Technical characteristics of the gas boiler AGV 80
The main indicator of heating equipment is power. However, another parameter is encrypted in the name of the model - the volume of the tank, which is 80 liters.
Of the important technical characteristics, there are:
- The time for heating the water in the tank is 60-70 minutes.
- The temperature range of the liquid is 40-90 ° C.
- The efficiency is 80%, in modern modifications it is higher - up to 85%.
- Thermal power - 7 kW (and heating capacity - 5.7 kW). The heated area is small: even with minimal heat loss, it is 60 m². Therefore, the boiler is suitable for small country houses or city apartments that cannot be connected to central heating.
Gas consumption is small, however, given the low (compared to modern boilers) efficiency, such a characteristic is unimportant.
Despite the spacious tank, the model does not take up much space. With a height of 1560 mm and a diameter of 410 mm, it is easy to find a suitable area for the device. The total weight of the equipment is 85 kg.
How to choose the right AGV for heating: technical characteristics and features of the apparatus
The abbreviation "AGV" has long been perceived as a common name for all heating boilers operating on gas. In reality, this is the name of a trade mark produced by the Zhukovsky Machine-Building Plant (now - JSC "ZhMZ"). The gas water heater was a container with a heat exchanger heated by gas. The devices were installed in houses that could not be connected to the district heating system. AGV heating became popular in Soviet times due to its low cost and relative convenience.
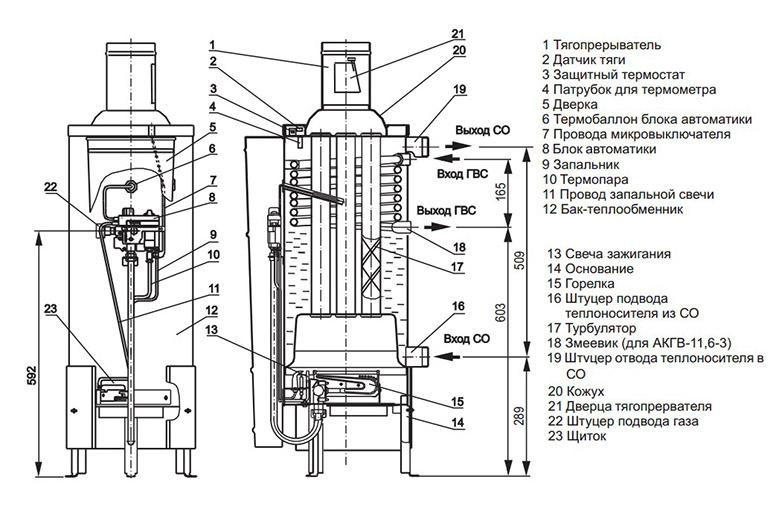
Design features
The main elements of the boiler are:
- galvanized tank with a volume of 80 liters, the walls of which are not subject to corrosion;
- heat exchanger - a flame tube equipped with a heat flow extension and passing through the center of the tank;
- the main burner, which ensures the operation of the coolant;
- devices for ensuring automatic safety (thermocouple, solenoid valve, igniter, draft sensor, thermostat);
- valve for gas supply to the burner.

The boiler is designed with thermal insulation of the galvanized tank. For these purposes, mineral wool is used.
The solenoid valve controls the flame. The part consists of a gas and an electromagnetic part, between which a membrane is placed. The thermocouple is a welded structure made of chromel and copel metal wires.
If the required temperature is maintained at the place of soldering of dissimilar conductors that are connected in series, then a closed circuit with a thermoelectric current is obtained. The work is based on the Seebeck effect: a thermocouple heated during gas combustion creates an electric current. The latter ensures the work of the protective automatic component.
They also produce more complex modern modifications of boilers:
- AOGV - single-circuit models intended only for heating;
- AKGV - combined devices that allow you to additionally receive hot water.
Despite the fact that many details have been improved, both models practically do not differ in design from their predecessor.
AOGV uses a complex thermoregulation system to control temperature, which includes special sensors and valves. As soon as the indicator reaches a predetermined value, the automatic devices are triggered and the gas supply is stopped.
