



Apparatus for soldering polypropylene pipes - selection and technology of use
Soldering machine for polypropylene pipes
Often, when carrying out repairs in the house, it becomes necessary to replace the water supply pipes. In the vast majority of old houses, water distribution was carried out using metal pipelines. However, modern industry produces a wide range of plastic pipes that have already proven themselves in reliability, durability and ease of installation. The best way to connect a plastic pipeline is to weld it. In order to build a reliable and sealed system, it is necessary to use an apparatus for soldering polypropylene pipes.
Video - Instructions for soldering polypropylene pipes using a welding machine
Characteristics and equipment of soldering irons
The soldering iron for propylene pipes is similar in design and principle of operation to an ordinary iron, it differs only in shape and purpose.
The main parts are a thermostat and a powerful heating element, as well as an ergonomic handle, stand and replaceable nozzles for different pipe diameters.
The pmoregulator ensures that a certain temperature is maintained, since overheated or subcooled polypropylene will not provide a high-quality connection during the soldering process. Another purpose of the thermostat is to protect the heating element from overheating. According to its design, the heating element can be of two types - round (nozzles are strung on it) and flat in the form of an iron sole with holes for attaching nozzles. The second option is more popular.
Nozzles for different pipe diameters are included in the kit, and their number may be different for different sets, here it is already up to you to choose. They can be purchased separately if required. The attachments have a special coating that prevents PP from sticking. Some kits also contain special shears for cutting propylene pipes. This is a necessary tool for installation, so if your kit does not include them, then you must definitely purchase them. As a rule, a soldering iron is sold in a convenient metal case for transporting and storing all its parts.
This tool is designed to operate on a 220 volt mains supply. The heating rate depends on the power of the soldering iron. To work with pipes with a diameter of 16 to 63 mm, it is enough to have a soldering iron with a power of 850 watts, and if you are going to work with diameters up to 125 mm, then you will need a tool with a power of up to 1500 watts. The optimum temperature for brazing propylene pipes is set by the thermostat knob to + 260 ° C. When this value is reached, the thermostat will stop further heating, which will be signaled by a light on the case.
1pokanalizacii.ru
Soldering tools
In order to connect the separate parts of the water supply system to each other, it is necessary to use technologies of temperature exposure. Soldering or welding of plastic pipes allows diffusion of plastic molecules, resulting in a strong and tight connection.

Photo - apparatus for soldering plastic communications
These works are carried out using special devices - a welding inverter for plastic pipes or a gun:
- The welder is considered a more professional apparatus and is mainly used by experienced plumbers. Its price is an order of magnitude higher than a standard household pistol;
- The gun is a kind of soldering iron that can point-wise act on individual parts of plastic or metal-plastic communications.
Welding machines can be classified by power. Now the most popular are universal models for 1500-1600 watts. They are convenient for household use, in addition, the kit also includes a set of nozzles for working with various types of pipelines.
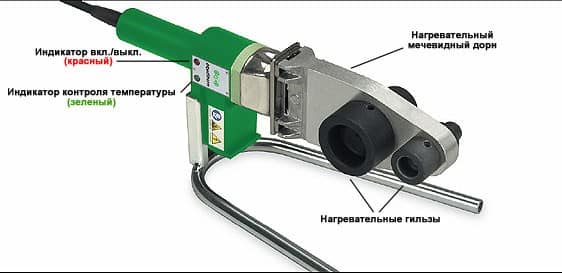
Photo - soldering iron design
It should be noted that in addition to special devices, additional tools will also be needed. In particular, these are scissors for cutting plumbing parts. As well as a roller pipe cutter, which allows you to provide the most even and smooth cut on the surface of communications.
Also, when working with metal-plastic or foil-reinforced pipes, you will need a cleaning tool - a grinder. It evens out the cut edge, which often leaves small irregularities after cutting the desired area. If you ignore this process, then the connection may not be strong and tight enough, which will affect the operation of the entire sewer system.
If you need to solder pipes made of plastic with a large diameter - from 110 mm, then an electric coupling is used. It is pushed onto the joint and heats the joint. In the process, the centering of individual sections of communications plays the main role, since it is almost impossible to control the process during welding. To work with such a device, a special centering machine is used, which allows you to level the cut surface in order to obtain the most dense seam. The power of the couplings is somewhat different from the power of welding machines and soldering guns, in most cases slightly higher values are required - over 1500 watts.
Cold soldering is also often used at home. The technology involves the use of an aggressive adhesive, which ensures the diffusion of plastic molecules without the use of heating elements. The main advantage of this method is its simplicity. Such welding can be easily performed even without experience, in addition, the purchase of additional devices is not required. But at the same time, such a soldering is considered short-lived, that is, it is more urgent measures than an option for permanently connecting pipes.
Photo - an example of cold soldering of plastic communications
You can buy a tool for soldering plastic pipes in almost any plumbing store, on average it costs from 800 rubles to several tens of thousands. For example, in Sevastopol, the cost of WESTER DWM 1000B varies from 1800 rubles to 2000. The price depends on the declared power of the device, brand and its purpose.
Video: how to properly solder plastic pipes
DIY welding of polypropylene pipes for beginners - practical instructions
Knowledge of welding and installing polypropylene pipes will come in handy for replacing the old pipeline and laying a new one. If all the necessary tools and accessories are available, then all the work will be very simple and of high quality. In an hour and you will have a ready-made piping system, suitable for use.
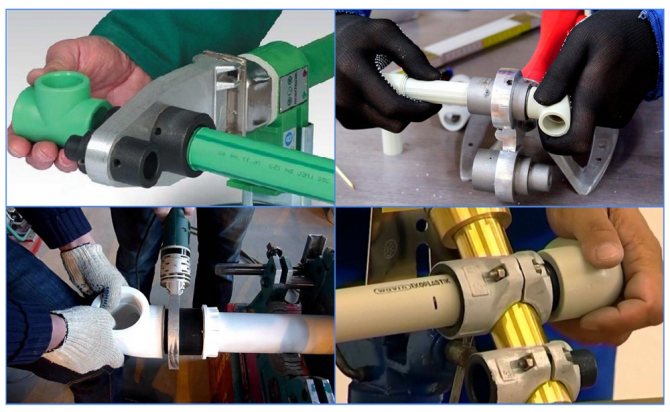
This method is called socket (socket) welding. The pipes are not fixed joint to joint, for example, metal pipes, but with the help of special devices - fittings. Adhesion occurs with them at two hundred and sixty degrees Celsius.
If desired, the store can select fittings for thread connections.
Choosing the right tool
It is recommended to use the following tools:
- special device for welding. We'll tell you later how to make it yourself;
- various attachments for the device. Twenty millimeters - the most popular nozzles;
- beveller. Recommended for use in case of terrible quality of the contour;
- shaver. Help in cleaning the contour;
- special scissors.
We make a welding device with our own hands
Good soldering irons cost from a thousand to several thousand rubles, but if you need to do quite a bit of work and have an idea to save money, you can improvise and create a soldering iron with your own hands.
What we need:
- A simple old iron.
- Desired attachment size.
- Thermal paste.
- Temperature sensor.
- The nozzle is screwed to the iron, the ends should be treated with thermal paste.
- Think and think about: how and from which side it will be better to work. Attach the attachment before starting work. At high temperatures, this process will be difficult or impossible at home.
- If it is difficult to work against the wall, then you can saw off part of the sharp tip of the iron.
- Before starting work, you need to warm up the iron for a couple of minutes.
