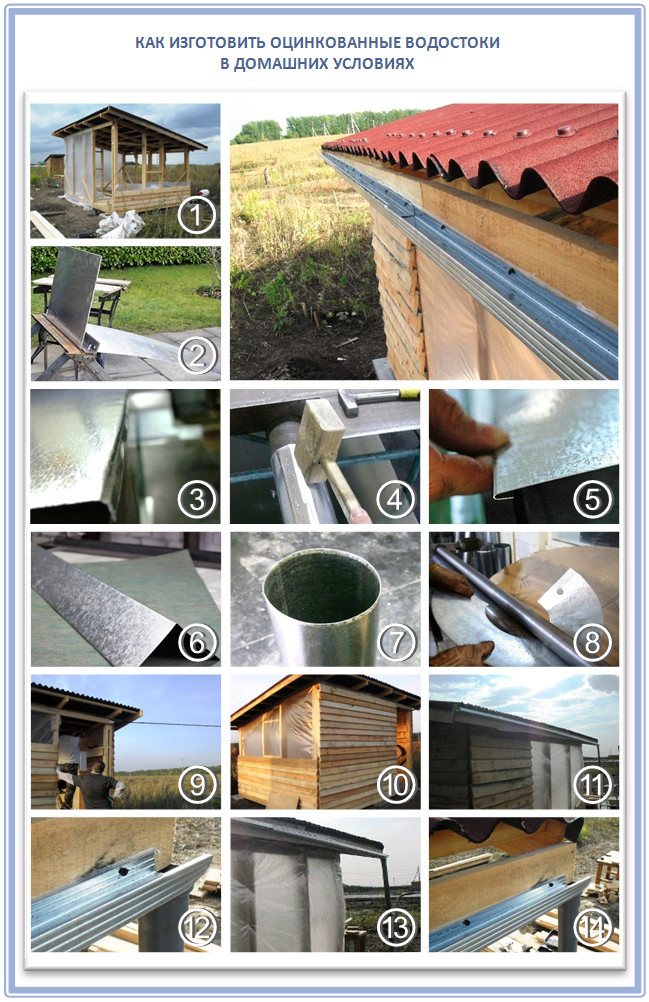
How to make a pipe from tin - do it yourself tin pipes
Home builders are trying to select the most budgetary options to solve problems. Therefore, the question of how to make a pipe out of tin with your own hands is relevant for many amateur craftsmen. After all, a homemade tubular product made of tin can be quite comparable to gutters or casings that lie on the shelves in specialized stores.

Therefore, you need to learn more about the process of making a tin pipe, which has characteristics like factory products.
Features of the source material
Before you start making a pipe from a sheet of metal, you should get acquainted with the material from which the pipe will be made and its features. To begin with, it should be said that these are products of the rolling type, in other words, tin is a sheet of steel that has passed through the rollers of a rolling mill and has a thickness of 0.1-0.7 mm.
In addition to rolling operations, the tinplate manufacturing technology implies the treatment of finished rolled products from the formation of corrosive processes. To do this, a layer of material is applied to the steel after rolling, which is not subject to corrosion.

The result of the actions performed is a steel sheet, the width of which can vary from 512 to 1000 mm, with a chrome or zinc coating. The finished product is plastic, so tin can be easily handled. In this case, the rolled stiffeners can be compared in strength with steel products. This allows the use of tin in the manufacture of products of complex design
Gutter Making Machine | PKP STANBOX
We produce a complete set for the manufacture of galvanized steel drainage pipes. Also, on these machines, you can make elbows, funnels and other elements of the drainage system from galvanized. Additionally, a set of machines is used in the manufacture of chimneys, ventilation elements, casings of insulating shells of heating mains.
Brief description of work:
- On the fold bender, we bend the recumbent fold
- Using the rollers, we roll up the cylinder of the future pipe
- We snap in the previously obtained fold and the seam machine roll it up to the state of a sealed seam
- A flaring machine will allow you to roll stiffeners, narrowing (corrugation) and make ridges for assembling funnels and a knee
Folding machine

Massive hinges and a heavy bending beam make it possible to produce an even and precise bending of the rebate, on which the quality of the seam on the downpipe depends. All folding benders are made of 09g2s steel, which significantly reduces their wear. Also, the machine is used for bending the ribs of the gutter, as well as other fastening elements in the manufacture of drainage elements.
Manual rollers

A machine for rolling pipes and other gutter elements with a cantilever upper shaft retracted to the side for easy removal of the rolled pipe. Rollers of this series have the mechanics of fast movement of the shafts, which increases the speed of work on the machine, and the controls located on one side of the machine simplify the work, thereby increasing productivity.
Folding cantilever