The system is powered by an electric current created by a thermocouple.The expensive versions of AOGV use thermostats that give a warning signal for the owner to adjust the temperature. The AKGV boiler is equipped with the same sensors for convenience and safety.
The main burner AGV-80 was made of cast iron, later it was made of steel.
⇐ PreviousPage 7 of 10Next ⇒
Solenoid valve is the basis of safety automation, which ensures that the gas supply is cut off when the igniter is extinguished. There is also an automatic system that stops the gas supply in the event of a draft in the chimney. When it is triggered, the gas supply to the igniter is first stopped, and then the solenoid valve is closed. This is the principle of operation of automation called "with a gas outlet from the pilot". The solenoid valve works in conjunction with a thermocouple.
Fig. 30. AGV-80 thermocouple
Thermocoupleconsists of two metals interconnected: chromel and copel (Fig. 30). The chromel is attached to the copper tube, and the copel is attached to the copper wire, which is insulated from the tube along the entire length of the thermocouple by insulating it with an asbestos thread. When the end of the thermocouple heats up, it generates thermo-emf... (electrical voltage). The end of the copper tube is flared and fitted with a union nut, which, when tightened, provides contact between the thermocouple and the valve solenoid.
The thermocouple contact is made of solder. An insulating washer is installed to insulate the contact from the copper tube.
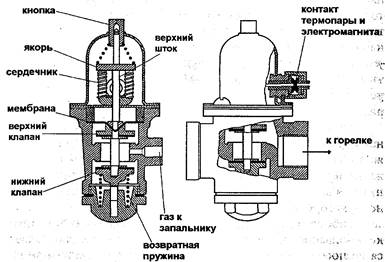
Fig. 31. AGV-80 solenoid valve
Solenoid valve(fig. 31) consists of two parts: gas and electric, between which a diaphragm is clamped to prevent gas leakage. An electromagnet is located in the electrical part, to which a thermocouple is connected. The gas section has two valves located on one stem. They move down when the button is pressed. At the same time, they are pushed up by the return spring.
The valve can be positioned in three positions: topmost - gas supply to the main burner and igniter is shut off; the lowermost one - the gas supply to the main burner is shut off, and the intermediate one is also open to the igniter - the gas flows to both the main burner and the igniter.
In the extreme upper position the bottom valve is pressed against the seat by the return spring. In fig. 31 this valve position is shown on the right. The gas that has entered the inside of the gas section from the left cannot go further either to the main burner or to the igniter.
When the button is pressed down, it moves the valve to the lowest position with the help of the stem. In this case, the lower valve moves away from the seat and passes the gas upward. At the same time, the upper valve is pressed against its seat, so the gas does not flow any further. It can only go to the igniter. At the same time, in the electrical part, the armature is pressed against the core of the electromagnet.
After igniting the igniter his flame heats up junction of thermocouple, which in 1 minute gives current to the electromagnet, which begins to hold the armature. If the button is smoothly released, the valve system, under the action of the return spring, will begin to move upward until the upper stem rests against the pulled anchor with its shoulders. In this case, the valves will be set to the middle (operating) position, at which the gas flows and on the igniter and on the main burner. In fig. 31 this valve position is shown on the left.
When the igniter goes out the thermocouple will cool down, stop giving current to the electromagnet, it will stop attracting the armature, and the entire valve system will move to the uppermost position under the action of the return spring, in which the lower valve will be closed. Gas will not go to the pilot and main burner.
The most common malfunctionsafety automation based on a solenoid valve is the inability to be in the open position in the presence of an ignition flame - "The valve does not hold."
The reasons may be:
1.Electric circuit breakdown between the thermocouple and the electromagnet - open or short circuit. Maybe:
- lack of contact between the terminals of the thermocouple and the electromagnet;
- violation of the insulation of the copper wire of the thermocouple and its short circuit with the tube;
- Excessive tension of the union nut and rupture of the soldering at the point of contact of the sleeve with the base;
- violation of the insulation of the turns of the coil of the electromagnet, their closure to each other or to the core;
- separation of the copel core from the chromel tube of the thermocouple;
- disruption of the magnetic circuit between the armature and the core of the coil of the electromagnet due to oxidation, dirt, grease, etc. In this case, it is necessary to clean the surfaces with a piece of rough cloth.