- Watch for the correct temperature. It should be two hundred sixty - two hundred seventy degrees Celsius. The measuring device will help you with this.
How should you work
- First of all, you need to draw up a work plan (preferably on paper), choose places for laying pipes. This activity will reduce unnecessary steps and cumbersome welding on the go. You must admit that it is much better and easier to assemble the tubes at the workplace and mount them into the system in a few simple movements.
- In order to connect polypropylene pipes, it requires heating the edges of the parts to be joined. The elements are put on the nozzle, you should hold them on the nozzle for a couple of seconds. The pipes are heated from the outside, the inner part of the element is heated in the sleeve.
- After heating the elements, try to assemble them into the correct structure as soon as possible. If adjustment is required, a few seconds is all you can count on. Most often, work is done by eye. It is not recommended to twist the elements.
- Do not keep polypropylene in the soldering iron for very long. A high-quality connection is obtained only by heating to the correct temperature. Polypropylene may leak from overheating, the tightness will be broken.
Make sure you turn on the tap on the coupling before brazing the PP pipes!
- If you've done everything correctly, a small amount of plastic will come out and float onto the sleeve. If difficulties arise when dressing, bends of plastic, you should remove the chamfer.
German regulations DVS-2207-1 provide for a pipe angle of fifteen degrees and a recess of two to three millimeters. In the Russian Federation, according to the standards - an angle of forty-five degrees and a deepening of one third of the thickness. Accordingly, if the chamfer is even, then it can be within the specified limits.
- For proper safety, the welding device must be placed on a special stand. Do not forget to set the correct temperature at two hundred and sixty degrees Celsius (to speed up the process, you can set it to two hundred and eighty degrees). Temperatures lower and higher will result in poor quality connections. When buying a soldering machine, choose a model with a thermostat.
- Pipes and other elements are put on the nozzle with little effort due to the rather impressive radius. You can twist them a little to make it easier to put on the attachment. At the same time, you should not put pipes on the nozzle to the very end, so as not to melt the ends. Use a marker to know the correct depth.
- It is possible to cook by weight only after assembling all the main elements.
Simple polypropylene pipes cannot function under pressure; they should be used for cold water supply systems. And under pressure - reinforced polypropylene tubes. Before welding, you will have to remove small parts of the reinforcement with a shaver.
Do not place plastic pipes too close to the heating boiler. For this, a metal pipe with a length of more than half a meter is used.
Conclusion on the topic
So, as it turned out, it is not so difficult for novice builders to solder polypropylene pipes.The most important thing is a little practice.
Try it on small pipe sections, you will quickly understand all the subtleties on the go. Good luck to you!
mirotoplenie.ru
Soldering instructions
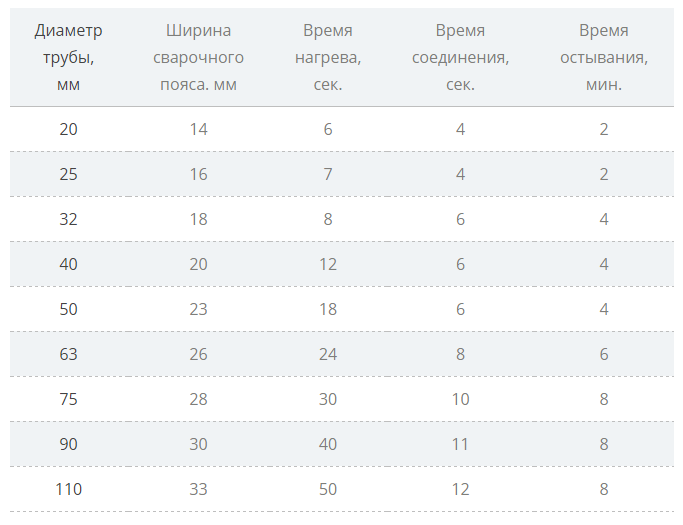
Self-welding of plastic pipelines is carried out using a sewage project and in accordance with GOSTs. For each material, soldering is performed in accordance with a certain temperature, the table below will help you choose the right values:
| Diameter, mm | Heating, seconds | Welding, seconds | Cooling, seconds |
| 16 | 6 | 4 | 3 |
| 20 | 6 | 4 | 4 |
| 25 | 7 | 4 | 4 |
| 32 | 9 | 4 | 4 |
| 40 | 12 | 5 | 4 |
| 50 | 17 | 5 | 5 |
| 63 | 23 | 5 | 5 |
| 75 | 30 | 7 | 7 |
| 90 | 38 | 7 | 8 |
| 110 | 48 | 9 | 10 |
| 160 | 80 | 14 | 14 |
Step-by-step instructions on how to solder plastic pipes of heating systems or connect a plumbing:
- You need to install special nozzles on the welding device, for example, fittings for pipes of 25 mm. Using the table, the time of their heating is determined, the temperature according to the standards is at around 260 degrees. This is the optimal parameter for soldering conventional plastic and reinforced pipes;
- After that, other plumbing tools are prepared. Be sure to check that the cutter is sharpened before cutting. For small diameters, the cut is recommended not at a right angle, but at 45 degrees; Photo - soldering kit
- Now you need to measure the size of the fitting on the pipe and take into account a gap of 1 mm. It must be present when joining. Mark it on communications. This is very important, since the fitting cannot be pushed in all the way, after heating the plastic will expand slightly;
- A fitting must be placed on a preheated nozzle, then a pipe must be inserted into another hole of the connecting part. Further, the gun heats up and the nozzle heats up again along the entire length; Photo - heating elements
- It remains to carefully remove the heated parts and connect them. The result will be a strong and sealed mount with a fitting;
- The next stage of pipe soldering includes reheating the soldering iron, but only now a piece with a fitting is put on the nozzle, and the free part of the communication is inserted into another hole;
- After heating, the operation is repeated: the parts are removed from the nozzle and connected.
When the work is finished, you need to wait for the specified time to cool the connection, some masters also use a hairdryer to speed up the process.
Photo - hair dryer for plastic
Sometimes the heating iron cannot be used and the use of electrofusion sleeves is required. Their principle of operation is very similar to that described above, the main difference is that for such pipe brazing, the entire apparatus is heated completely, and not its individual nozzles.
Before starting welding, it is imperative to degrease the sections, as well as clean them of dust and dirt. To do this, wipe the fitting and sleeve with alcohol on the inside and the pipe on the outside. Soldering is done in the same way as mentioned earlier.
Plumber's recommendations:
- Do not apply too much pressure when connecting the pipe to the fitting. After soldering, the plastic becomes more pliable, due to which, with excessive pressure, wrinkles may appear inside the pipe;
- Do not allow the fitting to run freely on the pipe;
- Pay close attention to heating time and temperature. If you exceed or, conversely, reduce these indicators, then the mount will turn out to be fragile;
- When working at home with water or sewage pipes, leave a gap of no more than 1 mm at the attachment point, otherwise there will be leaks in this area.
www.kanalizaciya-stroy.ru
Welding specifics
The connection of two pipes takes place by means of a fastener connection:
- the surfaces to be welded are warming up.
At the same time, they should not completely melt and lose their shape. Then the well-heated products are pressed against each other.
While the inside of the clutch heats up internal space, in the pipe - external. This process takes place using a special soldering iron.
Heating is short-lived to a temperature of no more than + 260 degrees Celsius.The mating surfaces should only melt slightly.
