When installing heating pipes, they often have to be connected by welding. Of course, in some cases, a threaded connection may also be suitable, but the percentage of this method is much less.
Welding metal heating pipes
With regard to welding steel pipes, this method has several varieties. For example: manual electric arc, gas welding (semi-automatic, automatic). The first type of welding is often used to connect steel heating elements.
To weld steel pipes with manual arc welding, you need to use special electrodes that act as an additive. They perform two functions: they conduct current to the arc and fill the seam. Their composition, dimensions and other characteristics are established by GOST. Today on the Web you can find enough videos showing how this or that type of welding is performed.
Steel pipe heating registers.
The manual arc technology is quite simple, so you can do it yourself. It all starts with preparation.
Set of tools and equipment

Prepare tools and protective clothing for welding
Welding heating pipes with electric welding begins with the preparatory stage:
- Preparation of the master. It is necessary to properly equip the workplace, ensure compliance with safety measures, if necessary, re-read the instructions for handling equipment and materials. To weld pipes with electric welding, protective devices will be required. These include a special fireproof suit (pants, jacket, hat with livery), mask, shoes and leggings. You need to take care of good ventilation.
- Preparation of tools and materials. Attention should be paid to every little detail, since the convenience of work and the quality of the final result depend on it.
To weld heating, you need the following tools and devices:
- welding machine with a spare holder;
- grinder with cutting and grinding discs;
- metal brush;
- sandpaper of different grain sizes;
- a hammer;
- stock of electrodes;
- vice;
- clamps;
- steel or asbestos-cement sheets to protect walls from metal drops and soot;
- a tarp to cover the flooring.
Before welding pipes with electric welding, it is necessary to check the compliance of the cables, sockets and machines in the shield with the indicators of the prepared apparatus. They have to be powerful enough to withstand the heavy loads that even household equipment imposes.



Preparation
First you need to start preparing the pipes. The surfaces to be welded must be cleaned and degreased. This is the only way to avoid defects in the seams.
Products must have an appropriate edge opening angle; perpendicularity to the plane of the end face of the product axis must be observed. Preparation of large diameter heating pipes is carried out using milling machines or gas-acid cutting.
Dimensions, conformity of product thickness, chemical composition, mechanical properties - everything must be combined with the requirements of GOST.
It should be noted that often the magnitude of dullness is about 2 mm, and the opening angle is about 65 degrees.
An important stage of preparation is the choice of materials.
Plastic pipe welding technology

A special apparatus is used for welding polypropylene pipes
Polypropylene is gradually replacing steel, since it has a number of positive characteristics at a relatively low cost.Plastic piping is designed for high pressure, lightweight, smooth inner walls and excellent appearance. But the pipeline will perform its functions effectively if all joints are strong and tight. It should be borne in mind that when hot water is passed with a temperature of over 110 degrees, the polymer becomes soft and begins to increase in size. Therefore, for the installation of heating, only products reinforced with fiberglass or aluminum foil are used.
A special soldering iron is used for joining the links. The device is double-sided, on one edge there are nozzles for the external, and on the other - for internal heating of the joined parts.
To connect them, the following fittings are used:
- couplings;
- adapters;
- corners;
- tees;
- crosses;
- threaded flanges for connection to the heating battery.
When soldering polypropylene communications, the principle of diffusion under the influence of heat is used. The edges of adjacent links melt, the substance mixes and forms a monolithic compound.