2.Insufficient heating of the thermocouple:
- the working end of the thermocouple is sealed;
- the hole in the igniter head or its nozzle is clogged;
- the igniter head is installed incorrectly.
3.During operation the thermocouple may burn out and must be replaced.
The device, the principle of operation and possible malfunctions of the solenoid valves used on other household gas-using equipment are in many ways similar to the device, the principle of operation and malfunctions of the AGV-80 solenoid valve.
Traction automation consists of a draft sensor installed under the AGV-80 hood, and a tube connecting the sensor with a tee on the solenoid valve.
Fig. 32. Traction sensor AGV-80
Traction sensor (fig. 32) consists of a bimetallic plate, at the end of which there is a valve with a seal and a bracket that is attached to the body of the water heater. A bimetallic plate is attached to the bracket from above using two screws and nuts.
The bracket has a hole, into which a nipple enters from below, clamped from above with a nut to fix the position.
The choke has a tapered end that converts the 2.5 mm through hole inside the choke into a valve seat. A tube with a tension nut is connected to the fitting, which is connected to a tube that goes to the solenoid valve.
A tee is installed on the fitting of the solenoid valve supplying gas to the igniter, to which the pipes supplying gas to the igniter and to the thrust sensor installed under the AGV-80 hood are attached with union nuts.
In the absence of traction, products Combustion, coming out from under the hood, heats up the bimetallic plate, which unbends, and the valve with a seal moves away from the tapered end of the fitting. Gas from the tube connecting the draft sensor to the solenoid valve begins to be discharged. Due to the fact that the diameter of the hole in the fitting exceeds the diameter of the hole in the throttle installed in the tee, the gas supply to the igniter will sharply decrease. It will stop heating the thermocouple, which will stop generating current, and the solenoid valve will close. The gas supply to the main burner and igniter will stop.
Malfunction- wear of the seal, which does not provide a hermetic overlap of the sensor connection. In this case, the gas will be released and the pilot flame will decrease. Automation for traction "with a gas outlet from the igniter", installed on other household gas-using equipment, works in a similar way.
Thermostat(fig. 33) is located downstream of the gas flow solenoid valve. It stops the gas supply to the main burner when the set water temperature is reached and resumes gas supply after it has cooled down.
Fig. 33. Temperature regulator AGV-80
The thermostat consists of a body, a brass tube with an invar rod passing inside, a system of levers, a valve with a spring, and a setting regulator.One end of the brass tube is screwed into the thermostat body, and the Invar rod is screwed into the free end of the brass tube placed in the tank. The other end of the rod rests against a lever located in the thermostat housing. The brass tube is in the tank and heats up and cools down with the water.
The leverage system consists of from two pivotally connected levers and a spring. An Invar rod rests against one end of the system, and the other end of the leverage system acts on the valve. The lever system can be in two positions - open and closed. The valve is constantly pressed against the seat in the thermostat body by a spring that seeks to block the gas passage to the main burner. The adjustment knob consists of a tightening lever with a yoke that is put on the Invar rod. Using a lever and a clamp, the rod can be rotated in the threads of the brass tube, shortening or lengthening its free end. Turning the setting lever counterclockwise increases the temperature at which the thermostat responds.
When the water in the tank is heated, the brass tube lengthens, and the Invar rod practically does not change its length (a very small coefficient of linear expansion). The rod stops pressing on the lever system, which moves to the closed position and stops pressing on the valve. The valve closes the gas passage to the burner under spring action.
After cooling the water the brass tube is shortened, the Invar rod presses against the end of the lever system, which moves to the open position. The valve, under the action of the second end of the lever system, opens the gas passage to the burner, which ignites from the igniter.
Malfunctions of the AGV-80 thermostat:
1.The thermostat is not adjustable and does not work:
- the large or small lever is deformed;
- the levers are out of place;
- the support edges of the levers are worn out;
- the spring of the lever system is skewed.
2.The thermostat works, but does not stop the gas supply:
- the valve spring is weak;
- dirt has got under the valve;
- the valve stem sticks in the guide sleeve.