Worth knowing! If the maximum permissible temperature is exceeded, the polypropylene will lose its quality. Possible deviation from the norm - no more than +10 degrees.
The device and principle of operation of the tool for welding polypropylene
Today, many domestic and foreign companies are engaged in the production of equipment for connecting plastic pipes, which are trying to make it as convenient and efficient as possible in work. For this, soldering irons are equipped with additional functions, their appearance, the location of the handles and the methods of attachment of the nozzles change. However, the main elements and nodes remain the same (Fig. 1):
- thermostat;
- heating element (heating element);
- body with a handle;
- nozzles.
According to the principle of operation, the apparatus for welding polypropylene pipes resembles an ordinary iron. First, the heating element heats the stove. It gives off its heat to the nozzles, which heat the plastic to a certain temperature, thereby achieving the required viscosity. The whole process is monitored by a thermostat, with the help of which the heating temperature is maintained within the specified limits.
The reliability of the polypropylene connection directly depends on the stability of the thermostat. Usually inexpensive soldering irons are equipped with low-quality thermostats. This leads to the fact that during the welding process, the plastic overheats or underheats. As a result, you get a bad connection. Therefore, you should not save on buying a soldering iron. When choosing a tool for soldering polypropylene, it is necessary to give preference to equipment with smooth temperature control and accurate calibration.
Brief introduction
Such pipes are connected, as usual, by a method called socket or socket welding, since the work is carried out by means of fittings or couplings.
This is facilitated by their numerous positive technical characteristics, namely:
- strength (compression fittings for metal-plastic pipes),
- reliability,
- long service life,
- low cost.
They are used for laying pipes, both for cold and hot water, in an open and closed method.
For these purposes, a special apparatus is used. - "iron" or "soldering iron".
It consists of two nozzles, one of which is for a fitting (about crimping for copper pipes is written here), the other is for a pipe.
Reinforced products are of 2 types:
- ordinary,
- reinforced.
If it is necessary to weld reinforced hollow objects, the reinforced layer is first removed from them with a special tool.
Before you start welding, it is worth carrying out preparatory work. What are they?
Do you know which urinal to buy? The purpose of hygiene equipment for children is described in a useful article.
The installation of plastic drainage systems is described on this page.
Before starting the work, you need to make sure that you have the necessary tools (about the device for welding HDPE electrowelded couplings is written on this page).
The welding device is expensive (several thousand rubles). In your locality, there should be construction or installation organizations where you can rent equipment.
It is much more profitablethan to buy the device (you may need it only once). So why pay extra money?
When buying a device or renting it, carefully check if all the attachments are in stock. Otherwise, the device may become unusable.
The tips are usually made of Teflon.... They come in a variety of sizes, so you can work with different tube sizes.
In addition to ironing, you will need:
- Cutter (scissors) for pipes... In most cases, this accessory is included with the soldering iron.
But, if it is not there, you will have to buy it separately. - To remove foil with reinforced propylene pipes, you will need a shaver.
Also, stripping is sometimes done with a hand facing tool.You need to work very carefully with a mechanical tool, because polypropylene can be easily damaged.
Drill bits are attached instead of a drill. With their help, the inner and outer reinforced layer can be easily removed.
- A means with which the surface is degreased.
- Rule.
- Knife.
- Measuring tape.
- File.
- Fasteners.
Fittings are produced in a wide range, which allows you to connect polypropylene pipes without welding (written here).
You need to choose them, guided by the configuration of the structure and the number of connections.
Straight pipe sections are connected with couplings; when turning the line, squares are used.
If you need to connect to a metal pipe or to a plumbing unit, use threaded unions or special fittings to connect polypropylene pipes to metal ones (written in this article).
Do you know how to drain rainwater from the roof of the house? The description of the work and the layout of the storm sewer are described in a useful article.
How much an autonomous sewage system costs in a private house is written here.
On the page: https://ru-canalizator.com/santehnika/s-oborudovanie/otoplenie-doma.html it is written about heating a private house with a heat pump.
Important advice! For the convenience of drawing up a diagram of the future pipeline, the range and number of fasteners must be thought out in advance.
The first step is to pay attention to the quality of the pipes.
They should have walls of the same thickness without the slightest sign of defects. It is also worth inspecting the fittings for cracks and other imperfections.
How to choose an iron for welding polypropylene pipes
When buying a tool for soldering polypropylene, special attention should be paid to the following characteristics:
- power;
- a set of nozzles;
- complete set;
- manufacturer.
Power is the main technical characteristic of the soldering iron, on which the maximum diameter of the connected elements depends, as well as the time of their heating, and, accordingly, the speed of welding. However, it should be borne in mind that when buying a tool, you do not need to chase power, since with its increase, the price of equipment also increases.
Choosing a device for soldering polypropylene pipes in terms of power, it is necessary to multiply the diameter of the connected elements by 10.
As a result, you will get the value of the minimum power of the tool. For example, if, when designing a heating system, you need to connect pipes with a cross section of 40 mm, then in this case you need to purchase a soldering iron with a capacity of at least 0.4 kW. To carry out repair work in your apartment or private house, an iron power of 0.7 kW will be enough. If you plan to use a soldering iron for professional purposes, when the pipe diameter can reach 100 mm, it is recommended to buy a device with a power of up to 2 kW.
A set of attachments. High-quality nozzles for brazing polypropylene pipes must meet the following conditions:
- have good heat dissipation;
- have high mechanical strength;
- maintain their size when the temperature drops.
Almost all modern equipment for pipe welding has the ability to simultaneously use several nozzles of different diameters. This allows you to significantly reduce the time for installation work, since there is no need to wait until the nozzle has cooled down to replace it.
Structurally, all nozzles consist of 2 parts: for external (sleeve) and internal (mandrel) heating of polypropylene (Fig. 2).Any alloy that meets all the requirements presented above can be used as a material of manufacture. In the manufacture of attachments to increase their strength and durability, various coatings are used. Most often it is Teflon, which also has a non-stick property, so that the heated plastic will not stick to the attachments.
A set for welding polypropylene pipes can have the following configuration:
- Complete. Perfect for a professional welder. The package includes a welding machine, a wrench for nozzles, a full set of nozzles and additional tools that facilitate installation work (cutter, tape measure, etc.).
- Average. It includes a welding machine, a wrench and commonly used nozzles (20, 25, 32 and 40 mm). If you need other nozzles for pipe welding, they can be purchased separately.
- The minimum. Only a soldering iron for welding and a wrench for nozzles are included. Such a set has a relatively low price and is perfect if you need to solder pipes of the same diameter.
Manufacturing firm. On the plumbing equipment market, there are soldering irons for soldering polypropylene pipes from various manufacturers. Among them, the first place in terms of build quality and usability is occupied by Czech and German tools. It should be noted that it is quite expensive, so it is recommended to buy it only for professional work.
Turkish and domestic models of soldering irons are cheaper than their German and Czech counterparts, but their technical characteristics are somewhat worse. For private use, such equipment is best suited. Chinese-made soldering irons are the most affordable, but low cost often translates into a short service life.
If you need a soldering iron for a single repair, then Chinese models are the best option.








What to look for when buying a set for soldering polypropylene pipes
The purchase of one or another soldering iron for polypropylene pipes is based on three indicators:
- the cost of the welding device;
- heat output of the soldering iron;
- the shape of the heating element (iron or cylinder).