Sedimentary allows for fast work, since the clamp is carried out with one movement of the lever - the eccentric. The special design of the upper trunk guarantees sufficient pressure on the metal and complete tightness of the upsetting seam. Additionally, seam shrinkable can be used for seaming the edge of the sheet bent by 180 degrees (reinforced edge).
Manual folding machine
Manual beading with a full set of rollers (flanging, stiffening rib and corrugation) for performing beading operations on all elements of the drainage system. You can also order rollers for cutting metal and use a zigmachine as a sheet cutter - circular cutter.
On all our machines, rotating friction-prone assemblies (shaft journals, rollers, movable eccentrics, etc.) are made on bearings, which eliminates the need for permanent lubrication, eliminates backlash and guarantees easy rotation throughout the life of the machine.
You can also order machines equipped with e-mail. mechanical drive.
Usually the machines are always available, shipped from the workshop. Please contact us to show you the various options for a complete set.
valci.ru
Required tools
The list of tools and devices necessary for making galvanized chimney pipes with your own hands is due to the properties of tin, in particular softness and plasticity. Processing of this type of material does not require the application of special efforts, which are necessary for working with sheet materials.
Therefore, in the production of tin pipes for the chimney, the following set of tools is required:
- Scissors for cutting metal. This tool helps to easily cut the sheet material into the desired pieces, since the largest sheet thickness reaches 0.7 mm.
- Hammer with soft head. You can also use a wooden mallet, mallet, or steel tool with a soft rubber grip. However, the latter option is used very carefully or is not taken at all, since it can cause deformation of a thin sheet of tin and ruin the whole work.
- Pliers. With the help of this tool, they solve the question of how to bend a pipe made of tin, because it is steel, although it is thin, therefore, it is impossible to bend it with your hands.
- Crafting table. This device is necessary when cutting material and when applying markings.
- Calibrating element. It can be a tubular product with a diameter of more than 10 centimeters, as well as a corner with edges of 7.5 centimeters. These elements must be well fixed, since riveting of the butt joint will be performed on their surface.
In addition to these tools, you should prepare a ruler or tape measure and a marker, which is a steel rod with a sharp edge.
Stage III. We prepare drainage elements
So, now let's figure it out if you decide to purchase a galvanized sheet and build a drain for your house yourself. Working with galvanized steel is not difficult, because its protective layer is sufficiently resistant to abrasion and damage, so such parts can be easily bent and even subjected to impacts. The main thing is to avoid deep scratches during the work, that's all.
The easiest way to cut industrial galvanized gutters is with a fine-toothed file - a hacksaw or a special metal saw. And for making small holes, use special metal scissors. But here there is one point: for galvanized gutters, you cannot use an angle grinder like a grinder, because it heats the steel and destroys the galvanized coating.
The blanks must be made in advance - these are templates for all gutter elements. For example, for a funnel, this is a ring segment, and for a pipe, it is a rectangle. Moreover, you can easily cope with all this on your own, and industrial or home-made machines will only make the process a little easier for you. Today, you can purchase a fairly diverse bending equipment for this business, for example, roller plate benders or a bending machine, or even rolling beams:
These are the elements you will need to make:
Or even limit yourself to such an ingeniously simple option, which has the right to life for a small country house or garden building:

And in order to make a high-quality drainage system from this material, you do not need so much:
- galvanized iron sheets, about 0.7 mm thick;
- ordinary scissors for metal;
- hammer, mallet and pliers.
Make all closed galvanized gutter products with a seam joint. This is a lock into which the folds are connected, and it is quite airtight. The easiest way for you is to make a single fold with a simple layout at the edges and with two folds. If you want to make something more complicated, then direct the folds in opposite directions. For downpipes, a seam with a seam width of 4 to 10 mm is sufficient, so do not complicate the whole process. By the way, almost all galvanized gutters are connected by the folded method. Therefore, you can safely make corners and tees of any slope, angle and configuration.
Here is one of the most popular methods for making galvanized gutter elements:
- Step 1. Carefully consider the galvanized sheet itself: it must be even, with a uniform surface and processed edges. And, when you start making the project of your future drainage system, separately outline all the elements you need. After that, put the galvanized sheet on a hard surface and draw a pattern of the future part with a sharp object.
- Step 2. If you are working on making a pipe, then the width of the pattern should be equal to the future diameter of the product plus 12 centimeters on each side for the seam. Also, increase the length of the drain by a couple of centimeters. Now, with metal scissors, cut out the workpiece, outline the fold fold and bend the edges with a mallet. For this, only half a centimeter will be enough.
- Step 3. Giving your workpiece the shape of a downspout will be easy: just wrap it around an object of the desired shape, for example, a plastic pipe.
- Step 4. Now trim the gutters and pipes with a metal hacksaw. All burrs should be thoroughly cleaned with a simple file, otherwise they will interfere with the sealing of the drainage joints.
- Step 5. Just wrap the edges of the strips on a steel corner, then roll the sheet and secure it all with a hammer.
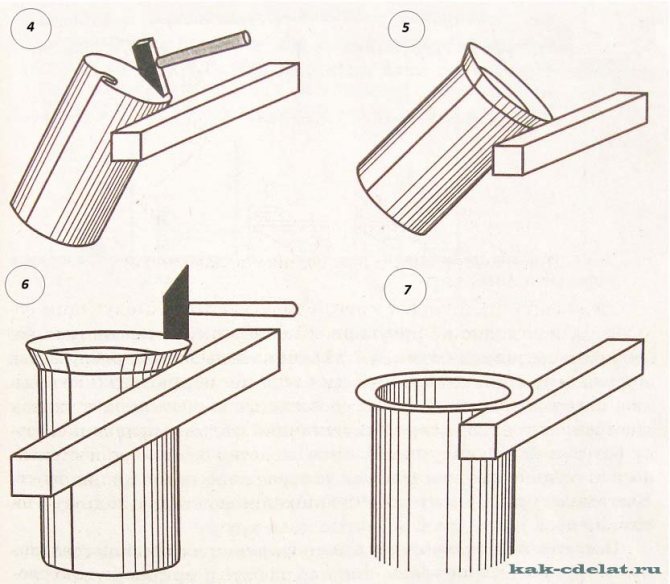
- Step 6. Now make a L-shaped fold and hook the hem into the lock. Secure this edge by tapping the edges with a hammer. Just follow all the precautions so as not to get hurt or cut by the sharp edges of the tin.
Here is a good example of a simple galvanized steel gutter as well:
The only difficulty that you will have to face is the docking of self-made elements with each other. To do this, slightly correct the short edge of the sheet before curling it so that it turns out to be thinned by a couple of millimeters.
Here is another practical instruction for working with this material:
- Step 1. For the pipe, you need to cut a blank from a solid sheet, on one side at 3.40 meters and on the other at 3.30 meters.
- Step 2. Now we make seams for the pipe on both sides. To do this, on a metal corner, simply bend the edges of the leaflets by 7 mm with a mallet and bend them in different directions from each other at an angle of 90 degrees.
- Step 3. Turn the workpiece over with the bent corners up and with a mallet we finish this angle up to 130-150 degrees.
- Step 4. As a result, your workpiece should protrude only 1 cm from the corner, and tap it with a mallet along the entire length of the corner. Do these strikes so that they are strong and confident. Your mallet should lie exactly on the plane of the corner, and at the same time not deviate either to the right or to the left, so as not to damage the seam.
- Step 5. Now we squeeze the workpiece around some other pipe and join the seams. After that, the workpiece is struck with a mallet at the point of adhesion until the corners are completely crossed.
- Step 6. Cutting your finished pipe into separate elements will help you the most ordinary can opener, oddly enough. Only after cutting, clean the edges.
If you did everything correctly, your parts should easily fit with other elements of the gutter system, even factory-made ones.
Preparatory stage
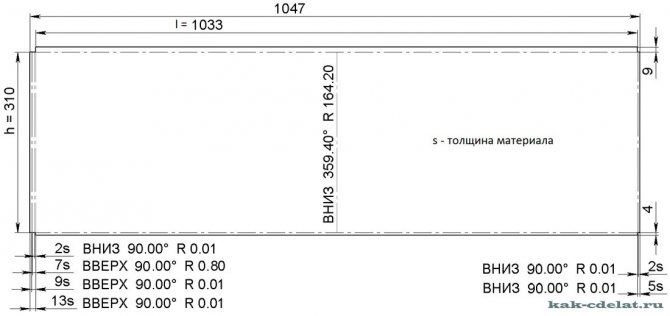
First, markings are applied to the sheet of tin, along which the semi-finished product will be cut. In other words, the necessary part is cut from a certain sheet of metal, from which the contour of the future pipe will be formed. The marking process is carried out as follows: the tin is laid out on a workbench and a segment equal to the length of the pipe is measured from the upper edge. Here a mark is made by a marker.

Then, using a square, a line is drawn along this mark perpendicular to the side edge. Now along this line the circumference of the pipe, the same is done along the upper edge. At the same time, about 1.5 cm is added along both edges to form the joining edges. The upper and lower marks are connected and the workpiece is cut out.
To determine the circumference, you can use a tape measure, or you can recall the school geometry course.
How to make a pipe body from tin
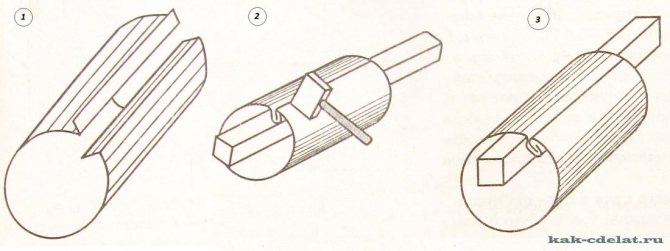
The purpose of this stage is to form the profile of the pipe. A line is drawn along the length of the workpiece at the bottom and top along which the folds will be bent. In this case, 5 mm are measured on one side, and 10 mm on the other. The folds must be bent at an angle of 90 0. To do this, the workpiece is laid on a steel corner, aligning the fold line with the edge of the corner. Striking the edge with a mallet, bend it to the perpendicular side of the corner.
It is recommended to bend the product gradually, passing with a hammer along its entire length. In this case, you can start bending with pliers.

Now, at the fold, the size of which is 10 mm, one more fold is made to form a kind of letter G. In the process of folding the fold, you need to ensure that the upper fold is parallel to the workpiece, and its length is 5 millimeters. Therefore, when drawing a fold fold line, on one side measure 0.5 cm once, and on the other side - twice 0.5 cm each.
Fastening the galvanized bottom
The main material in the manufacture of the bottom will be galvanized sheet. The most suitable option would be a suitable sheet length for the dimensions of the boat frame. If it is not possible to purchase iron of this size, then you can take two sheets, but some difficulties may arise during the construction of the boat. The main actions when performing such work are:
- Cut out a piece of galvanized steel along the bottom of the boat. To do this, the contour can be outlined with a marker and cut off.
- On the lower parts of the sides we apply a sealant with a straight line, a special thread is laid on it. If there is neither one nor the other, then everything can be replaced with paint and tow. These actions will prevent the boat from leaking.
- We put galvanized on top.
- We fix it with self-tapping screws with a press washer, or nails (1.8x32). You need to start fixing from the middle to the edges. The distance is approximately 2-5 cm between the bindings.
- The overhanging, galvanized iron is trimmed and tapped with a hammer.
- Next, you need to strengthen the nose. We do this also with the help of tin.
We recommend to read: What characteristics does the pilot boat have?

