toxické, a preto ich nemožno použiť pri kladení potrubí na zásobovanie pitnou vodou.
Teraz technológia: deväť krokov a niekoľko rád
Technológia tvrdého spájkovania medených rúr nie je vôbec komplikovaná.
Tu sú kroky, ktoré môžete rozdeliť na:
- Strihanie a šitie: Kovom nakrájajte na dĺžku rezačkou rúr. Plochu rezu vyrovnajte, rezačku udržujte kolmo na povrch.
- Čistenie obrobkov kovovou kefou, odstraňovanie otrepov z koncov. V tejto fáze by sa nemala používať smaragdová tkanina kvôli riziku tvorby jemného piesku, ktorý narúša priľnavosť nápoja.
- Rozšírenie okraja jednej z rúrok tak, aby koniec druhej rúry ľahko zapadol do prvej s minimálnou vôľou.
- Po rozšírení dôkladné vyčistenie koncov drôtenou kefou.
- Aplikácia taviacej zmesi na koniec potrubia v najjednotnejšej tenkej vrstve.
- Vložte konce rúrok do seba, dôkladne ich zahrejte, kým farba tavidla na rúre nezmení farbu na striebornú.
- Do spoja sa privedie spájka, ktorá sa okamžite roztaví a vyplní medzeru medzi rúrkami. Proces sa končí, keď je medzera vyplnená spájkou.
- Po zahriatí je potrebné nechať utesnenú rúrku dôkladne vychladnúť - v žiadnom prípade sa jej v tomto prípade nesmie dotýkať.
- Utrite do sucha, odstráňte zvyšky tavidla.
Metóda pripojenia potrubia.
Spájkovanie medených rúr pomocou spájky je založené na fyzikálnom jave - kapilárnom efekte. Faktom je, že roztavená spájka vyplňuje medzeru medzi rúrkami v dôsledku síl povrchového napätia. Po stuhnutí sa spájka v medzere zmení na silný monolitický šev.
Ak náhle dôjde k chybe vo forme fistuly alebo poškodenia kĺbu, je možné produkt rýchlo a ľahko opraviť. Aby ste to dosiahli, stačí ho zohriať a rozobrať. Po odstránení defektov znovu zohrejte a znovu spájkujte.
Čisté tupé spoje z medených výrobkov sa nedajú vyrobiť - nie sú životaschopné a určite vás potopí voda - všetko spájkovanie sa zrúti. Je lepšie vyrobiť spojky rozšírením konca jednej z rúrok.
Teraz o ohýbaní.Pomocou ohýbačky rúr je možné ohýbať iba mäkko žíhané rúry. Ak nie sú žíhané, používajú sa spájkované medené tvarovky. Uhol môže byť 90 ° alebo menej.
Ako si vybrať spájku
Napriek skutočnosti, že mäkké spájky sa považujú za nedostatočne silné, pri použití kapilárneho zvárania je možné získať vysokokvalitnú sanitárnu štruktúru. Nízkotaviteľné spájky sa používajú na spájanie výrobkov z medených rúr s priemerom 6 - 180 milimetrov. Sú uprednostňované, pretože pracujú pri nízkych teplotách. Faktom je, že meď pri vysokých teplotách je schopná stratiť pevnosť.
Všetky spájky patriace do stredného a vysokotaviteľného typu sú plného typu. Na vysokoteplotné spájkovanie medených výrobkov sa používajú spájky na báze medi, striebra a iných kovov. Vďaka ich použitiu sa získa šev, ktorý je odolný a odolný voči vysokému tlaku a vysokým teplotám.