During the welding process, the joint turns into a monolithic joint
The process of welding polymer parts is carried out according to the following method:
- Drawing up a piping diagram for the heating system.
- Sawing workpieces of a certain length. Correction is made for the amount of immersion of pipes in the holes of the fittings and the dimensions of the fittings themselves.
- Warm up the soldering iron until the green indicator lights up. This is evidence that assembly can begin.
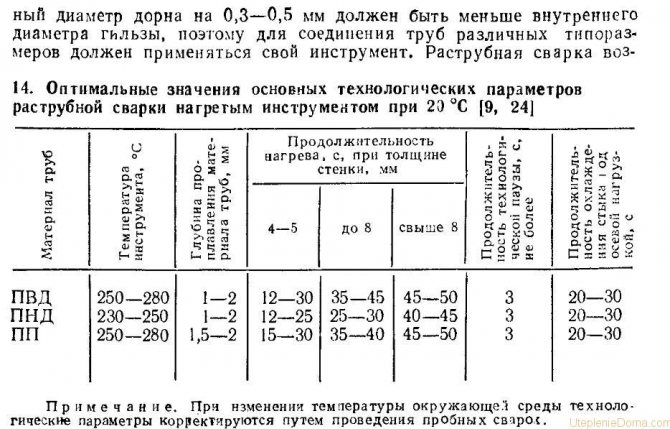
- Attachment of parts to the device on the branch pipes of the corresponding diameter. They need to be heated in accordance with the indications of the table with which the equipment is completed.
- Pipe and fitting connection. This is done strictly in one direction, until the inner part rests against the locking tab in the fitting. You cannot rotate the products, move them back and forth. Correction for the joint angle is allowed.
- Cooling. It is necessary to maintain the joint in a static position for as long as prescribed in the instructions for the device. Only then can the assembly continue.
Unlike metal pipes, polymer pipes need support for vertical and horizontal purlins. Every 100-150 cm they are fixed to the walls with plastic spacer clamps. After assembly, polypropylene communications do not need additional finishing and subsequent maintenance.


Electrodes
Electrodes
You can weld steel heating pipes correctly if you choose the right electrodes. All there are two types of them: non-melting and with a melting base. The gradation is based on the variety of the electrode core. For the non-consumable type, electrotechnical coal, graphite or tungsten are used. As for the consumable, it is made from welding wire, which can have a different composition and size. In our case, electrodes with a diameter of 2 to 5 mm are often used. Large-sized products can be cooked with a large electrode diameter.
As for the coating, it also affects the choice of one or another electrode for welding steel heating pipes. There are such electrodes:
- With basic coating. Thanks to such a consumable, the seams have a low probability of cracking and have good toughness values.
- Rutile cellulose coated. They are used for a variety of cases, including the most difficult: vertical seam from top to bottom.
- Rutile coated. The seams are excellent looking. The slag is well removed and the ignition is easy. Therefore, these electrodes are often used for tack welds and fillet welds.
- Rutile acid coated. Slag is formed of a special structure, it is simply removed at the end of the process.
- Cellulosic coated. Suitable for large diameter products, for creating vertical and circular seams.
Metal pipe welding technology

Gas welding technology is used for copper pipes
In order for the connection to be strong and tight, it is necessary to prepare the system parts before installation. It is necessary to check the evenness of the edges, chamfer and grind the metal at a distance of 10 mm from the cut. After that, you need to treat the cleaned places with a solvent in order to degrease them.
To weld pipes for various purposes, electrodes with the following coating composition are used:
- rutile acid (RA) - for the installation of cold and hot water supply in the public sector;
- rutile (RR) - for the assembly of heating systems operating under high pressure;
- rutile-cellulose (RC) - used in structures requiring high reliability of joints;
- universal (B) - for the assembly of all types of pipelines in the residential sector and in production.

Cold welding can be used to temporarily join pipes
You can cook metal pipes using the following technologies:
- Electric welding. It is carried out manually or using a machine. The principle of operation is based on the creation of an electronic arc that occurs during a short circuit. This process is accompanied by the release of a large amount of heat, causing the metal to melt. Consumable or non-consumable electrodes are used to create a seam.
- Gas welding. The pipe joints melt under the influence of the burning gas, simultaneously with the application of metal on it, which acts as a coupling. A monolithic joint is formed, which has a homogeneous structure with adjacent parts.
- Cold welding. This method is used when installing low pressure pipelines or repairing them in hard-to-reach places. The essence of the method consists in wrapping a bandage impregnated with a fast-setting adhesive around the knock.
The choice of the option is correct if it corresponds to the characteristics of the system and the characteristics of the coolant.
What is gas welding
The basis of gas welding is the heating of metal sections with a flame generated during the combustion of a mixture of oxygen with a combustible gas, and then filling the joint between the elements to be welded with molten metal. The strength of the weld in gas welding is lower than as a result of other types of welding (for example, electric arc), but when installing pipes of small diameter (up to 150 mm) or with thin walls (less than 3.5 mm), this is the only possible way to join them.
Classification of welds