Further work consists in varnishing and drying the boat. Drying is always carried out in the shade. If desired, you can protect the bottom from corrosion, it is covered with oil paint in several layers.
YouTube responded with an error: Daily Limit Exceeded. The quota will be reset at midnight Pacific Time (PT). You may monitor your quota usage and adjust limits in the API Console: //console.developers.google.com/apis/api/youtube.googleapis.com/quotas?project=361189687205
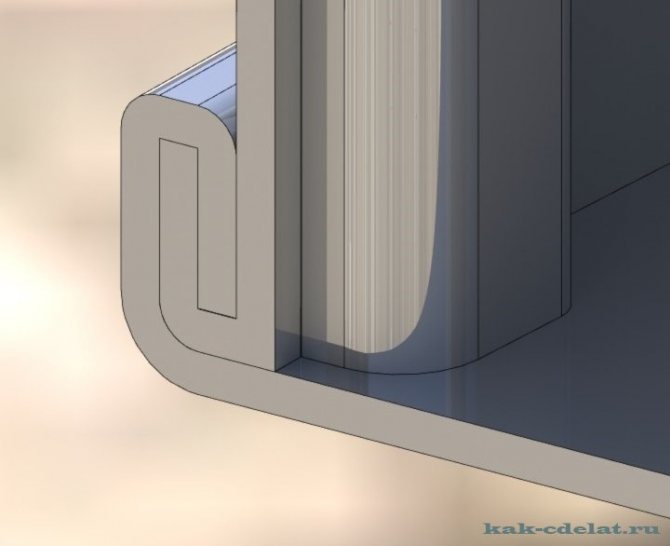
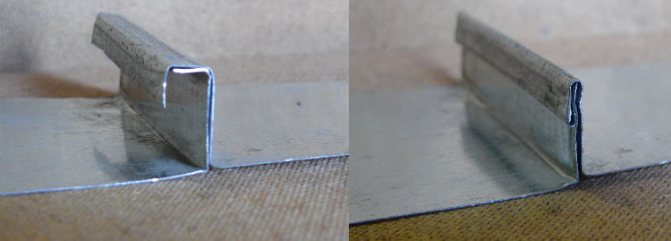
Processing the seam joint
The final stage involves processing the butt seam, that is, crimping it. To do this, the upper part of the L-shaped fold is folded down, wrapping the edge of the other fold. The result should be a kind of sandwich perpendicular to the pipe. To get a butt weld, you need to press the sandwich to the product.