Medzi nimi najžiadanejšie:
- meď-fosfor;
- meď-striebro-fosfor;
- striebro.
V druhom prípade je potrebná nielen spájka, ale aj tavná pasta na spájkovanie medených rúr.
Aký druh spájkovania spájkovať medené rúry?
Existuje obrovské množstvo spájok na spájanie jednotlivých prvkov medeného potrubia pomocou spájkovania. Všetky sú rozdelené do dvoch typov podľa konzistencie:
- pevný (žiaruvzdorný);
- mäkký (taviteľný).
Na tieto účely sú najobľúbenejšie nízkoteplotné spájky. Umožňujú spájanie medených rúr pri nízkych teplotách, v dôsledku čoho je vylúčená možnosť ich deformácie. Ale stojí za zmienku, že švy po takejto spájke majú skôr nízke mechanické vlastnosti.
Vysokoteplotné spájkovacie zliatiny, na rozdiel od nízkoteplotných, umožňujú výrobu najtrvanlivejších spojov rúrok.
Dôležité! Použitie vysokoteplotných spájok sa odporúča iba skúseným odborníkom, ktorí poznajú všetky zložitosti spájkovania medených výrobkov. Neskúsený človek môže jednoducho zhorieť cez medené potrubie.
Pri nízkoteplotnom spájkovaní, ktoré je veľmi populárne pri inštalácii medených potrubí v domácom prostredí, sa najčastejšie používajú bezolovnaté spájky. Bezolovnaté spájky poskytujú mechanicky stabilné spojenie. Medzi bezolovnaté spájky patria: zliatiny cínu s bizmutom, antimónom, striebrom atď. Cín v takýchto spájkach obsahuje asi 95%, zvyšných 5% tvoria ďalšie prvky.

V domácich podmienkach sa najčastejšie používa mäkká spájka, ktorá obsahuje veľké množstvo cínu.
Na spájkovanie pri nízkych teplotách je možné použiť spájku, čo je zliatina cínu a olova, takýto materiál sa však neodporúča na inštaláciu vodovodnej konštrukcie. Je to tak preto, lebo olovo je toxický materiál a môže poškodiť zdravie obyvateľov.
Na spájkovanie medených rúr sa používa špeciálny plynový horák, ktorý umožňuje dosiahnuť maximálnu pevnosť a spoľahlivosť spojenia.
Výhody a nevýhody rôznych typov spájok
Dôležitá výhoda, ktorú majú zliatiny na tvrdé spájkovanie, priamo súvisí s pevnosťou výsledných švov a ich odolnosťou voči vysokým teplotám. Pomocou vysokoteplotného spájkovania na tvrdo sa spájajú medené rúry s priemerom od 6 do 159 milimetrov. Pri kladení vodovodných potrubí nemôže byť prierez potrubných výrobkov spojených týmto typom spájkovania menší ako 28 milimetrov.

Ako ukazuje prax, z mäkkých spájok na spájanie medených rúr je najpopulárnejšia cín-meď a spomedzi tvrdých spájok sa často používa meď-fosfor. Rôzne spoločnosti majú rozdielne výrobné technológie a percento komponentov.
Predtým, ako začnete s vytváraním medeného potrubia, mali by ste sa ubezpečiť, že na povrchu nie sú žiadne chyby, ktoré sa často môžu vyskytnúť pri rezaní rúr. Spoľahlivosť švov do značnej miery závisí od čistoty výrobkov, ktoré sa používajú v pracovnom procese. U výrobkov s priemerom 6 - 108 milimetrov môže byť šírka škáry 7 - 50 milimetrov.
Ako používať spájku
Aby bol šev po spájkovaní pevný a pevný, je potrebné:
- pred spájkovaním starostlivo pripravte rúry. Za týmto účelom sú konce rúrok očistené od oxidov a iných druhov kontaminácie pomocou kovovej kefy a otrepy vytvorené po rezaní rúrok sú odstránené pomocou špeciálneho zariadenia - rezačky skosenia;

Príprava medenej rúry na tvrdé spájkovanie
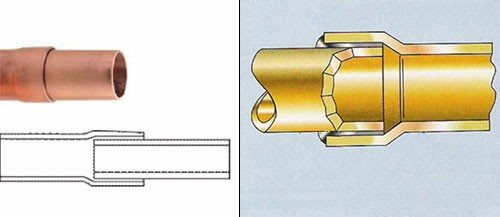
- predĺžte koniec jednej rúry o niekoľko milimetrov, aby sa dali rúry ľahko spojiť. Ak sa spájkovanie vykonáva pomocou tvaroviek (špeciálne prvky určené na zostavenie potrubia rôznych konfigurácií), potom sa zväčšuje priemer tvarovky, a nie potrubia;