It should be notedthat the valves of many thermostats are specially made in such a way that when the valve is closed, part of the gas passes to the burner, which should then operate in the "Low flame" mode.
AOGV-23
Gas heating apparatus with water circuit AOGV-23 is designed for heating rooms with an area of 140-200 m2 (depending on climatic conditions). AOGV-23 has the following technical characteristics:
- thermal power - 23.2 kW;
- nominal gas pressure - 130 mm w.st .;
- tank capacity - 64 l;
- water temperature setting - 50-90 ° С.
Fig. 34. AOGV-23
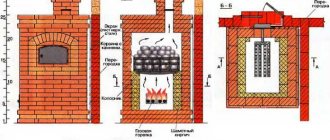
The device (Fig. 34) is made in the form of a cylindrical floor cabinet, the front side of which is closed by a door. The basis of AOGV-23 is a vertical tank (tank) made of steel, into which three sections are welded to improve heat transfer. In the lower part of the tank there is a firebox, there is a window for ignition and observation of combustion. The combustion products pass through the center of the tank and give off heat to the water, then they enter the flue pipe. Also, a pipe passes through the tank through which the gas flows to the automation unit.
Burner AOGV-23 - injection, it has a round shape and is made of cast iron. A disc is installed on the burner nozzle, which moves along the thread. It serves to regulate the supply of primary air.
Automation AOGV-23 (fig. 35) is assembled into a single unit, it controls the igniter flame, chimney draft and water temperature.
Solenoid valveserves to completely cut off the gas supply to the main burner and igniter when the igniter goes out. When the igniter is on and its flame heats the end of the thermocouple, the thermocouple current flows through the coil of the electromagnet.The force of attraction of the electromagnet is sufficient to keep the armature in the lower position. In this case, the upper valve of the automation unit is open, gas flows to the igniter and to the main burner. If the igniter goes out, the thermocouple current will disappear and the electromagnet will release the armature. Under the action of a spring, the upper valve will cut off gas access to the igniter and the main burner.
If the anchor is not held by an electromagnet when the igniter is on, then the device cannot be used. In this case, it is forbidden to hold the button down in any way, as this leads to the shutdown of the automation unit.
Thermostatdesigned for automatic regulation of water temperature. In the automation unit there is a bellows, which is connected to a thermal bulb by a capillary tube. The thermal bulb is located in the tank. The whole system "Thermocylinder - bellows" filled with kerosene.
When the temperature of the water in the tank rises, the kerosene begins to expand, the bellows corrugations diverge.
Fig. 35. Automation unit AOGV-23
The stem lifts up and levers the bottom valve closer to the seat, reducing gas flow to the main burner. With a further increase in temperature, the valve rises up to the end, transferring the burner to the "low flame" mode. When the water cools down, kerosene decreases in volume, the bellows contracts. The stem and lever move downward to open the bottom valve. The gas supply to the main burner is increased.
A certain position of the upper edge of the nut corresponds to a certain temperature on the setting scale. The higher the nut is screwed on, the higher the bellows is lifted, and with it the valve. Accordingly, less gas passes through and the setting temperature is lower.
It is forbidden to unscrew the nut below the line indicating 90 ° C .. This leads to the shutdown of the automation and the heating of the water above the permissible temperature. It is forbidden to turn the nut to transfer from the existing temperature to a lower one when the water in the tank has not cooled down. If the setting temperature was 80 ° C, but it is necessary to set it to 60 ° C, you should wait until the water cools down. Attempting to compress the bellows while the water is cold may rupture the bellows.
Traction automation consists of a draft sensor and a wire connecting the sensor to an electromagnet. Traction sensor installed under the hood of the apparatus. It is a bimetallic plate, which in the cold state presses the contact and closes the electromagnet circuit. If the draft in the chimney is broken, the combustion products heat up the bimetallic platinum, it unbends and opens the electromagnet circuit. The solenoid valve closes and blocks the gas flow to the pilot and main burner. The response time of the automatic traction control is 10-60 seconds.