For greater reliability, the butt seam is reinforced with rivets. However, do-it-yourself pipes made of tin using this method of joining do not need additional reinforcement.
How to make a pipe from tin - do it yourself tin pipes
Home builders are trying to select the most budgetary options to solve problems. Therefore, the question of how to make a pipe out of tin with your own hands is relevant for many amateur craftsmen. After all, a homemade tubular product made of tin can be quite comparable to gutters or casings that lie on the shelves in specialized stores.
Therefore, you need to learn more about the process of making a tin pipe, which has characteristics like factory products.
Features of the source material
Before you start making a pipe from a sheet of metal, you should get acquainted with the material from which the pipe will be made and its features. To begin with, it should be said that these are products of the rolling type, in other words, tin is a sheet of steel that has passed through the rollers of a rolling mill and has a thickness of 0.1-0.7 mm.
In addition to rolling operations, the tinplate manufacturing technology implies the treatment of finished rolled products from the formation of corrosive processes. To do this, a layer of material is applied to the steel after rolling, which is not subject to corrosion.
The result of the actions performed is a steel sheet, the width of which can vary from 512 to 1000 mm, with a chrome or zinc coating. The finished product is plastic, so tin can be easily handled. In this case, the rolled stiffeners can be compared in strength with steel products. This allows the use of tin in the manufacture of products of complex design
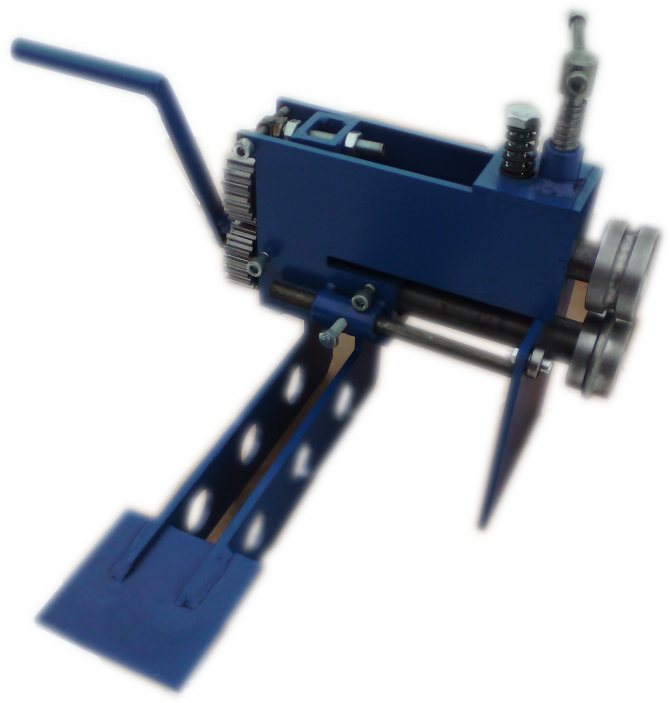
Rolling machine for profile pipes in production and at home + video
Metal structures are always very popular due to their strength, as a result of which a rolling machine for a profile pipe will not stand idle at any plant, and it will not hurt at home either.
1 What is a rolling mill for the production of a shaped tube
A beautiful modern shelving unit, an aluminum stepladder, a greenhouse in a suburban economy, a visor over the door - all this is most often made of metal profiles. They can be rectangular (including square), polygonal and oval, not to mention circular pipes. These steel and aluminum products are produced on special rolling mills. Regardless of the cross-sectional shape and caliber, the production of profiles can be carried out in a full cycle, that is, from raw materials to finished products, or only by cold crimping of a conventional round pipe.
We recommend that you familiarize yourself
The technology of forming products from ingots or even with pre-casting is carried out on large industrial lines, where the workpiece goes through several stages of processing. In such production, casting and rolling mills, reversible single-stand or multi-stand, continuous lines, as well as cold rolling mills are involved. All of the above units or only some of them can be involved in one industrial complex. If casting is not provided at the beginning of the technological process, metal ingots are used as raw materials.
Many metal structures do not require special strength, and profiles for them do not need to be made with predetermined properties, such as a high degree of elasticity or high tensile strength. In this case, it will be enough to produce steel and aluminum products by cold rolling in rolls from a circular tube. A similar line can be assembled in a small room, and for small-sized products, a separate mill can be easily installed in a home workshop in a suburban area. The main thing is that there are no living quarters nearby, since the noise from metal processing by compression is quite strong.
2 How the profile tube rolling machine works
Consider the different sequences of processing a workpiece before turning it into a finished profile.Let's start the casting and rolling process, when immediately after the machine for continuous centrifugal casting of a thick-walled billet, a mill with rolls is installed, which begin to form a hollow casting cylinder as it enters the mold. This technology provides for the use of a high residual temperature of the product. Such lines are called blooming lines, from which workpieces come off for further, more accurate rolling, which are pre-cut to the required size with mechanical scissors or saws.
A continuous rolling machine for the production of seamless shaped pipes is a line of a number of units, into which an ingot or a steel circle is fed as raw material, the dimensions of which are pre-entered in the drawings. By using cross-helical rolls on a piercing mill, a cavity is created in the workpiece, as a result, an intermediate product is obtained - a sleeve. A uniform inner diameter is formed in it by means of a nozzle on a calibration mandrel with intermittent periodic external running on a shaped mill.
Another way to make pipes is to furnace weld them from a metal strip. Initially rolled into a roll, it is unwound upon entering the production line, welded to the end of the previous one already involved in the technical process and sent to the mill through the gas oven. There the tape is rolled into a tube, passing 12 rolls, each pair of which is combined with a gauge. When the edges of the turns are connected, the metal, heated in the furnace to 1350 degrees, is welded on its own. Mechanical saws divide the finished product into sections, which are calibrated and sent to the next mill with rollers crushing the walls until the desired profile is formed.
The simplest option is cold rolled products from ready-made round pipes. In fact, this is the separately involved last stage of the previously described technical process, with the only difference that ready-made metal pipes with an annular cut are initially purchased as raw materials. Rolls with the appropriate shape of the recess are installed in rows in pairs, with each row rotating in the opposite direction. In general, such a unit takes up little space, and the smallest models can be installed in a home workshop.
For a rolling mill, first of all, you need a reliable base, bolted to a heavy workbench or directly to a concrete floor, so that the mechanism does not budge during operation.
Required tools
The list of tools and devices necessary for making galvanized chimney pipes with your own hands is due to the properties of tin, in particular softness and plasticity. Processing of this type of material does not require the application of special efforts, which are necessary for working with sheet materials.
Therefore, in the production of tin pipes for the chimney, the following set of tools is required:
- Scissors for cutting metal. This tool helps to easily cut the sheet material into the desired pieces, since the largest sheet thickness reaches 0.7 mm.
- Hammer with soft head. You can also use a wooden mallet, mallet, or steel tool with a soft rubber grip. However, the latter option is used very carefully or is not taken at all, since it can cause deformation of a thin sheet of tin and ruin the whole work.
- Pliers. With the help of this tool, they solve the question of how to bend a pipe made of tin, because it is steel, although it is thin, therefore, it is impossible to bend it with your hands.
- Crafting table. This device is necessary when cutting material and when applying markings.
- Calibrating element. It can be a tubular product with a diameter of more than 10 centimeters, as well as a corner with edges of 7.5 centimeters.These elements must be well fixed, since riveting of the butt joint will be performed on their surface.
In addition to these tools, you should prepare a ruler or tape measure and a marker, which is a steel rod with a sharp edge.
Preparatory stage
First, markings are applied to the sheet of tin, along which the semi-finished product will be cut. In other words, the necessary part is cut from a certain sheet of metal, from which the contour of the future pipe will be formed. The marking process is carried out as follows: the tin is laid out on a workbench and a segment equal to the length of the pipe is measured from the upper edge. Here a mark is made by a marker.
Then, using a square, a line is drawn along this mark perpendicular to the side edge. Now along this line the circumference of the pipe, the same is done along the upper edge. At the same time, about 1.5 cm is added along both edges to form the joining edges. The upper and lower marks are connected and the workpiece is cut out.
How to make a pipe body from tin
The purpose of this stage is to form the profile of the pipe. A line is drawn along the length of the workpiece at the bottom and top along which the folds will be bent. In this case, 5 mm are measured on one side, and 10 mm on the other. The folds must be bent at an angle of 90 0. To do this, the workpiece is laid on a steel corner, aligning the fold line with the edge of the corner. Striking the edge with a mallet, bend it to the perpendicular side of the corner.
It is recommended to bend the product gradually, passing with a hammer along its entire length. In this case, you can start bending with pliers.
Now, at the fold, the size of which is 10 mm, one more fold is made to form a kind of letter G. In the process of folding the fold, you need to ensure that the upper fold is parallel to the workpiece, and its length is 5 millimeters. Therefore, when drawing a fold fold line, on one side measure 0.5 cm once, and on the other side - twice 0.5 cm each.
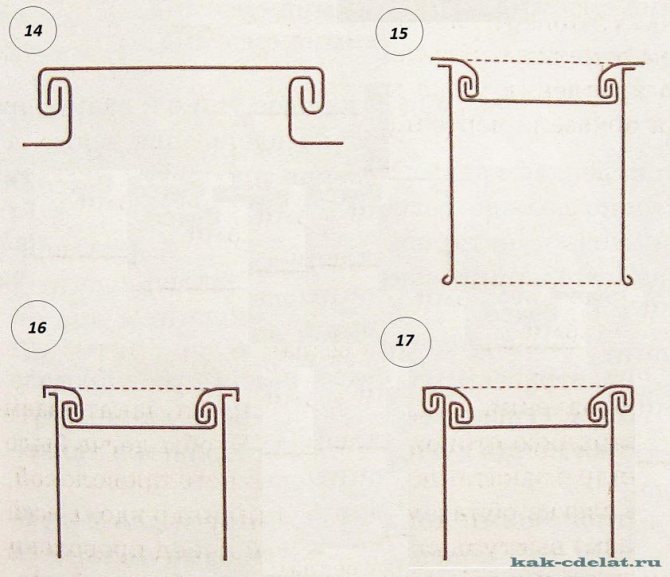
Having completed the forming of the folds, you can proceed to the formation of the pipe body. For this, a blank sheet is placed on a calibrating element and tapped with a mallet or other suitable tool in order to obtain a profile of a certain shape. The workpiece first takes a U-shape and then becomes round. In this case, the folds must be joined together.
chimney and pipe bending machines
Metal Master offers you a wide range of manual chimney machines. The equipment sold is distinguished by its reliability, workmanship and low cost.
Over the long period of our work (12 years), we have received a huge amount of positive feedback from satisfied customers.
Video: review of the chimney bending machine
Video: overview of pipe bending rollers
We will help you find a decent bending machine for making chimneys. Below will be offered practical advice, after listening to which you can choose the best option for your production:
- Select the unit with a margin. It should allow processing metal 30-50 percent thicker;
- Study the technical characteristics of the machine carefully. You need to know exactly the shape of the metal parts you are going to manufacture for the next few years. What equipment is required, stationary or mobile? It all depends on the place of installation;
- Do you need additional options for quality work (roller blades, support tables)?
If you need a mobile machine for a repair shop or construction site, then the best solution would be to buy a manual non-passable sheet bending machine.
The weight of such equipment does not exceed 250 kg., The thickness of the sheet metal can vary from 0.63 mm to 1.5 mm, the length of the sheet (1040 mm to 2050 mm).
Sheet bending machines Metal Master of the LBM and LBA series are perfect for solving technological problems in a limited production space. Workshop work requires reliable and durable technology such as manual full bore bending machines.
The presence of special polished pads will allow you to work with metal that has a paint-and-lacquer or polymer coating.
In order to produce a high-precision bending of sheet metal and create a complex-shaped product from it, for example, such as a chimney, you will need a segmental sheet bending machine (easy adjustment of the sheet pressure, the presence of a spring compensator, there are no restrictions on the depth of the blank feed).
ONLINE broadcast from the Metal Master demo room
metalmaster.ru
Processing the seam joint
The final stage involves processing the butt seam, that is, crimping it. To do this, the upper part of the L-shaped fold is folded down, wrapping the edge of the other fold. The result should be a kind of sandwich perpendicular to the pipe. To get a butt weld, you need to press the sandwich to the product.
For greater reliability, the butt seam is reinforced with rivets. However, do-it-yourself pipes made of tin using this method of joining do not need additional reinforcement.
How to make a galvanized pipe with your own hands?
You can freely purchase galvanized pipes, but the cost of such products is quite high, so the desire to make a galvanized pipe with your own hands is dictated, first of all, by considerations of economy.
At the same time, the manufacture of galvanized pipes does not require the use of special efforts, special expensive fixtures and tools and some kind of professional knowledge, so any home craftsman can cope with this, in whose arsenal there is a set of standard carpentry tools.
Frame assembly process
After preparing all the parts for the boat, we proceed to the direct process of assembling the boat from galvanized steel and boards with our own hands. To do this, you need to do the following:
Recommended reading: What are the characteristics of the Riviera boat?
- In the bow, it is necessary to combine two sides and a triangular blank for the bow. Nails or self-tapping screws can be used as connecting elements. If the block protrudes above the sides, then it must be cut into one level.
- The next step is to install a temporary spacer. This process must be approached carefully. So that when bending the sides do not burst, the spacer is filed at a not too large angle.
- After installing the spacer, it is necessary to bend the sides further. A rope or a pair of helpers will do the job.
- We substitute the back part, adjust, remove the necessary chamfer. You need to fit well so as not to leave gaps. Everything should fit snugly.
- Having finished the fit, we hammer the sides and saw off all the protrusions.
- After the sides are assembled, we install permanent struts while removing the temporary ones. How much detail to set depends on the owner's preference.
Before fastening the wooden parts with nails or self-tapping screws, it is worth pre-drilling the holes with a drill. This method prevents the boards from cracking.
The final stage in the assembly of the wooden structure will be chamfering on the lower parts of the sides, spacers and coating of a protective antiseptic layer.
Characteristics of galvanized pipes
Galvanized metal pipes are used to equip chimneys; they are popular due to their light weight and, accordingly, ease of installation. Galvanized chimneys do not require the construction of a foundation, and this significantly reduces the cost of chimney equipment.