Zväčšenie priemeru potrubia
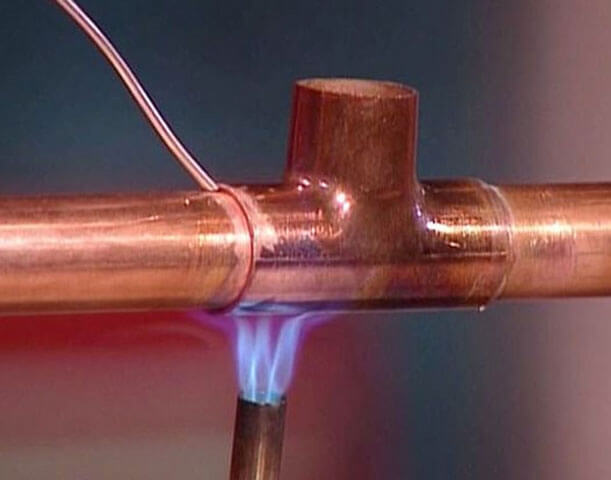
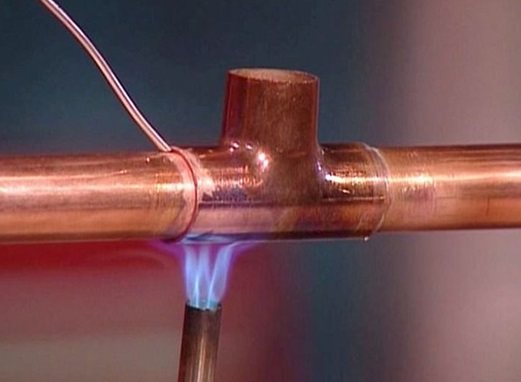
- spracujte body na spájkovanie rúr pomocou toku;

Tavenie rúrky pred spájkovaním natvrdo
Pretože tok je toxická zlúčenina, pri práci s ním musíte striktne dodržiavať bezpečnostné pravidlá: práce by sa mali robiť s rukavicami a na vetranom mieste.
- pripraviť plynový horák (zariadenie určené na tvrdé spájkovanie rúr z medi) a mierne ohriať oblasti, ktoré sa majú spájkovať natvrdo;
- jemne naneste spájku po celom obvode potrubia, ktorá počas procesu ohrevu postupne prejde z pevného stavu na kvapalinu, čím vyplní všetok prázdny priestor;
Spájkovanie spájkou
- spájku nechajte úplne stáť, kým nie je v pokoji. Na úplné ochladenie je podľa typu spájky potrebných priemerne 3 - 5 minút.
Proces spájkovania medených rúr pomocou spájky je uvedený vo videu.
Pri výbere spájky a taviva je potrebné brať do úvahy všetky hlavné charakteristiky látok, to znamená, že ak sa na spájkovanie natvrdo použije vysokoteplotná spájka, potom by mal byť tavidlo navrhnutý aj na spájkovanie za vysokej teploty. Správne vybrané a zodpovedajúce materiály prispievajú k získaniu nielen pevného švu, ale aj najtrvanlivejšieho spojenia.
Tavivo pre spájkovanie medi
Meď je uznávaná ako najspoľahlivejší kovový výrobok a používa sa v mnohých priemyselných odvetviach. Súčasne existujú zjavné nevýhody fungovania medi, a to aj napriek vysokým mechanickým a technickým vlastnostiam a tok spájkovania meďou pomôže eliminovať problémy s funkciou rovnakého medeného vodovodného systému. Hlavnou úlohou použitia pasty na spájkovanie medi je tvorba ochranného filmu pred vplyvmi prostredia, najmä kyslíka.