Malfunctions
1.The armature of the electromagnet is not held core when the igniter is on:
- oxidation of the contacts of the thermocouple and the electromagnet, the thrust sensor - clean the contacts with an emery cloth;
- contamination of the poles of the core and the surface of the armature of the electromagnet - clean the surfaces with a coarse cloth;
- thermocouple burned out - replace;
- the igniter flame does not touch the thermocouple - adjust the relative position of the igniter and the thermocouple.
2.Water heating by more than 5-6 ° С higher than the temperature set by the thermostat adjusting nut:
- the thermostat is not adjusted;
- kerosene has leaked out of the "thermal bulb - bellows" system due to a violation of its tightness - replace the "thermal bulb - bellows" assembly with a serviceable one.
3. The response time of the automatic thrust is less than 10 seconds:
- the draft sensor is not adjusted - adjust by moving the connection of the draft sensor towards the bimetallic plate.
4. The response time of the automatic thrust is more than 60 seconds:
- the draft sensor is not adjusted - adjust by removing the draft sensor fitting from the bimetallic plate.
AOGV-17.5
The AOGV-17.5 gas water heating device is designed for heating residential and public buildings with an area of up to 150 m2.
AOGV-17.5 has the following technical characteristics:
- thermal power - 17.5 kW (15,000 kcal / h);
- water temperature - 40-90 ° С.
-nominal pressure of natural gas - 130 mm.wd.st.
Fig. 36. AOGV-17.5
The device is designed for hot water heating of residential and public premises. AOGV-17.5 has a rectangular shape formed by side walls and a front opening door (Fig. 36).
Heat exchanger AOGV-17.5 - stamped welded, assembled from sections. The sections are tightened with studs. The main burner is located under the heat exchanger - a sectional cast made of aluminum alloy.
AOGV-17.5 is equipped with Arbat automatic equipment, which controls the presence of a flame on the igniter and draft in the chimney, and also regulates the temperature of water heating in the heat exchanger.
Arbat automatics perform the following functions:
1) gas supply to the main burner and igniter by means of manual control;
2) manual shutdown of the gas supply to the main burner when the igniter is running;
3) automatic shutdown of the gas supply when the igniter goes out or the draft in the chimney is broken;
4) instant shutdown of the gas supply by pressing the shutdown button;
5) maintaining the water temperature within the specified limits by automatically regulating the gas flow to the main burner;
6) transfer of the main burner to the “Low flame” mode when the set temperature is reached;
7) automatic shutdown of the main burner in the "Low flame" mode when the water temperature rises above the set one.
Gas flows through the pipeline into automation, which is controlled using the start and stop buttons, as well as the thermostat knob. Arbat automatics (Fig. 37) consists of an electromagnetic valve powered by a current generated by the thermocouple, and a thermostatic valve controlled by a bellows.
Automation works as follows way. Before starting work, the thermostat knob must be set to mark "O", which will close the thermostatic valve. When the start button is pressed, the blocking valve closes first, and when pressed further, the solenoid valve opens. Through the throttle, the gas enters the distribution chamber, and then to the igniter, where the gas is ignited. After holding the trigger button for 10-60 seconds, the thermocouple warms up, and the current generated by it becomes sufficient to hold the solenoid valve in the open position. When the trigger is released, the shut-off valve rises with it, opening the gas supply to the thermostatic valve and main burner.
To open the thermostatic the valve, the thermostat handle is set to one of the digits against the mark of the body, which achieves a certain degree of valve opening - the gap between the seat and the valve seal.