Depending on the cost, the choice of soldering irons for polypropylene pipes is presented in three categories:
- a set of soldering irons of the budget segment - Chinese and domestic production;
- Turkish sets are slightly higher in value;
- the most expensive sets of soldering irons are from European manufacturers. German and Czech are especially popular.
Before deciding which soldering irons for polypropylene pipes are better, you need to understand for whom it is being purchased.
If you need to assemble a polypropylene pipeline at home, you should pay attention to the equipment of the first segment. The safety factor of the parts of such kits will cope with the installation of two complete piping systems, regardless of whether a cylinder or an iron is used as a heating element. The device is easy to operate and can then be used for partial installation or minor repairs (for example, welding a pipe section).
Advice! If soldering the pipeline is a source of income for you, and not a one-time need, then you need to purchase a European-made iron.
The main difference between Chinese equipment for soldering polypropylene pipes and Czech equipment is not in the reliability of the components, but in its ability to maintain the temperature at the initially specified level. After some time, the degree of error of Chinese soldering irons reaches ten degrees, due to which the integrity of the seam is violated, which cannot be visually checked immediately after the end of welding.

A model from a budget range will be quite enough for a home craftsman.
At the beginning of his career, a novice craftsman will be able to use a device for soldering polypropylene pipes from Turkish manufacturers of the middle price segment. Even after several months of active use, the error amplitude is only a couple of degrees. In terms of the cost price and the final quality of welding, it is much more profitable for a rotational worker to buy and use two or three Turkish soldering irons than one device made in Germany.
Employees of the company who are constantly engaged in the installation and repair of propylene pipelines, it is advisable to buy an expensive high-quality soldering iron for pipe welding. It is able to work much longer without deviations in the soldering temperature. Therefore, German products are recognized as the best for polypropylene pipes.
Following the recommendations, it is easier to determine which soldering iron to choose for a polypropylene pipeline.
Brazing technology for polypropylene pipes
Soldering plastic pipes is quite simple. The main thing is to observe the temperature regime and the heating time of the material. First, the soldering iron is installed on a table or other reliable base, after which a nozzle of the required section is attached to it with a key. Then the required temperature is set on the device, to which it warms up for about 10 minutes.
After that, the ends of the pipes to be connected and the connecting element (angle, coupling, MPH, MPV) are placed on the nozzle. After a few seconds (the holding time depends on the power of the soldering iron and the diameter of the pipes), the plastic products are removed from the nozzles and connected to each other.
There is nothing difficult in choosing a soldering iron for soldering polypropylene. The main thing is to know for what purpose you need it. And if, when using the tool, you follow all the rules of its operation, then you can be sure that such equipment will last beyond the warranty period.
expertsvarki.ru
How to choose a welding machine
You should pay attention to such important points as:
- unit power,
- manufacturer company,
- assortment of attachments that are included in the kit.
Notice! Approximately, the wattage should be 10 times the diameter to be welded (in mm). Therefore, the use of attachments is limited by the maximum power of the device.
Remember! You should not be sure that the technical parameters of a cheap "iron" will exactly correspond to the data stated in the passport.
Especially, you need to be attentive to Chinese manufacturers.
Much depends on the build quality.
This is easily verified:
- if the device has two heating elements that turn on independently of each other, most likely this indicates the unreliability and poor quality of the soldering iron.
If you buy such a device, then during welding, most likely, you will find defects in its work.
Each instrument must have a thermostat.
It is best if it is of an electronic type with a built-in sensor to monitor the minimum fluctuations in the temperature of the heated surfaces.
Also, the regulator will be able to control the degree of heating, and, therefore, adjust the voltage.
In this manner, it is possible to achieve optimal compliance with the temperature regime and evenly warm up the abutting elements (read how to connect polypropylene pipes without soldering here).
As a result, you will have a high strength welded joint.
There are also capillary-type regulators..
They have a fairly simple principle of operation, but it consists in the following:
- when the heating reaches the set temperature, the mechanism will shut off,
- when it cools down, it will turn on again.
The temperature range in this case can reach - 100 degrees.
The third type of sensor is a bimetallic relay.
Due to its large size, it is not possible to install the fixture next to the heated surface.
Ultimately, the welding turns out to be of poor quality due to insufficient heating or melting of the required pipe area.
Therefore, experts do not recommend using this device for welders without work experience.
Remember! If you will only use the welding machine once, do not buy cheap and low-quality tools.
It is better to rent a professional soldering iron.
You will not have any problems with it, and the joint seams will turn out to be tight and durable.
Welding machines are of two types:
- manual,
- stationary.
With the help of a handheld unit, you can carry out work in hard-to-reach places without any difficulties and restrictions.
But only an experienced specialist will be able to accurately center the mating of parts.
The stationary device has impressive weight and dimensions.
But, with its help, you can perform high-quality centering, and how to prepare the surfaces before joining.
Using this tool, the welded parts are securely fastened until they cool completely and set.
The cost of such devices is quite high..
Therefore, only professionals use them.
Specificity of brazing polypropylene pipes
The soldering process is carried out due to the pronounced thermoplastic properties of the material. Polypropylene softens when heated - it acquires a state similar to plasticine.
General description of technology
Returning the material to a normal temperature background contributes to the hardening of its structure to a normal state. These properties have become the main technology of soldering, which in technical language is called polyfusion welding.
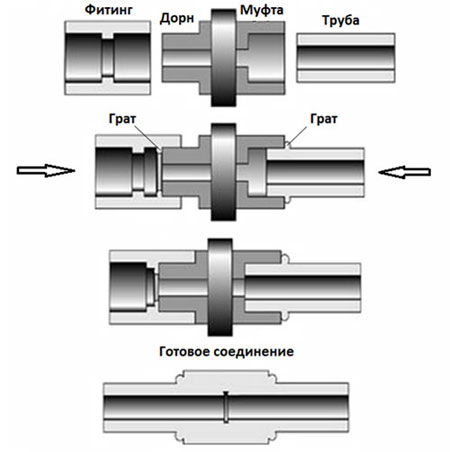
In practice, two methods of joining the parts to be welded are used:
- Coupling.
- Straight.
The first welding technique shows how you can solder polypropylene pipes using a shaped piece - a sleeve or a pipe with a larger outer diameter. Usually, in this way, plastic pipes are soldered, the diameter of which does not exceed 63 mm.
The principle of welding two parts, in this case, is based on melting a part of the pipe along the outer circumference and part of the sleeve along the inner region. Then both parts fit tightly.
The second method - direct contact, is based on the same principle of melting small sections of plastic pipes with their subsequent joining. But in this version, two pipes of the same diameters act as butting elements, and they are joined by their end surfaces. This, at first glance, uncomplicated method of soldering polypropylene requires high precision processing of the joint areas and accurate installation of two parts along the axes during their soldering.
Along with the indicated "hot" technologies, the "cold" soldering technique is also practiced. Here, as an active soldering component, a special solvent is used that can soften the structure of polypropylene. However, this technique does not differ with a high level of popularity.