With poor-quality welding, seam defects appear over time
The joint can be welded in different ways based on the design features and the thickness of the metal being processed.
There is such a classification of welds:
- In appearance, they are flat (normal), weakened (concave) and reinforced (convex).
- By length - solid (continuous, closed), discontinuous (dots, segments). In terms of length, the seams are subdivided into short (up to 25 cm), medium (26-100 cm) and long (more than 101 cm).
- On execution - horizontal (on vertical sections), vertical (on horizontal girders), ceiling (when the joint is made from below), bottom (electrode on top of the seam).
- According to the effective force - flank (along the axis), frontal (across the axis), oblique (across), combined (combination of types).
- By the number of layers and passes - single-layer (one pass) and multi-layer (several passes).
With the correct installation of the heating system, all of the listed seams can be performed. If necessary, welding is also carried out on the inside of the pipes.
Application features when working with pipes
Pipelines are most often designed to transport liquid or gas. So that at the site of the butt seams inside there are no beads that impede the movement of the contents of the pipeline, it is not allowed to penetrate the walls through and through.For this reason, the preparation of parts when welding pipes will be different than when welding other products and structures.
Gas welding of pipes is carried out in one layer and in one pass. The admissible bulge of the butt seam is no more than 1-3 mm.
The seam should be smooth, without gaps and irregularities, with a gradual transition to the metal of the parts to be welded.
The main types of welded joints
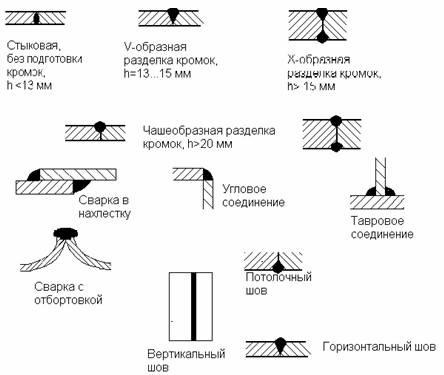
Types of welded joints
According to their location in space, the seams are divided into the following types:
- angular - parts are at an angle;
- T-shaped - connection of the end and side of the elements;
- butt - pipes are connected in one plane;
- overlapping - parts are superimposed on each other;
- end - adjoining the lateral surfaces of the fragments.
In the course of work, the master chooses the most convenient for himself and corresponding to the technical conditions method of welding parts.
Replacement of gas-welded batteries is a guarantee of quality seams!

The appearance of new proposals on the heating equipment market prompts the population to think about replacing old batteries with new heating radiators. In order to perform a replacement, it is important to correctly determine how the installation of heating radiators will be performed. There are many options with which the job can be done, but the most effective is to use gas welding. This is due to the fact that replacing batteries with gas welding has many advantages, such as:
- Increased reliability. Provided that the work is done, there will be a highly qualified craftsman, the resulting seam will be distinguished by reliability, thanks to which it will be able to ideally serve for many years. In addition, the weld seam will not require additional attention to itself, as is observed when performing installation using assembled joints. This is due to the fact that the junction does not have an additional seal, which, as a rule, is fragile in operation.
- Neat appearance. After the welding work is completely finished, the seam remains practically invisible, so that it does not spoil the external design of the room and can remain in an open place.
Only an experienced master should be trusted to install heating radiators, since the efficiency and economy of the heating system will depend on the quality of the work performed. The craftsmen of our company are able to perform the installation of radiators using gas welding efficiently and accurately.
| 1 | Departure for replacement | PC | is free |
| 2 | Consultation and estimate | PC | is free |
| 3 | Purchase and delivery of material | PC | is free |
| 4 | Replacement of batteries by gas welding from 20 pcs. | PC | 2500 |
| 5 | Replacement of batteries by gas welding from 10 pcs. | PC | 3000 |
| 6 | Replacement of gas welding batteries from 4 pcs | PC | 3500 |
| 7 | Replacement of gas welding batteries from 2pcs | PC | 4000 |
| 5 | Replacing one battery with gas welding | PC | 5000 |
Advantage of replacing batteries with gas welding