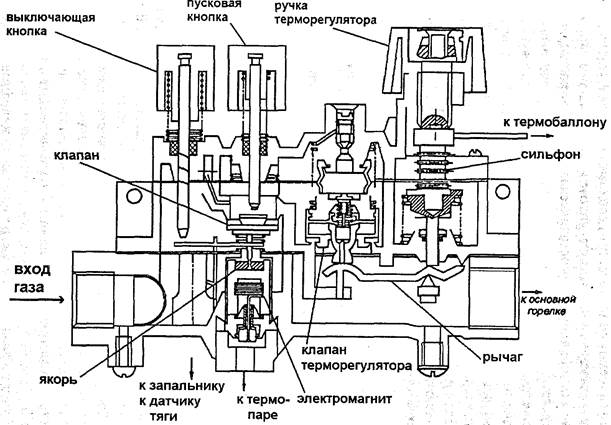
Fig. 37. Arbat automation
When the bulb heats up, the thermostatic fluid expands and flows through the capillary into the bellows, which expands and moves down the spring-loaded stem interacting with the lever. The increased movement of the bellows by means of the lever causes the thermostatic valve to move to close - the gas supply to the main burner is reduced. If the valve closes completely, the burner will operate in “low flame” mode. If, during this operating mode, the water temperature continues to rise above the set value, then further action on the spring-loaded stem from the bellows side will trigger the bypass valve, which leads to a complete cessation of the main burner.
When the igniter goes out the thermocouple is cooled, the solenoid valve is triggered and the gas supply is cut off.
In case of violation of traction The bimetallic disc of the thrust sensor heats up from the heat of combustion products, bends and opens the nozzle, which discharges gas from the distribution chamber, which leads to extinguishing of the igniter and closing the solenoid valve.
When you press the switch button, the gas supply to the main burner and igniter is instantaneously cut off.
⇐ Previous7Next ⇒
Recommended pages:
Use the site search:
Principle of operation
The main element of the AGV design is a galvanized cylindrical tank. It is connected to the heating system of the house through pipes. Inside the tank there is a flame tube - a heat exchanger that heats up when the gas is burned.
In classic models, which include AGV-80, a turbulator is placed in the tank, the operation of which increases the efficiency of the installation.
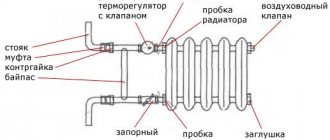
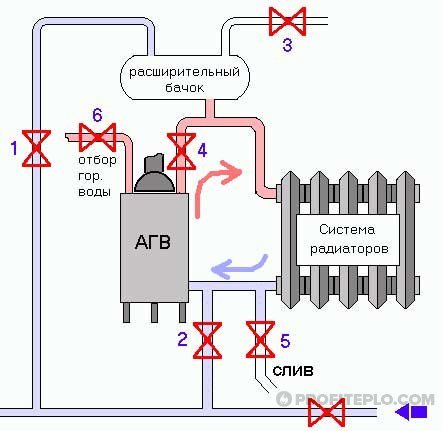
The heating system itself is a network that includes:
- ascending pipeline for hot water;
- radiators;
- expansion tank;
- return pipeline.
This provides a full cycle of equipment operation, which can be represented as the following algorithm:
- Heating of the coolant due to gas combustion.
- The rise of the liquid along the ascending pipeline to the radiators.
- Heat transfer.
- Reverse flow of water into the appliance, where the heating cycle is repeated again.
This system is called thermosyphon. It is based on natural circulation. Therefore, for full-fledged operation, additional components are not needed (for example, a circulation pump powered by electricity).

AGV is one of the non-volatile heating equipment models. Compensation for water losses in such devices comes from an expansion tank.
The AGV design allows you to install an external pump and provide forced circulation of the liquid. But then it is necessary that the house be able to connect it to a stably operating power grid, otherwise you will have to buy a UPS and a generator.
The system is based on the principles of natural draft. The air for the operation of the unit is taken from the room, and the combustion products are discharged through a pre-arranged chimney.
Choosing an AGV (gas boiler) for a private house

Features of the house (area, used building materials) and climatic characteristics of the area - one of the main criteria for a successful choice heating device and hot water supply. The second important sign is the power of the boiler.
Important! Multiplying the power value by 10 m² of area will tell you what area the boiler can heat. For regions with a harsh climate, it is necessary to provide a power reserve of 25%.
The criterion that determines the choice is the price of equipment, as well as the cost of materials required for operation. Compared to imported analogs, domestic devices are ≈ 35% cheaper, the cost of maintenance is also three times lower.
Pros and cons
Despite the apparent simplicity, AGV-80 boilers have such advantages as:
- Comparative ease of installation and ease of further management and maintenance. This concerns the safe regulation of the water temperature within a predetermined range.