Such pipes meet fire safety standards, withstanding temperatures up to 900 °, so they can even be used for smoke extraction from solid fuel heating boilers and stoves.
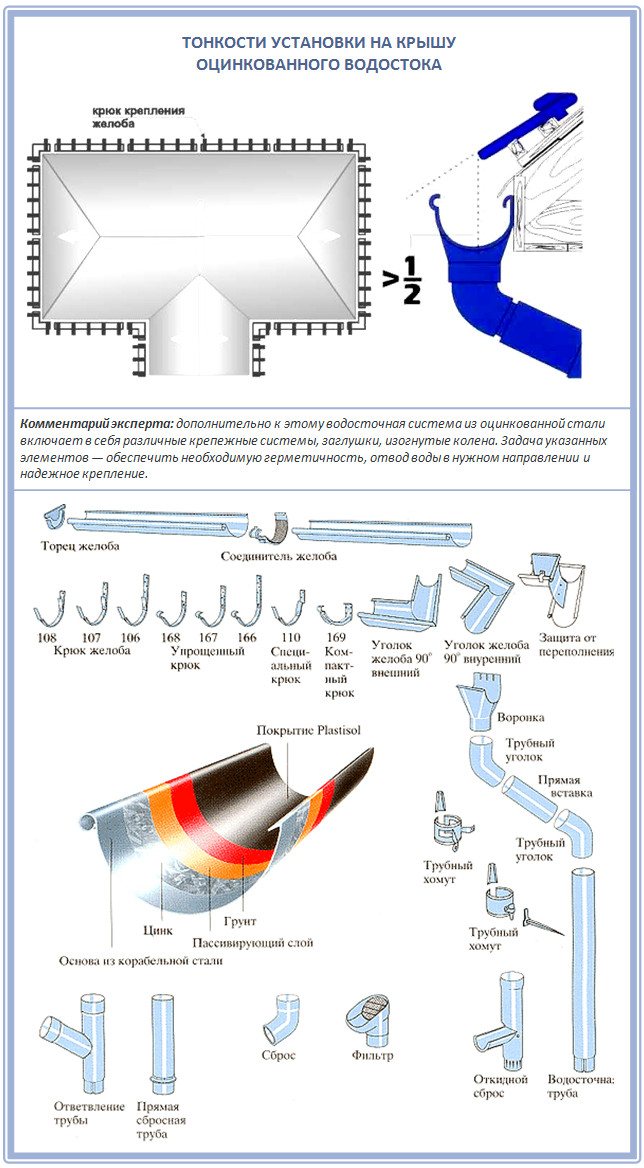
Also, galvanized pipes in home construction are used to equip gutters. Such pipes are already quite affordable in terms of costs, but at the same time the process can be made even cheaper by using hand-made products.
Construction of galvanized products
Manufacturers produce single and double-circuit modifications of these chimneys.
Single-circuit galvanized steel products are often installed inside the house or lined with brickwork.