Druhy potrubí
Napriek vysokým výkonnostným charakteristikám nie sú medené rúry najobľúbenejším produktom na domácom trhu. Vysoké náklady, aj keď v závislosti od technológie pripojenia bude doba prevádzky oveľa dlhšia ako u podobných materiálov.
Existujú dva typy medených rúr.
- Žíhaný... Po výrobe sa potrubia podrobia tepelnému spracovaniu pri teplote 650 - 700 ° C. Postup dáva produktu plastickosť s určitou stratou pevnosti. Okrem toho sa zvyšujú výrobné náklady.
- Nerozpoznané... Vyznačujú sa vysokou pevnosťou. Jedinou nevýhodou je nízka elasticita. Pri inštalácii potrubia sa ohyby vyrábajú pomocou spojok, pretože je takmer nemožné ich ohnúť.
Bez ohľadu na typ výrobku sú na čistotu materiálu kladené špeciálne požiadavky. Podľa GOST 859-2001 by hmotnostný podiel medi nemal byť nižší ako 99%.
Vlastnosti spájkovania medi s tavivom
V mnohých krajinách západnej Európy sa medené rúry už dlho používajú ako hlavné súčasti vodovodných a vykurovacích systémov. Poškodenie medených rúrok je nepríjemná maličkosť, ale tok spájkovania medeným drôtom pomôže zbaviť sa hlavnej príčiny poruchy. Pokúsme sa zistiť, aké typy toku sú v praxi k dispozícii:
- Prvá a hlavná kategória skupiny taviva na spájkovanie medi zahrnuje tie komponenty, ktoré sa dokonale vyrovnávajú s prejavom korózie. Táto skupina zahŕňa všetky zložky, ktoré sa rozpúšťajú v kvapaline, ako aj vo fosforu. Vďaka tomu sa vytvorí celá látka, ktorá nakoniec ustanoví výnimku z pravidiel čistenia povrchu produktu po procese spájkovania. Vo väčšine prípadov je tento tok spájkovania meďou lacnejšou a najefektívnejšou možnosťou.
- Druhá skupina zložiek taviva na spájkovanie medených rúr je predstavovaná ako látka, kde sa v kompozícii používa kyselina salicylová, ktorá je rozpustená v organických zlúčeninách. Okrem toho do tejto skupiny patria látky a materiály, ktoré sú zložkami alebo derivátmi vazelíny, alkoholu alebo dokonca zlata. Použitím tohto typu tavidla na spájkovanie medi vlastnými rukami môžeme dosiahnuť ideálny indikátor stavu švov, ako aj čistoty a čistého vzhľadu ošetreného povrchu.
- Tretia a možno najobľúbenejšia skupina obsahuje kolofóniu alebo kyselinu boritú. Posledná chemická zložka sa začína topiť, a to od teploty +70 C. V takom prípade kolofónia aj kyselina boritá nepredstavujú osobitnú hrozbu pre ľudský život a zdravie.
Čo je potrebné na tvrdé spájkovanie medených rúr
Spájkovanie medených rúr, ktoré nie je ťažké robiť vlastnými rukami, nevyžaduje drahé vybavenie a žiadne špeciálne materiály. Aby ste ju mohli správne implementovať, budete potrebovať nasledujúce nástroje.
- Horák, kvôli ktorému sa zahreje spájka a časť potrubia, kde sa spoja. Takýto horák je spravidla dodávaný s propánovým plynom, ktorého tlak je regulovaný pomocou zváracieho reduktora.
- Špeciálne zariadenie na rezanie medených rúr. Pretože výrobky z tohto kovu sú veľmi jemné, mali by byť rezané dostatočne opatrne, aby nedošlo k pokrčeniu stien. Na modernom trhu sú ponúkané rezačky rúr rôznych modelov, ktoré sa líšia svojou funkčnosťou a technickými schopnosťami. Dizajn jednotlivých modelov takýchto zariadení, ktorý je dôležitý, umožňuje ich použitie aj pri práci na ťažko dostupných miestach.
- Expandér rúr je zariadenie, ktoré umožňuje zväčšiť priemer medenej rúrky, čo je nevyhnutné pre lepšie vykonávanie spájkovania. V rôznych systémoch namontovaných z medených rúrok sa používajú prvky tej istej sekcie a na ich kvalitatívne pripojenie je potrebné mierne zvýšiť priemer jedného z prvkov, ktoré sa majú pripojiť. Presne túto úlohu rieši také zariadenie ako expandér rúrok.
- Zariadenie na zrážanie hrán z koncov medených rúr. Po orezaní zostávajú na koncoch častí ostrapky, ktoré môžu brániť dosiahnutiu vysoko kvalitného a spoľahlivého spojenia. Na ich odstránenie a dodanie koncov rúr požadovanej konfigurácii sa pred spájkovaním používa úkosovačka. Na trhu sú dnes dva hlavné typy skosovacích zariadení: uzavreté v okrúhlom puzdre a vyrobené vo forme ceruzky. Pohodlnejšie v prevádzke, ale aj nákladnejšie sú okrúhle zariadenia, ktoré zvládnu mäkké medené rúry s priemerom najviac 36 mm.
- Na správnu prípravu medených rúr na tvrdé spájkovanie je potrebné z ich povrchu odstrániť všetky nečistoty a oxidy.Na tieto účely sa používajú kefy a kefy, ktorých štetiny sú vyrobené z oceľového drôtu.
- Typicky sa vykonáva tvrdé spájkovanie medených rúr, ktoré môžu mať vysokú a nízku teplotu. Vysokoteplotná spájka je medený drôt obsahujúci asi 6% fosforu. Takýto drôt sa topí pri teplote 700 stupňov, zatiaľ čo pre jeho nízkoteplotný typ (cínový drôt) stačí 350 stupňov.
- Technológia spájkovania medených rúrok spočíva v použití špeciálnych tavív a pást, ktoré vykonávajú ochrannú funkciu. Takéto toky nielen chránia tvarovaný šev pred tvorbou vzduchových bublín v ňom, ale tiež výrazne zlepšujú priľnavosť spájky k materiálu rúrky.