- The tank is made of metal, corrosion resistant, strong and durable.
- Manufacturing of important units and parts using high-precision modern technologies. They are considered sensitive to the slightest changes in the parameters of the system.
- Energy independence. For the operation of the AGV, stable operation of the network, the cost of checking the sockets and wiring, and the adaptation of the system to increased load are not required.
- Virtually silent operation. There is no circulation pump and fan.
Installation of AGV means that the piping in the heating system can be made of any materials - cast iron, steel and metal-plastic, resistant to heating.
The operation of the unit does not depend on gas pressure drops in the network. Sophisticated protection allows you to turn off the system in time when the pressure drops.

Compared to models equipped with a circulation pump and a fan, AGV has a lower efficiency, there is no remote control.
There are technical features that lead to the destruction of the device. For example, if the temperature of the water in the system drops below + 50 ° C, condensation will begin to precipitate. Unlike modern models, in such boilers it is not used in any way, but it is able to extinguish the flame.
When combustion products are mixed with condensate, sulfuric and nitric acids are formed. The latter are harmful to human health and equipment, as they lead to corrosion.
When the temperature drops below 50 ° C, the water circulation in the system stops. If we are talking about a private house, in which no one lives in winter, the liquid must be drained and replaced with an anti-freeze.



Nuances of choice
The main criterion for choosing a boiler is its capacity. And the differences in the level of technical equipment are secondary and insignificant. If the model index contains numbers indicating the volume of the water tank, as is the case with the AGV-80 and 120 boilers, then divide them by two and get the optimal value for the area of the heated room. Power values expressed in kilowatts must be multiplied by five. A two-fold reserve guarantees that the premises will be comfortable even at extremely low temperatures "overboard", and will also compensate for heat loss if the house is dilapidated or has structural flaws.
AGV heating circuit
AGV heating based on boilers of the Zhukovsky Mechanical Plant can be arranged in any locality, if it has a reliable supply of mains or liquefied gas. Simplicity of design and independence from the quality of power supply make their operation quite safe and relatively inexpensive.
What is the peculiarity of AGV gas boilers in the heating system, see the video:
Installation tips
Equipment installation rules are simple:
- Before starting work, carefully study the instructions for the unit.
- When installing AGV, arrange for a separate room for it, since this type of equipment takes air from the room.
- Provide good ventilation.
- Equip a chimney. It must be no less than the pipe diameter (minimum length - 5 m, horizontal section - up to 3 m).
- Clean the device through a special hatch. Since the chimney passes outside the house, debris and condensate are collected in it, causing the structure to fail.
- When installing the boiler, leave a free space in front of it within a radius of 1 m, the distance to the nearest wall is at least 2 m.
The walls and floor in the room where the AGV stands are finished with non-combustible materials. If it is not possible to perform such work, then a special screen made of basalt cardboard or sheet asbestos is used.
The connection of AGV to the gas supply system must be carried out by professionals. Basically, these are representatives of a company that has the appropriate license.
Gas boiler AOGV-11.6 and AOGV - 23
The AOGV-11.6 apparatus is a floor-mounted modification of equipment from the assortment range of single-circuit boilers of the Zhukovsky Machine Plant (ZhMZ). Designed exclusively for heating needs. Its marking stands for "gas water heating apparatus". The next figure in the brand designation indicates its power - 11.6 kW.
Models AOGV-11.6-3 ("Economy" and "Universal") refer to double-circuit boilers and can provide the consumer, in addition to heating, also with hot water. With single-circuit devices, these boilers differ in the presence of a steel coil in the structure. They differ among themselves in the features of automatic systems (the first of these is equipped with domestic automation, "Universal" works with the Italian system).
Modern gas boiler AOGV - 23 are distinguished not only by an improved appearance, but also by the modernization of some structural elements:
- strong Italian thermometers were installed instead of unreliable domestically produced glass instruments;
- automation system of the American company Honeywell allows you to monitor the smoke exhaust system, maintain heating, turn off the gas in case of breakdowns in the system, in the absence of a burner flame, it blocks the operation of hot water equipment;
- equipment with an injection burner allows for the most complete combustion of gas without residue.