Welding is a special process in which molten metal is poured between the edges of parts heated to a certain temperature. It is important to note that the edges are heated to the temperature required by the technology and characteristics of the material itself.
Gas welding works are carried out to weld metal parts of various shapes, in addition, welding is used to eliminate defects from a metal surface, regardless of its shape and size.
Gas welding work on replacing batteries consists of:
- preparatory part;
- welding (seam application);
- elimination of cracks and cavities from the surface of a metal part;
- smoothing seams (if necessary).
Only specially trained specialists are allowed to perform gas welding works, since only they are able to weld metal surfaces to each other as correctly and efficiently as possible.
How is the replacement of heating batteries by gas welding
As already noted, using gas welding, you can install heating radiators as efficiently and reliably as possible. The main explanation for this is that the metal edges of the pipe and radiator are connected by molten metal, which is formed as a result of the melting of the filler wire. With the help of gas welding, it is easy and most importantly quick to connect steel pipes with a radiator, the outer diameter of which does not exceed 100 millimeters. The attachment points (weld seam) are distinguished by their reliability and the ability to withstand high working pressure in the system, which excludes the possibility of a breakthrough. It should also be noted that the seam made by a craftsman looks very neat compared to fittings and other available
Welding methods
The installation technology depends on the pipe diameter and wall thickness:
- Gas welding with acetylene or propane is used for pipes up to 150 mm in diameter and with a wall up to 6 mm. Joints up to 3 mm thick are cooked without cutting, on the rest the edges are pre-cut at an acute angle to form a strong joint.
- Argon arc, MIG / MAG welding is used for steel gas pipelines.
- Electric welding is carried out at small volumes, the number of penetrations depends on the thickness of the rolled stock. For work, use automatic, semi-automatic or manual welding equipment.
- A semiautomatic device is usually used to make a finishing layer, use fluxes or a protective atmosphere.
- With intra-house wiring, electric welding is used in exceptional cases, usually gas equipment is used.
Each method has pros and cons. Much depends on the material to be welded, access to the pipe in the mounted areas.
The nuances of welding in the apartment
When carrying out work in a new building, when the house is not yet inhabited and is connected to centralized gas supply networks, there are no major obstacles to work, the main thing is that everything is done in accordance with the project documentation. There is no need to notify the neighbors and ask the management company to cut off the gas. Another thing is in an apartment where there is already furniture, and neighbors live behind the wall. The first thing you need to pay attention to is that all permits are correctly drawn up. There was a permit from a gas office to install gas equipment, a technical assignment for a gasification project was issued and the project itself was completed.
Before starting work, it is necessary to notify all neighbors about the gas cut-off and turn off the central valve. In this case, not only close it, but also provide it with a sign that the gas supply has been stopped.
After the gas is shut off, it is necessary to release the remaining gas in the pipes and ventilate the room, this is required by safety regulations. And only after that proceed directly to the work.
When organizing a workplace, it is necessary to make sure that access to the place of welding and installation works is maximized. Considering that with the help of electric welding it is not possible to heat and bend pipes for convenience, ready-made corner elements are taken. The direction of the extension of the pipeline is from the main pipe. First, a tie-in is made, then a meter is installed, and then a distribution network is made.
After all the work is completed, a test run of the gas is done. And with the help of a soap solution, the places of gas leakage are determined. If leaks are found, these places are boiled again. Checking and eliminating leaks is done until the gas pipeline is tight.
MIG / MAG welding
Metal Inert / Active Gas technology creates a protective atmosphere over the work area. Welding of gas pipes by the MIG / MAG method is used for rolled products from carbon steels, it consists in feeding a filler wire, melting its effect of an electric arc. The protective atmosphere prevents oxidation of the melt. In inverter semiautomatic devices, the filler wire acts as a conductive electrode.The gas supply is regulated by a reducer or flow meter. Welding methods:
- manual - the welder feeds the additive into the weld pool on his own (the simplest and cheapest option for performing welding work);
- in semi-automatic mode, the additive is supplied through a gun with a variable speed (working with inverter equipment requires certain skills, the ability to control the seam);
- when using automatic machines, the filler wire feed rate is fixed (expensive equipment is used).