Súprava na rozširovanie medených rúrok
Okrem taviva, spájky a ďalších základných prvkov budú na spájkovanie medených rúrok potrebné ďalšie nástroje, ktoré nájdete v každej dielni alebo garáži. Na spájkovanie alebo varenie výrobkov z medi pripravte navyše:
- pravidelná značka;
- ruleta;
- úroveň budovy;
- malá kefa s tuhými štetinami;
- kladivo.
Pred začatím práce je tiež dôležité rozhodnúť, ako spájkovať medené rúry. Hlavné možnosti môžu byť dve: spájkovacia meď (používa sa menej často) a použitie mäkkej spájky. Pri riešení tejto otázky je dôležité vychádzať zo skutočnosti, že existujú požiadavky na použitie jedného alebo iného typu spájky. Pevné spájky sa teda používajú na tvrdé spájkovanie prvkov chladiacich jednotiek a klimatizačných zariadení. Vo všetkých ostatných prípadoch (systémy zásobovania vodou, kúrenie atď.) Sa môže použiť cínový drôt. Ale bez ohľadu na to, ktorá technológia je zvolená, treba pamätať na to, že tok je v každom prípade nevyhnutný.

Kefy na čistenie vnútorného povrchu medenej rúry pred spájkovaním natvrdo
Ako by mal vyzerať spájkovací tok medenej rúry?
Ako je zrejmé z vyššie uvedeného, aby bolo možné zvoliť tok pre tvrdé spájkovanie medi, je potrebné podrobne preštudovať špecifikáciu jednotlivých komponentov a zároveň bude potrebné dodržiavať určité preventívne opatrenia a všeobecné pravidlá aplikácie :
- Tavidlo na spájkovanie medi musí zabezpečiť rovnomernosť oblasti spracovávaného povrchu výrobku.
- Viskozitný index ktorejkoľvek zložky tavidla by mal byť oveľa nižší ako viskozita spájky, to znamená, že prípravok by sa mal topiť skôr ako spájka a zabezpečiť rovnomerné vyplnenie celého priestoru obrobku. Úplná nahraditeľnosť je hlavným kritériom pre indikátor interakcie tavidla a spájky.
- Oxidový film sa musí úplne rozpustiť a chrániť kov pred procesom sekundárnej oxidácie.
- Šev spracovaný spájkovacou pastou na meď musí mať reprezentatívny vzhľad a nesmie vytvárať nepríjemnosti pre ďalšiu prevádzku.
- Chemická stabilita látky. Počas procesu ohrievania by sa tok nemal nijako rozkladať.
- Na konci technologických prác musia byť odstránené zvyšky kalu.
- Na spájkovanie medených rúr vo zvislej polohe je povolené používať pastu.
Možnosti tavenia pre medené materiály
Priemysel dnes vyrába niekoľko možností pre tavidlá, ktoré sa používajú pre konkrétne priemyselné operácie. Spravidla ide o 3 hlavné skupiny:
- Kategória kvapaliny. Používa sa v špeciálnych tubách, idú spolu s mäkkými spájkami.
- Kategória prášku. Skladujú sa v špeciálnych nádobách používaných v spojení so strednými a zosilnenými skupinovými spájkami.
- Gumboil vo forme pastovitej látky. Toto je hotová verzia tavidla, ktorá sa používa ako spájka a ako prostriedok na spracovanie a nanášanie spájky na povrch.