The use of a new technology for coating the metal surface of the boiler drum has ensured an attractive appearance of the equipment. This makes AGV (gas boilers) a good choice for a private house or summer cottage.
Criteria for choosing equipment for heating a private house
The main aspect when buying a unit is power. It is believed that for every 10 m² of the area there is 1 kW of energy. However, this calculation does not take into account heat loss. They depend on what materials the walls, ceiling and floors are made of in the house, from the region in which the building is located. All this, when carrying out complex calculations, is taken into account by specialists.
The power of the boiler in question is 7 kW. Taking into account the efficiency at the level of 85%, the indicator will only be enough for heating 60 m² - if the house is located in the southern region, and the walls and ceiling are insulated with modern materials. For the northern regions, the figure is up to 20% of the additional capacity.
An important selection criterion is the functionality of the unit (only heating or that and hot water supply). It is generally accepted that the second option is less profitable, since it is more expensive, however, the first type of equipment (single-circuit apparatus), despite the savings, requires the installation of an additional boiler for liquid.
As for the automatic safety systems, even in advanced modifications they are quite simple. Electronic filling and many levers are not provided, but the security system is reliable and not inferior to that of imported models.



Positive and negative sides
Previously, no one was too worried about gas consumption, and therefore the device satisfied everyone: manufacturers - with ease of manufacture, buyers - with cheapness. Now the device of water heaters has been brought in line with the modern requirements of regulatory documents on safety and energy saving, the efficiency of the units is 86-89%. The technical characteristics of the AOGV boilers manufactured by the Zhukovsky Machine-Building Plant are shown in the table:
Note. Models with a Russian automation unit belong to the Economy line, with an imported one - to the Universal and Comfort series. The letter "O" in the abbreviation means "heating", the letter "K" - combined, heating water for hot water supply.
Now let's objectively evaluate the positive aspects of heating with AGV. So, the currently offered autonomous gas water heaters have the following advantages:
low cost of equipment: this is the main advantage of these devices, their price is the most acceptable among all gas heaters;
- the simplest design: any gas boiler AOGV or AKGV is easy to operate and maintain;
- reliability;
- compactness;
- non-volatility: the device does not require electricity for its operation.
As usual, there are negative aspects. The durability of the unit is questionable, since it is not made of the best materials. Problems arise with the operation of Russian automatics on budgetary devices, and all, without exception, AOGV gas boilers inherited the disadvantage of their "ancestors" - the formation of condensate. This is even stated in the operating instructions: until the coolant warms up to a temperature of 25-30 ° C, condensate will drip onto the burner, flowing down from the walls of the tank.
Boiler gas path
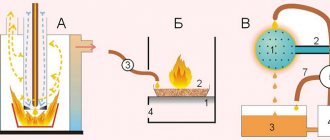
The design of the boiler provides for a fan forcing combustion air into the boiler furnace. The generated pressure is sufficient for the combustion products to be forced through the heat exchanger, leaving through the chimney. This is a closed view of the firebox. Here, the air volume is as close as possible to the ideal volume, due to this, the amount of heat that goes into the gas duct is minimal.
Some boilers assume the creation of the draft necessary for combustion with the help of a chimney. This is a type of boilers with open hearths, it makes the design somewhat cheaper. But when there is no fan in the boiler, the efficiency indicator decreases, and the requirements for the pipe increase. For example, for boilers with a fan, the chimney can be led out through the wall vertically, for a boiler with an open firebox this is not possible.
What are the requirements for installing a gas boiler, see here.
Floor-standing boiler OAGV (Lux is non-volatile)
Thanks to the use of the energy of the gases leaving through the coaxial chimney, it is possible to supply the already heated air to the boiler. If the temperature of the air in the combustion chamber is increased, this is favorable for the process itself: the ignition improves, the torch burns evenly, without delaying combustion, this provides better heat removal.
In reality, the increase in temperature for this reason is not too noticeable if cold air comes from the street. But the overall efficiency indicators increase, since savings are obtained on heating the air that enters the house ─ the boiler sucks in air from the room and removes it through the chimney.