To avoid the formation of condensation, it must be insulated. It is not recommended to use single-circuit chimneys made of galvanized steel without insulation.
It can be placed on its own in a barbecue or barbecue area.
The double-circuit modification (sandwich galvanized pipes) is so named because of the multilayer one. It consists of three components, two pipes inner and outer, which are insulated with mineral wool or other refractory insulation.
This design heats up quickly, which activates the operation of heating devices and minimizes the amount of moisture that accumulates on the walls.
Having given preference to a galvanized sandwich pipe, we can talk about an aesthetic appearance that fits harmoniously into the overall design of the exterior. In addition to the technology described above, structures are created from the so-called black steel.
These galvanized sandwich pipes assume that the pipe installed inside will be made of regular steel.
Galvanized chimney sandwich pipes are used in houses with heating boilers, stoves or fireplaces. It is also the best option for baths and saunas.
Since the device of the bath differs from an ordinary house, in order to maintain a high temperature in the steam room, a sandwich structure is used, and the space between them is filled with mineral wool, which is thermal insulation of an environmentally friendly composition and at the same time it is not subject to fire at high temperatures.
What you need to make a galvanized pipe
At home, to make a galvanized pipe, you need a sheet of tin; the material does not require the use of special efforts due to its softness and ductility.
Tin is industrially made from thin sheet steel with a thickness of 0.1 to 0.7 mm on rolling machines, after which they are covered with an anti-corrosion protective layer of chromium, tin or zinc. Finally, the workpieces are cut to standard sizes, with a width of 512 mm to 2000 mm.