Soldering machines for pipe welding
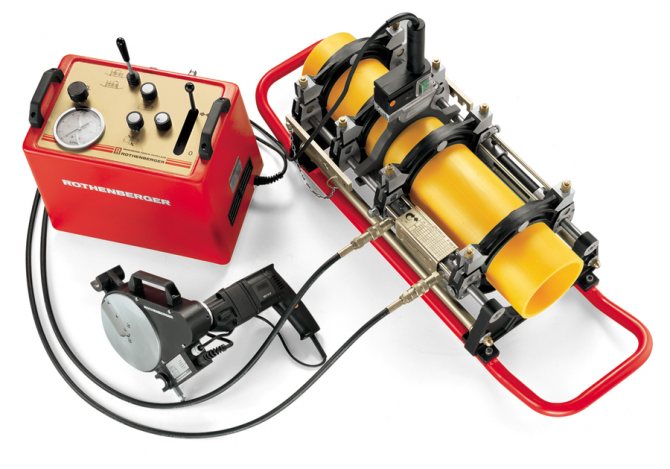
Both the coupling and the direct technique require the plastic pipes to be soldered with special welding machines. Structurally, the soldering technique is something like an electric iron. The basis of the devices is a massive metal heating element, on the surface of which removable nozzles are installed - metal blanks of different diameters.
For butt welding, the designs of soldering machines are of increased complexity. Usually, such equipment includes not only a heating element, but also a system for centering the parts to be welded. As a rule, direct welding equipment, like the technology itself, is rarely used in the domestic sphere. The priority of use here is the industrial sector.
In addition to soldering irons, the master will also need:
- scissors for polypropylene (pipe cutter);
- construction tape;
- locksmith's square;
- shaver (for pipes with reinforcement);
- marker (pencil);
- surface degreaser.
Since work is carried out on high-temperature equipment, it is imperative to wear tight work gloves on your hands.
Polypropylene welding procedure
Important warning! Welding work on polymeric materials should be carried out in conditions of good ventilation of the room. When polymers are heated and melted, toxic substances are released, which in a certain concentration have a serious effect on human health.
The first step is to prepare for work:
- Install blanks of the required diameter on the heater plate.
- Set the temperature regulator of the soldering iron to 260 ° C.
- Prepare the mating parts (mark, chamfer, degrease).
- Switch on the soldering station.
- Wait until the operating temperature is reached (the green indicator turns on).
Simultaneously push the mating parts (pipe - coupling) onto the blanks of the soldering station. In this case, the polypropylene pipe is pushed into the inner area of one ingot, and the sleeve (or socket of the shaped part) onto the outer surface of another ingot.
Usually, the ends of the pipe are inserted along the border of the previously marked line, and the sleeve is pushed on until it stops. Withstanding polypropylene parts on heated blanks, one should remember about an important nuance of technology - exposure time.
If the time delay is insufficient, there is a risk of obtaining a low degree of diffusion of the material, which will affect the quality of the junction. If the melting time is too much, this leads to deformation of the structure of the part and also does not guarantee high-quality soldering. It is recommended to use the table, which indicates the optimal time value for pipes with different technical parameters.
Soldering time table for polypropylene pipes
After holding the parts on the blanks for an optimal period of time, they are removed and quickly joined by the heated parts. The joining procedure must be performed accurately, quickly (in terms of time in the table), while observing the alignment of the parts to be soldered. It is allowed to make minor adjustments along the axes (within 1-2 seconds), but it is unacceptable to rotate the parts, one relative to the other.
It should be noted: the indicated time for soldering any polypropylene pipes can be adjusted depending on the conditions of work and the parameters of the material. For example, if the installation is carried out at subzero ambient temperatures, naturally the specified rates increase to 50% of the nominal. For each separately taken non-standard conditions, the heating time is selected by the test soldering method.
Docking process
Before connecting the soldering iron to the network, it must be placed in a safe place where it will not interfere with your actions.
Then the apparatus is fixed and nozzles of certain sizes are put on it.
Only after all of the above manipulations, the device is plugged into the outlet.
It should warm up at least, in 10 - 15 minutes.
How do you know if the mechanism is ready for work? This will be indicated by a light indicator.
The most important thing for the layperson to understand is:
all actions must be performed clearly and slowly, as well as follow the sequence of your steps.
If you are going to do this kind of work for the first time, for a better understanding of the process, practice on small unnecessary pipe cuttings.
Adhere to the basic rule for soldering polypropylene products - first, you need to put a fitting on the nozzle (for HDPE pipes for cold water supply), and only after that the pipe is inserted into another nozzle.
The countdown begins after both parts to be connected are on the welding machine. The length of time required to melt the product depends on the cross-section of the pipe.
The set amount of time has passed? Remove the fitting and pipe from the nozzle and dock very quickly. You also need to instantly align the pipe along the desired axis.
Remember! Polypropylene hardens within 4 - 6 seconds.
But, you do not need to release the pipes right away.
The connection must be held by hand for at least 30 - 40 seconds.
Complete cooling of the node in vivo occurs in 3 - 4 minutes.
To be sure that the plastic or welded joint will not be damaged, do not allow them to cool down unnaturally.
Remember! The connection parts are heated from the inside, and the pipes - from the outside.
This rule cannot be ignored. Otherwise, the joint will be fragile and quickly fall apart.
Brazing pipes with reinforcement
Let's consider how to properly solder reinforced polypropylene pipes. Removal of the protective material is mandatory here. The presence of a reinforced layer (aluminum foil) in the pipe structure requires additional heating. But that's not the point.
Typically, these products have an oversized diameter and do not fit standard soldering iron tips. They need to be cleaned before the soldering process. The exception is fiberglass-reinforced pipes. They are soldered in a standard way.
Given the variety of technologies for reinforcing polypropylene pipes, various processing methods are used before brazing. Traditionally, a sever is used for stripping.
This name has a special device in the form of a metal sleeve with knives. The Schweier is put on the end part of the pipe to be brazed, and the reinforced layer is scraped off with rotary movements around the pipe axis to clean plastic.
If the reinforced layer is located in the middle part of the wall of the plastic pipe, here it is more reasonable to use another tool for processing - a plastic pipe trimmer.
The device is not much different from the sever, with the exception of the placement and design of the cutting elements. After processing with a facing tool, the end part of the pipe is aligned along the end, plus a part of the reinforced layer is cut to a depth of 2 mm along the entire circumference. This processing allows soldering to be performed without defects.
Existing pipe welding methods
As already found out, in order to weld pipes, special equipment is needed. But, besides the fact that they can be cooked at a certain heating temperature, there is also a cold connection method. Now is the time to find out all the existing welding methods.
Diffuse way
The most reliable weld is obtained with diffusion brazing. The method is applicable for joining only homogeneous materials. The equipment used is the same soldering iron with nozzles. When the heating of the tool reaches the specified parameters, the edge of the pipe and fitting melts. When joining, the polypropylene of both blanks is mixed with each other and after solidification a single whole is formed.

Bell method
Similar equipment is used for the socket soldering method. A certain heating temperature is set on the soldering iron, and nozzles are selected according to the diameter of the workpieces being welded. Pipes are cut at right angles, and in reinforced products, for example, for heating, the metal layer is additionally removed. The ends to be joined are inserted into the iron nozzles, where the appropriate heating temperature is set. After melting the edge, the two workpieces are connected together without changing their position until the seam is completely cooled.
Butt method
The butt brazing method is applicable to large diameter pipes. The soldering iron is equipped with a flat welding mirror. When the set temperature is reached, the mirror melts the pipe ends cut at right angles. Two blanks are pressed against each other by a special mechanism and given time to cool down. The weld seam gains mechanical strength by mixing the polypropylene of both workpieces and pressing the molten edges firmly.
Coupling welding method
In this method, special equipment is used to weld two ends of pipes - electrofitting. Inside the coupling, insert two ends of a pipe cut at an even angle.Voltage is supplied from the power supply to the electrofitting. When the heating temperature reaches optimal values, the workpieces are welded together.