Ďalej vezmeme do úvahy zamýšľaný účel komponentu pre konkrétnu kategóriu výrobných prác, najmä:
- Prípravky s antikoróznymi vlastnosťami. Zložka liečiva zahŕňa rozpúšťadlá, ako aj zloženie fosforu. Počas procesu zahrievania dochádza k určitému druhu spojenia, pri ktorom sa tvoria organické zložky.Na konci technologických prác je potrebné odstrániť kal bez použitia špeciálnych technológií, to znamená obvyklým spôsobom.
- Lieky s vysokofrekvenčnými charakteristikami. Ako súčasť sa používa zlato alebo iné materiály ušľachtilej skupiny - etanol, vazelína a kyselina salicylová. Vďaka tomu sa vytvorí rovnomerný a dokonalý šev, ktorý nevyžaduje ďalšie spracovanie.
- Aktivované skupinové toky. Do tejto kategórie patria látky najobľúbenejších skupín - bórax, ako aj kolofónia. Borax sa už pri teplote +70 ° C začína topiť bez toho, aby vylučoval nebezpečné sekréty.
Pre druhú skupinu to predstavuje jednoduché požiadavky, predovšetkým sa odporúča pripraviť prípravy priamo v mieste technologických prevádzok. Kalafuna musí byť teda po častiach zmiešaná s kyselinou salicylovou alebo anhydridom (je povolené použitie dietylamidu a anilínu).
Proces spájkovania, čo potrebujete vedieť
V procese spájkovania si musíte uvedomiť nasledujúce.
Dodávaný prúd sa bude pohybovať až pri odchode, čo umožní najmenej 5-násobné zvýšenie produktivity práce v porovnaní s manuálnym oblúkovým zváraním. ““
Použitie zváracích prúdov, ktoré majú vysokú hustotu, v tomto prípade nespôsobí takzvané odlupovanie povlaku, a teda prehriatie pracovných elektród v konečnom procese odchodu. Ak použijeme hrubé kovové polotovary, potom nebude potrebné vykonať časť existujúcich hrán, pretože penetrácia sa vykoná úplne do hĺbky.
V prípade medených rúr musia byť pri spájkovaní dodržané nasledujúce požiadavky:
- Je žiaduce, aby tok bol pôvodne derivátom spájky. V takom prípade bude možné dosiahnuť maximálnu rovnomernosť tavenia všetkých zložiek tavidla a spájky. Tento faktor umožňuje špecialistovi plne riadiť pracovný tok vykurovania, a tým regulovať výrobný cyklus zvárania.
- Ak používate spájku a tavidlo, ktoré sa zhodujú z hľadiska teploty topenia, potom sa posledný parameter používa na riadenie teploty procesu spájkovania. Tu budeme schopní minimalizovať stratu procesu spájkovania natvrdo, ako aj možné poškodenie obrobkov a ďalších komponentov.
Najoptimálnejšou možnosťou, aj keď drahou, bude použitie taviacej pasty, ktorá je súčasne propoyémom a materiálom na spracovanie predbežného spájkovania povrchu produktu.
Je tu ďalší dôležitý bod, tvorba trosky, ktorá sprevádza tento proces. V takom prípade povrch zvaru zvýši kryštalizáciu, čo následne výrazne zníži počet viditeľných dutín, ako aj vzhľad uložených častíc v uloženej látke. Nevýhodou tohto procesu je zvýšená tekutosť. Ale napriek tomu rýchlosť a kvalita povrchovej úpravy pokryjú všetky možné nevýhody spájkovania medených polotovarov.
Trochu o medi

Meď je zliatina mäkkého kovu, ktorú v staroveku s radosťou využívali prenasledovatelia pre svoju prácu. Dnes nie je o meď žiadaný o nič menej. Rúry vyrobené z takejto zliatiny sú neoddeliteľnou súčasťou vykurovacích a klimatizačných systémov. Inštalatérske práce je možné usporiadať aj pomocou medených prvkov.
Na inštaláciu linky sa používa metóda spájkovania, pri ktorej procese sú medené prvky spojené s spájkou. Tento mäkký kovový materiál sa pri pôsobení špecifických teplôt roztaví a vytvorí jeden utesnený spoj.
Dôležité: spájkovanie medených rúr vlastnými rukami nie je náročná úloha. Hlavnou vecou je zvoliť správnu spájku a určiť teplotu spájkovania. Zároveň stojí za to vedieť, že pri vysokých nákladoch medené rúry nevyžadujú ďalšie spojovacie prvky.To znamená, že meď je možné spojiť do jednej linky a zároveň ušetriť na nákupe armatúr, spojok atď.
Ako spájkovať medené rúry a ako to urobiť priamo doma, v našom materiáli nižšie s podrobným videonávodom.