The strength of such products is in no way inferior to steel counterparts, especially if the material has additional stiffeners, but at the same time it is very plastic and allows you to manually mount pipelines of complex shape. Anti-corrosion coating protects the pipe from the external environment.
The problem of such pipes is insufficient bending strength, therefore, for the manufacture of open parts, stiffeners are introduced into the structure to strengthen the product.
- a wide range of such pipes of various sizes is presented in stores: single-circuit;
- double-circuit (made in the form of a sandwich and consisting of an inner and outer pipe);
- corrugated, characterized by increased flexibility.
Note! At home, it is technically possible to make only a single-circuit pipe.
When choosing a sheet thickness, the purpose of the pipe should be taken into account. For example, a galvanized pipe for flue gas removal from solid fuel stoves and fireplaces must have increased resistance to high temperatures, and at the same time high anti-corrosion properties.
It is important! The higher the temperature of the working medium, the thicker the pipe walls must be.
Instruments
For work, special tools are required to bend, correctly measure the bend angle and cut the pipe to the desired length.




Product selection
The durability of the drain depends on the material of the product. It must be durable and resistant to external irritants such as temperature, precipitation and sunlight.
The following requirements are duly met:
- Cink Steel. This is a budget option that is not durable. When removing ice, the structure can be easily damaged with a crowbar.
- Polymer coated metal tiles. The material tolerates temperature extremes well, does not corrode due to the coating. However, it does not have sound insulation properties.
- Sheet steel with paint as protection. The latter is destroyed by mechanical stress, therefore, such a weir must be periodically updated.
- Plastic. This material is resistant to corrosion, UV light and acid precipitation. In the rain, it practically drowns out the noise.
- Copper and titanium alloys. The option is the most reliable and durable, but it costs more than similar ones.
Almost all options involve a choice of color. In any case, you should pay attention to the parameters of the elements. So, if the area of the slope is less than 250 sq. meters, then for the gutter a width of 125 mm is sufficient, and for a pipe with a diameter of 90 mm. In other cases, it is worth choosing big data.
Instructions for the manufacture of galvanized pipes
First of all, you need to mark the iron sheet, applying fold fold lines on one side with a size of 5 mm, on the other two times 5 mm each, the fold on one side should be wider than the second in order to form a strong seam in the future. Bend the sheet at a 90 ° angle on both sides using a corner and pliers.

It is important! Bend the shape gradually, moving from one edge to the other along the fold line.
Then, turning the workpiece, folds are formed, the angle is brought to 135-140 °, tapping with a mallet or a hammer with a soft striker on the edges of the tin carefully so as not to damage the material of the product. After the formation of the folds, you can proceed to the formation of the pipe itself.
Attach the workpiece to the sizing template to shape it and tap it again until the folds come together.
The wide edge is again bent parallel to the plane of the product at an angle of 90 °.
The last stage is to join the ends together with a flat seam using a mallet.
Align the folds, bend the horizontal part of the second fold, wrapping the first fold with it, and then bend this seam, pressing it tightly against the plane of the pipe.
You can additionally strengthen the joint with metal rivets using a welding machine, although most often galvanized pipes connected with a flat seam do not need additional reinforcement.
Normative documents
Let's start with the most secret and mysterious, the fact is that for that kind of materials do not have their own standard. This is how it turns out, the product itself has existed and has been produced for a long time, but GOST for a galvanized metal pipe does not exist.
Note! For a long time, the production of galvanized pipes has been carried out in accordance with the standard for metal pipes, from which the range of products was borrowed.
In fact, galvanized materials are manufactured in accordance with the following documentation:
- Manufacturing of metal pipes in accordance with GOST 3262 75;
- Longitudinal electric-welded galvanized pipes in accordance with GOST 10704 91.
If it is clear with the first standard, then it is completely unclear why the second GOST is used for a galvanized pipe? This is easy enough to explain. The fact is that pipelines are usually exposed to aggressive external action that leads to corrosion, in particular, longitudinal welded pipes are best suited for solving this problem, i.e.they have a low price, but at the same time they are remarkably protected from corrosion.
Note! There are no prohibitions on the production of such materials - spiral type or seamless, easy to produce high-strength and thick-walled galvanizing is not necessary. And the installer can make cold galvanizing after the end of the work.