Polyfusion method
This method is similar to the diffuse soldering method. The difference is that only one of the two workpieces to be joined is heated with a soldering iron.
Cold way
The cold connection of polypropylene pipes is suitable for domestic pipelines with low working pressure. Soldering takes place due to the adhesive solution. They process the edge of the pipe and the inside of the fitting, after which the parts are connected.

Impact of errors on welding quality
Slow, carefully considered actions are a guarantee against mistakes that can nullify all the work. All the little things of the soldering technology should be taken into account and not one step away from them.
Common mistakes that result in defective nodes of the installed propylene water supply network:
- The pipe surface has not been cleaned from the grease film.
- The cut angle of the mating parts differs from the value of 90º.
- Loose fit of pipe end into fitting.
- Insufficient or overestimated heating of the parts to be soldered.
- Incomplete removal of the reinforced layer from the pipe.
- Correction of the position of parts after the polymer has set.
Sometimes on high quality materials, excessive heating does not give visible external defects. However, internal deformation is noted when molten polypropylene closes the internal pipe passage. In the future, such a unit loses its performance - it quickly clogs up and blocks the flow of water.
If the cut angle of the end parts differs from 90º, at the moment of joining the parts, the ends of the pipes lie in a beveled plane. A misalignment of parts is formed, which becomes noticeable when a line several meters long has already been mounted. Often, for this reason, you have to redo the entire assembly again. Especially if pipes are laid in grooves.
Poor degreasing of mating surfaces contributes to the formation of "rejection islands". At such points, polyfusion welding does not occur at all or only partially. For a while, pipes with a similar defect work, but at any moment a gust may form. Errors associated with a loose fit of the pipe inside the fitting are also common.
A similar result is shown for joints made with incomplete cleaning of the reinforcing layer. As a rule, a pipe with reinforcement is installed on high pressure lines. Residual aluminum foil creates a non-contact area in the soldering area. This area often becomes a channel through which water is squeezed out.
A gross mistake is an attempt to correct the elements to be soldered with scrolling around the axis relative to each other. Such actions drastically reduce the effect of polyfusion welding. Nevertheless, at some points a seam is formed, and a so-called "tack" is obtained. With a small breaking force, the "tack" holds the connection. However, as soon as you put the connection under pressure, the spike will immediately fall apart.
Connection methods
Welding of propylene pipes is carried out by two methods - socket and butt... In order to avoid mistakes, you need to follow the rules, adherence to which guarantees the creation of a strong seam.
Common Mistakes in Socket Welding
Socket welding of PP pipes connects sections of systems with elements of small diameter... Such a connection method, available with their own hands even for beginners, is considered more stable and reliable than butt welding, because its very nature (the pipe is placed in the fitting) guarantees the high strength of the assembly; no auxiliary tool is required to center the parts.
In the process of welding, the surfaces of the connected elements (inner - fitting, outer - pipe) are heated and melted using a soldering kit, or without a soldering iron using another heating device, assembling heated parts (lowering the pipe into the fitting) and waiting for the unit to cool.
How to choose a machine for welding polypropylene pipes read the article on our website.
It is important to avoid the following mistakes:
- Insufficient finishing of the pipe when inserted into the socket before heating, which complicates the assembly of the unit and leads to the formation of a weak point.
- Exceeding the required depth of insertion of the pipe into the fitting before heating, applying too much force. The edge of the pipe turns inward, the passage narrows, an obstacle is created for the free flow of water.
- Failure to bring the abutting elements to the stops, due to which their connection turns out to be too weak.
- Excessive heating of the elements due to an increase in the warm-up time or too high a soldering iron temperature. There is a loss of the necessary rigidity of the parts, which complicates or makes it impossible for further assembly.
- Underheating of abutting elements due to low temperature of the device or too short heating time. For this reason, the surfaces of the parts do not fuse enough with each other, and sufficient tightness is not ensured at the welding point.
- Too long a time interval between the removal of elements from heating and the beginning of their assembly, as a result of which the temperature of the parts becomes below the viscous flow limit. This leads to insufficient fusion of the elements with each other or to the impossibility of assembly.
- Cutting the pipe in violation of the perpendicularity of the end of the longitudinal axis of the product. As a result, the element does not fit snugly against the inner stop of the fitting.
- Misaligned joining of the pipe with the socket leads to deformation of the connection, violation of evenness and loss of tightness.

It is recommended to use the table to determine the exact heating time and how long to hold the part.
Errors when welding polypropylene pipes in the socket lead to a violation of the integrity of the joint, lead to the creation of weak zones in the pipeline, which collapse with a sharp short-term pressure jump. These oversights are corrected with a pipe repair kit.
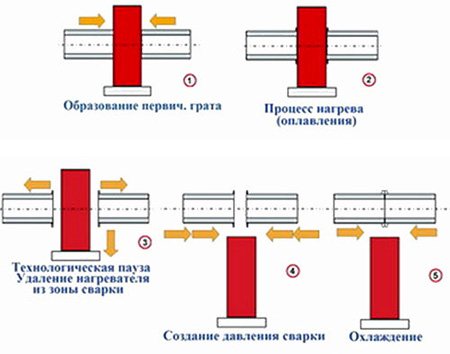
Butt technology
Butt welding of polypropylene pipes consists in bringing their edges to melt by means of a heating apparatus, compression until the seam cools completely... The method does not require the use of auxiliary connecting elements and, if the technology is maintained, the high strength of the butt joint is ensured. The sequence of work is as follows:
- facing;
- cleaning the junction;
- heater machine;
- reflow;
- creation of welding pressure;
- cooling down.
Butt welding of polypropylene is used mainly in the assembly of straight sections of industrial pipelines.
Conclusions and useful video on the topic
Professionals always have a lot to learn. How to work with polypropylene can be seen in the following video:
Installing polymer pipelines by hot soldering is a convenient and popular technique. It is successfully used in the installation of communications, including at the household level. Moreover, people without experience can use this welding method. The main thing is to understand the technology correctly and ensure its exact implementation. And technological equipment can be bought inexpensively or rented.
sovet-ingenera.com
Soldering tool for polypropylene pipes
To work requires:
- Roulette and pencil (marker) for marking parts, level - to control the structure as a whole.
- Pipe scissors and scraping tool for the edges of welded parts with the common name "stripping". Stripping differs in purpose and type: there are shavers (edge cleaning, chamfering) and facers (cuts the reinforcement to the soldering depth) in cylindrical bodies, there is a tool with drill bits for cleaning the pipe edge.
- Soldering iron for polypropylene pipes.
- PPE: thick gloves or gloves.
In addition, you will need a general construction tool for installing pipe clamps on the walls: a puncher, a hammer, a screwdriver.
Preparation of workpieces for brazing
Correctly followed polypropylene pipe welding technology is only 50% of success. Before soldering the workpieces, they must be prepared.
The instruction is quite simple and consists of several recommendations:
- The work begins with measuring the required length of the pipe with the marking of the cut. Pieces of pipes are cut according to the marks applied with sharp scissors. For the convenience of the order of location, for example, in the heating system, they can be marked with a marker so as not to get confused.
- The edges of the reinforced pipes are cleaned with a sewing machine. With this tool, the upper and metal layer of the pipe is removed, otherwise the foil will eventually destroy the soldering site. Fiberglass-reinforced pipes do not require stripping.

- The edges of the pipe and the inside of the fitting are degreased with an alcohol solution and checked for defects or contamination. A marker on the pipe mark the depth of its insertion into the fitting. During soldering, this mark will serve as a limiter.

After preparing all the parts, you can turn on the soldering iron and begin to solder the pipeline.
How to choose a soldering iron for polypropylene pipes and other tools
- For a small amount of work (DIY repair), you can buy the cheapest soldering irons - they are quite enough for 2 ... 3 solders. It is better to take high-quality teflon pads for heating parts.
- For professional use, a cheap model will not work. For large amounts of soldering, only a professional welding machine with a large set of high-quality pads is required.
- Scissors. Professional scissors provide an almost straight, perpendicular cut, but are expensive. It is better to purchase them for pipes with a diameter of 40 mm, the soldering of which requires maximum compliance with the dimensions and quality in general. Simple inexpensive scissors almost never give an ideal plane - when using them, the pipe is cut at an angle of 10 ° ... 15 ° relative to the ideal cut. For small diameters, this is not scary: pipes with a small diameter and a thin wall warm up well enough, the deflection does not affect the soldering.
- Stripping tool. A professional plumber must have it. A home craftsman who solders plastic pipes up to a maximum of 25 mm in diameter can do without it.
Pipe preparation
Before starting work, polypropylene pipes must be carefully cut using special scissors, a hacksaw or a pipe cutter.
All of these tools can be used to cut hollow objects.
Sawing must be done strictly at right angles.
Otherwise, when docking, empty spaces will appear, and this will lead to a drop in pressure in the system.
The next step is to clear the pipe from debris and chamfer from the outside.
This is done with a beveler at an angle of 30 - 45 degrees. Pipes with a small cross-section are not subject to this procedure.
Installation of polypropylene pipes
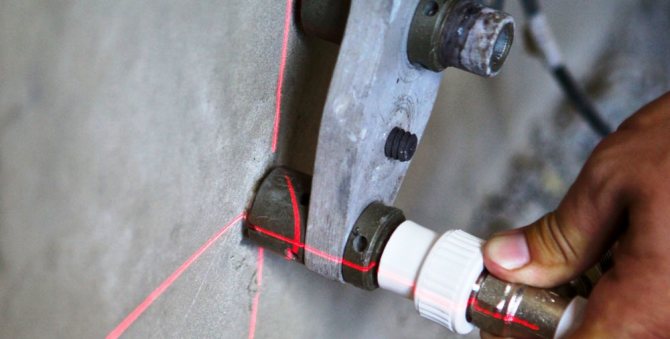
Before installing the pipeline, mark the places of its attachment, install the clamps - this operation is performed before soldering the polypropylene pipes.
Prepare the parts to be brazed:
- The pipe is always cut with a margin for brazing zones (see table) for a specific section. Parts are never cut all at once. In the course of work, measurement error always accumulates. If you respect the dimensions, you will not deviate much from the planned dimensions, but you can accumulate 1 ... 2 extra centimeters (both negatively and positively). It is advisable to make a margin in the event of local deviations: during soldering, the configuration of the system can change, due to which the dimensions of the structure to be soldered change.
- The prepared parts are cleaned.
- Marks are applied to the parts: they mark the depth of the solder on the pipe (how far the pipe will enter the fitting) and the axis of the connection - horizontal marks on both elements, which should coincide during installation. Always mark the parts - this greatly simplifies the work, especially when installing complex structures with many turns.
How to solder polypropylene pipes:
- Put on your mittens.
- Both connection elements are simultaneously installed on a heated soldering iron and heated up for a certain time.
- After warming up, the parts are removed from the pads and connected by marks, inserting one into the other. After removing the heated parts from the soldering iron for connection and fixation, you have 1-2 seconds. Work confidently and carefully so as not to burn yourself (see item 1).
- Next, it is necessary to maintain the connection until it hardens (time - see table).
- Further soldering with the newly welded area is possible after the unit has cooled down. If you do not withstand the cooling time, then the deformation of the previously soldered parts is possible.
Table 1. Time of heating, holding and cooling of polypropylene pipes and fittings.
| Outside pipe diameter, mm | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 |
| Solder zone: distance from the edge of the part (solder pad) to the mark, mm. | 13 | 14 | 15 | 16,5 | 18 | 20 | 24 | 26 | 29 | 32,5 |
| Parts heating time, s | 5 | 6 | 7 | 8 | 12 | 18 | 24 | 30 | 40 | 50 |
| Connection holding time, s | 4 | 4 | 4 | 6 | 6 | 6 | 8 | 8 | 8 | 10 |
| Cooling time (for soldering adjacent joints), min. | 2 | 2 | 2 | 4 | 4 | 4 | 6 | 6 | 8 | 8 |
IMPORTANT! The timing data for different materials may vary depending on the purity of the pipe material, the presence of reinforcement and other aspects, up to the room temperature. But these deviations are clearly visible only on pipes of large diameter. For small dimensions, the time will differ by a maximum of 1 ... 1.5 s. If something doesn't work out for you or you are doing it for the first time, then you can buy some of the simplest fittings (couplings), cut some pipes (several pieces of 7 ... 10 cm) and check how the material reacts to heating and connection.
Features and useful tips for welding polypropylene pipes with your own hands for beginners
If you need to repair a pipeline in your home, then do not rush to get upset. It is not necessary to call specialists for help. Do-it-yourself welding of polypropylene pipes is possible if you follow certain rules and instructions. The features of this type of connection are expressed in the following:
- Low cost compared to metal.
- Long service life, almost like that of metal structures (some manufacturers declare the service life of their products in several decades).
- Corrosion resistant.
- Fast assembly. You can quickly assemble the pipeline yourself. If you work with a partner, the time spent on work will be even shorter.
- The ability to "assemble" a pipeline for a beginner without experience, observing just a few basic rules.
- Light weight polypropylene and its analogues.
In the field of welding, the term "polymer pipes" refers to any pipes made of various types of plastics: polyethylene, polypropylene, propylene, and so on. They differ in chemical composition and method of preparation, however, there are no significant differences in the methods of their connection.
Below are instructions for using the tools necessary for welding plastic, it is indicated how to use a soldering iron for polypropylene pipes, which is typical of working with polymers and with a soldering iron for welding plastic.
DIY polypropylene welding: the tools you need to work
Before getting started, you need to purchase the following:
The pipeline that runs in the immediate vicinity (about 50 cm or less) from heat sources, for example, a heating boiler, must be metal. Further, the metal is connected to polypropylene through adapters.
Soldering steps
Before starting to connect the pipeline, we recommend that you practice a little. For this:
- Make pipes of the correct size, using plastic scissors if necessary.
- Clean them from burrs, dust, dirt and other foreign substances, degrease the surface of the edges.
- With a marker, mark the place that you will melt (the place for the fitting there), in case you carry out the coupling method of connection
- Attach the pipe soldering iron to the table. How to use a soldering iron for polypropylene pipes of a specific model is indicated in its instructions.
- Select the nozzles you need in size, fix them on the machine for welding HDPE pipes.
- Set the required temperature according to the table below. The average heating temperature is about 260-270 degrees.
- When the device warms up (usually this is evidenced by the extinguished lamps after 2-3 minutes), you need to put the pipe and fitting on the nozzles and hold the required amount of time according to the instructions or according to the table below. If the welding machine for HDPE products heats up for a longer time, then you need to endure more time. If the room temperature is below +20 degrees, the heating time should be increased. With insufficient heating, you will be able to solder, but the product will be of poor quality. The same consequences will be if the parts are overheated. This can be seen as the part becomes too soft.
- Quickly remove the parts from the attachments and connect them to each other. We apply a little effort, do not press hard or rotate the elements. Some professionals in socket welding allow very small rotations, but only for the purpose of "entering" one part into another.
- Wait a few seconds and the connection is ready.
- Cool the product by letting it stand still. This will be an additional guarantee of a quality product.
Table of the ratio of brazing time indicators depending on the pipe size, the required connection and cooling time.
| Pipe volume (see) | Heating time (sec.) | Welding time (sec.) | Cooling time after welding (minutes) |
| 1,6 – 1,3 | 5 | 4 | 3 |
| 2 – 1,4 | 5 | 4 | 3 |
| 2,5 – 1,6 | 7 | 4 | 3 |
| 3,2 – 1,8 | 8 | 4 | 4 |
| 4 – 2 | 12 | 6 | 4 |
| 5 – 2,3 | 18 | 6 | 5 |
| 6,3 – 2,6 | 24 | 6 | 6 |
| 7,5 – 2,8 | 30 | 8 | 8 |
| 9 – 3 | 40 | 8 | 8 |
| 11 – 3,3 | 50 | 10 | 10 |
| 16 – 3,5 | 80 | 15 | 15 |
DIY polypropylene welding: useful tips
- If in the process of work the parts were not soldered correctly, it will no longer be possible to separate them. To fix a poor-quality product, you need to completely cut out the section with a seam and make a new one. If soldering was carried out using fittings, their reuse in the event of a defect is not allowed, since they are designed for one-time use.
- The main types of plastic joints: butt and sleeve. In butt welding, pipes are soldered to each other by melting the ends of each of the elements and their mutual penetration. The coupling method is characterized by the fact that the pipes are connected using special adapters - fittings.
- If you are not going to repair or assemble the pipeline systematically, you do not need to buy a soldering iron. You can use the rental services or borrow it from friends. If you nevertheless decide to buy the device for yourself, it is recommended not to overpay for models with a thermostat, since only one temperature indicator is usually needed for ordinary work at home.
- When soldering with a socket, the fitting is first put on the nozzle, and then the pipe. You need to start counting the time when both parts are put on the attachments.
- Do not cool the finished joint with cold water or cold air. He must cool down on his own without external influences.
- Working with plastic proceeds according to the rules if an insignificant "influx" of its part is formed on the coupling.
- You can check the quality of the joint by cutting the pipe in half at the seam. If you did everything correctly, then the seam in the cut should be solid, even, without voids.
Thus, do-it-yourself welding of polypropylene pipes is easy if you follow some rules and a certain procedure. For beginners, the main advantage of working with these types of pipes is their low cost. This allows you to "get your hand" before the main welding, as you can afford to destroy several PP pipes. For plastic, there is no need to purchase additional protective equipment, no need to carefully prepare the place of work. It is enough to ensure the absence of strangers, cleanliness and order.
svarkaed.ru
Unfinished and soldered
Re-melt occurs when parts are overexposed on the heating pads. As a result, we get:
- Reducing the inner diameter of the pipe.
- Joint deformation during cooling, pipe deviation from horizontal or vertical.
- When you try to fix the connection with your hands, the parts can scroll (they are very hot, cool for a long time, do not solder), and as a result, the soldering can turn out to be of poor quality - leak.
Underheating occurs when parts are underheated. The results of underdosing are also negative:
- Parts are not included in the connection.
- Reheating can lead to unwanted deformations of parts, which can lead to leaks.
- With a slight undershoot, the worst situation arises: the parts enter the joint, but without creating a sealed joint. With such undershoot, the pipe enters the fitting, but not smoothly, without slipping, with a slight interference.
How to choose the temperature and heating time?
It is possible to solder polypropylene at a temperature of 255–265 ° C, but 260 ° C is considered optimal. Any soldering iron without a temperature controller has such parameters. However, the quality of the soldering is affected by the ambient temperature. In a cold room with long breaks between soldering, the temperature of the nozzle may differ less from the specified one. The solution is to increase the warm-up time by 1–2 seconds. The reverse reaction occurs indoors with an elevated temperature. In order to properly weld the joint under any conditions, it is better to choose a soldering iron with a temperature controller.
Please note that the heating time depends on the pipe diameter. In addition, it is important to know the connection and cooling times of the joint. There is a special table to determine all these parameters. They are guided by its data before starting to solder polypropylene blanks.

Welding temperature of polypropylene pipes (table).
Connecting pipes in hard-to-reach places and welding complex structures
Such structures include:
- installation of counters;
- connection to the water heater;
- distribution to neighboring adjacent consumers;
- soldering in confined spaces.
More details:
- When soldering pipes to the meter, take into account its dimensions: the apartment water meter is larger in size than the pipe. If you first accept the pipes, then it will be difficult to install the device itself - it will not have enough space.
- Water heaters have complex piping. In the conditions of small apartments, you must be careful when calculating pipes. Always mark for yourself the areas where you will not be able to use the soldering iron - here you will have to solder the connections "on the floor", and then adjust them along the wall and the device.
- Nearby devices create a lot of problems: the soldering is delayed in time, since the piling up of pipes interferes with the process, the waiting time for the cooling of the soldered joints increases. You must clearly think about the sequence in which you will connect all the parts so that they do not interfere after soldering adjacent elements.
- Soldering in cramped conditions takes more time to figure out how to get to the joint than the welding process itself. Therefore, even if you need to solder 2 ... 3 nodes, carefully consider all the options. It is desirable to have an assistant who will feed or pick up the soldering iron.
- Soldering in grooves. At the soldering points, the strobe should be widened and deepened so that you can insert a soldering iron into it. The strobe in adjacent bends and joints should also be wider so that the pipe has a power reserve when removed from the soldering iron.
Interesting: what is the difference between pipe welding and brazing
In essence, the process does not differ between these operations: the parts to be joined are heated to the point where they can be glued together and obtain a sealed connection. A soldering iron is often called a welding machine - this is also correct. But the concept of "welding of polypropylene pipes" is used more for industrial brazing of large-diameter pipelines in public utilities (butt welding).
Large soldering machines are arranged in a slightly different way. The work takes place as follows:
- The pipes to be welded are placed in a centering device (guide), protected by a special disc, which ensures the flatness and parallelism of the scraped edges. After the disc is removed, the contact area is checked - the pipes should fit perfectly.
- A heating disk is inserted between the pipes, parts of the pipeline are attached to it and heated up.
- The heating element is removed, the pipes are brought one to one and welded joint to joint.
- After the joint has cooled down (exposure is required), the guide structure is removed.
stroikadialog.ru
Possible mistakes made by beginners
A common mistake is the insufficient entry of the pipe into the fastener.
This is fraught with the formation of vortices, which are a weak point in the system.
When a liquid substance moves through the pipes, the pressure will drop.
Another oversight is that when connecting the pipe to the coupling, you must not apply excessive force.
As a result of such incorrect actions, a protrusion is formed inside the pipe.
It will interfere with the normal movement of the working substance over the hollow object.
If you want to independently connect polypropylene pipes by welding, your actions should be as accurate as possible.
Since it is necessary to achieve optimal heating and quick connection of parts (read how to connect HDPE pipes with your own hands here).
Any delay is the result of damage to the material or leakage of the connection.
Watch a video that shows how to properly weld polypropylene pipes.
Subscribe to updates by E-Mail:











