The choice of soldering method for HDPE pipes

Methods for soldering HDPE
There are several basic methods for soldering HDPE pipes. Different methods are preferable for different working conditions. All of them have pros and cons, which often complicates the choice. However, information on specific conditions will help determine the type of soldering.
In many cases, it is very important to maintain the flexibility of the entire section when installing the pipeline. Any rigid, non-bending elements can complicate operation. In this case, butt welding is the best choice. It is quite simple to implement and does not require expensive components.
Carrying out work in hard-to-reach places requires coupling soldering. It will help to connect the sections of the pipeline, even if they are absolutely motionless relative to each other.
The electrofusion method will come to the rescue when a connection is planned in a very confined space. Also, this method is considered one of the fastest, which can be a fundamental factor when choosing.
Important! If the parts need to be connected for the duration of any work and a permanent connection is not supposed, then it is more logical to use not soldering, but a conventional detachable connection.







conclusions
Soldering plastic pipes is very different from metal ones, but with a serious approach it is not difficult to do it correctly with your own hands.
You don't even need a large set of specific equipment, the most necessary things can simply be borrowed.
The price of pipes, which is 32, which is 100 mm in diameter, is so insignificant that it will not be at all expensive to take a small stock and practice well. And when your hands are full, crashing into an existing system or assembling a new one will not be a problem.
strojvannu.ru
Butt welding of polyethylene pipes

Butt welding
The most common way of joining HDPE is butt welding. It is really very economical and easy to use. In addition, it provides a sufficient connection resource. The method requires specialized welding equipment. The method is suitable for those places where the pipes move freely enough and where it is desirable to leave this flexibility.
The method can be used for open pipe laying, as well as in trenches.
Butt welding procedure:
- The two pieces fit in a welder holder that guides the workpieces against each other without displacement.
- Further, the units are fixed in the holder with clamps.
- Using an alcohol solution, the edges must be cleaned of various contaminants. It is advisable to use materials that do not leave lint behind.
- The edges are also machined mechanically by trimming. They are given the appropriate form. Processing is carried out until the moment, until the chips appear with a thickness of less than 0.5 mm.
- Then the master needs to manually check the ends for parallelism. If gaps occur, the trimming procedure is repeated.
- The heating element simultaneously warms up the ends of the products to be joined.
- As soon as the edges have melted a little, the heating stops, and the products themselves are tightly connected to each other. The parts are pressed until the connection has sufficient strength. In most cases, 5-10 minutes is enough.
- After carrying out the work, it is necessary to carefully inspect the welded seam, and also make sure that the connection is strong.

End machining
The final quality of the soldering depends very much on the quality of the preliminary work.Well-sanded and prepared edges are much better welded together. Thus, a very good result can be achieved.
Important! Butt welding must be carried out using one seam. Otherwise, the strength and durability of the connection will be minimal.








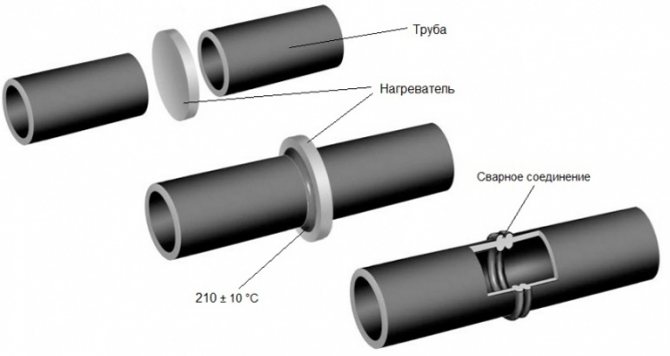
Socket welding of HDPE pipes

Socket welding
Socket welding has a different procedure and a different set of materials. To carry out the work, you will definitely need a soldering iron for HDPE pipes, as well as a set of nozzles. Often in such joints, additional equipment is used, such as corners and eccentrics. The connection of the ends of the products is carried out after the fittings are attached to them.
The work uses a soldering iron for polypropylene pipes, which contains several metal parts. These parts heat up the plastic aggregates. One of them is a mandrel - a special element that is inserted into the inside of the fitting. The other, the sleeve, serves to heat the site itself.
Coupling welding requires special preparation. You need to take a number of actions to help improve the quality of the connection:
- The workpieces must be trimmed and aligned exactly opposite each other.
- The edges must be cleaned of dirt and plastic residues.
- Those pipes that are not currently in use must be plugged to avoid blockages.
- It is necessary to inspect the soldering device for dirt or plastic residues from past work. Clean if necessary.
After carrying out all the preparatory work, you can take up the implementation of this welding method with peace of mind. Implementation order:
- The parts to be joined are heated with a soldering iron to a certain temperature. Usually, the device itself monitors this temperature, which at the right time will give a signal to stop heating.
- The pipe is forcibly inserted into the sleeve, and the fitting is pushed onto the mandrel. Quite a lot of effort is often required to carry out these operations. It is necessary to insert the parts all the way.
- The excess plastic will be squeezed out and create a ring-shaped bead.
- Then both parts must be removed from the tool and tightly connected together.
- After complete cooling, you can continue to work on connecting the pipeline.
Important! During cooling, it is necessary to ensure complete rest of the connection. Any impact at this stage can compromise the tightness of the connection.
The soldering time can be found in the standards in which this time is indicated depending on the diameter of the parts.
Fitting connection
It must also be remembered that it is necessary to apply force when connecting the pipe and fitting only until the parts are resting. If you continue to influence, you can break the integrity of the connection, which will cause negative consequences in the future.
Installation by welding
The laying of communications in this way occurs in the following sequence:
- After a piece of pipe of the required size has been cut with the help of special scissors, a chamfer is removed from its edge at an angle of 45 degrees. Read how to cut a pipe at 45 degrees to get it perfect.
- The prepared piece of the product is installed on the soldering iron nozzle, the same is done with the connecting fitting, which is placed on the second nozzle.
- Then the parts are heated to a predetermined temperature, usually about 270 degrees, after which they are quickly removed from the nozzles and connected.
- Then the docking place should cool down for a few minutes. Forcibly, this procedure should not be done, since this will most negatively affect the quality of the seam.
- According to the project documentation, it is necessary to lay communications, while connecting in a certain sequence all PE pipes with fittings and heating radiators. The soldering is completed at the outlet of the heating boiler.
- After the system is filled with water, the heating unit is turned on. All joints are carefully checked for leaks. If everything is in order, the pressure is set on the boiler and air is released from the radiators.
Electrofusion welding

Electrofusion welding
A special type of socket welding, which consists in the use of special equipment. This connection helps to achieve high strength and durability of the finished structure. The method is realized with the help of electric couplings, which already have heating elements inside.
Fittings with internal heating elements can be used. The spirals heat up the material, making it pliable. Then the two parts are joined together and a reliable monolithic connection is ensured.
The tools for this kind of welding are much more expensive, but they are much better functionally. The use of electrofusion sleeves ensures that there are no annular beads in the inner part and ensures good water passage. Another advantage is that this method does not require the direct use of welding equipment. This helps to carry out work in cramped conditions.
Electrofusion welding procedure:
- The parts to be joined are cut in the right places.
- The ends of the products, as well as the electrical coupling, are cleaned of contamination.
- Appropriate marks are left on the surface to help determine the insertion depth of the coupling.
- With the help of wires, the electromagnet is connected to the welding equipment.
- On the device, the master presses the button to start welding, which will start heating the elements.
- As soon as the process ends. The device will turn off the heating by itself.
- After about an hour, the connection will completely cool down and can be put into operation.

End caps
It is best to cover the ends of unused pipes before starting welding with special plugs to avoid cooling.
It is important to keep the parts in a rigid position during welding. This can be done using special holders or stands. The final weld must not be thicker than 0.5 wall thickness.
Socket mounting
It should be noted that in domestic documents you will not find any standards for conducting socket soldering. It is described only in European standards DVS 2207-15. Step-by-step instruction, how to weld HDPE pipes with couplings:
- Before starting work, you will need to prepare communication. For this, the outer surface is cleaned of various contaminants: dust, grease. This can be done with a damp cloth and alcohol solution or a special mixture. It is sold in plumbing stores;
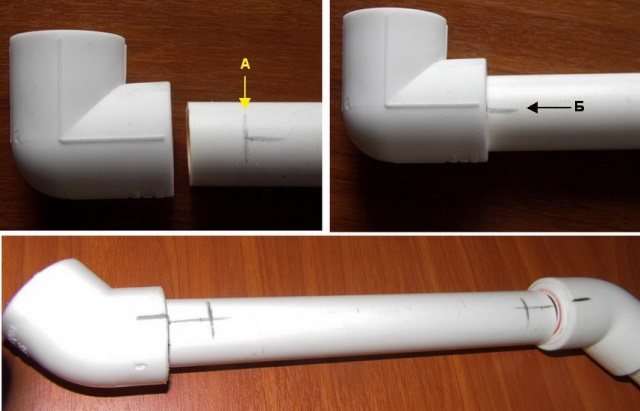
- After the joint is put in order. The density of fastening depends on the smoothness of the cut. You should walk along the end of the pipe with sandpaper or clean it with a crumpled newspaper. After the pipe joint, HDPE is trimmed to form a chamfer of 1 mm at 45 degrees, this is very important for tight fastening; Photo - docking
- Next, you need to install the bends in the coupling. It is divided into two halves: the first is put on the pipe (this is the mandrel), and the second section is inserted into the second (this is the sleeve). It should be noted that putting on the sleeve should be started only after the tool has been heated; Photo - connection
- The preheated nozzle is inserted into the communication as quickly as possible, after which the second branch is inserted into it;
- You need to move the segments very carefully, but quickly, otherwise you can overheat the polyethylene. If everything is done correctly, then liquid plastic will begin to come out from under the coupling.
After finishing heating and welding, you need to remove the sleeve and fix the pipes on a solid surface.
Flanges are even easier to work with.They are threaded connections for installation. Accordingly, at one end of the communication, a thread is cut into which the element is screwed in, and a pipe is already put on it. The joint is warmed up with a hairdryer or a clutch.
Photo - PND flange
Necessary equipment and tools

Instruments
Soldering pipes made of HDPE is impossible without the use of a number of special devices. The most important thing in this case is the welding machine. It is a special device that contains a heating element. Holders for various attachments depart from this element. It is these nozzles that are used to melt the material.
Butt welding of polyethylene pipes also requires special measuring and centering components. They are necessary for clear fixation of products opposite each other.
Usually, cooking appliances are not used at home. They are used in industry, as well as by professional plumbers. This is due to the increased complexity of such work and the risk of leaks. But sometimes such work can be done by hand. After all, if you adhere to simple rules, then all risks will be minimized.
Together with a soldering iron, for work you may need:
- roulette;
- professional pipe cutter;
- means for degreasing and cleaning surfaces;
- marker for putting down marks.
Scissors or a pipe cutter often come with a soldering iron, so you probably won't have to purchase it separately.
For socket welding, you will also need a separate set of fittings of different sizes. These can be straight or angled couplings, taps, distributors or tees.
Other pipe brazing tools are also sometimes used to help the craftsman get the job done as efficiently as possible.
Purpose

Pipeline
Do-it-yourself installation of polyethylene pipes is within the power of any layman. The main thing is to adhere to the instructions from the manufacturers. When buying any pipe, look at its appearance: it must be clean and evenly colored, without damaging the material. No mechanical deformation or scratches are allowed.
Polyethylene pipes are used:
- when installing the cold water supply system;
- sewage construction;
- in drainage and gutter.
Do not use polyethylene pipes for hot water supply or in the heating system - they do not tolerate temperatures above + 40 ° C. In addition, it is impossible to assemble and operate such pipes in rooms where the temperature is below + 5 ° C. In the cold, polyethylene loses its plasticity and flexibility, so the tightness may be broken.
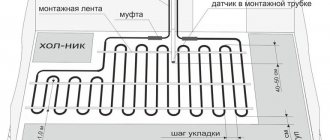
How polypropylene pipes are soldered in hard-to-reach places

Hard to reach places
Hard-to-reach weld spots typically include ceiling spaces, dots in corners, and confined spaces where stand-alone soldering machines cannot be installed.
The problem can be solved by using a hook that can support the weight of the soldering machine. A tool is suspended on it, and work is carried out in this position. Also, in constrained conditions, electrofusion joints are widely used. They do not require the installation of a welding machine in the immediate vicinity of the parts to be welded. Only HDPE pipe soldering fittings are used, which are connected to the device using wires.
If the pipes to be welded are very close to each other, then the method of alternating heating of the ends is used. First, one end is heated to a higher temperature than necessary. Then the second part heats up, as fast as possible.
Important! Sometimes it is necessary to solder two pipes without changing their length. Then swivel fittings will help, which will help to solder pipes in different planes, and then connect them.
Soldering in corners is carried out with increased attention to all measurements. It is very important here to maintain a right angle so that the fluid flow is not disturbed. Couplings with 90 degree turning angle are used. In general, the welding methods are identical to the conventional straight section. It is recommended to purchase couplings and pipes from the same manufacturer. This makes it possible to achieve a better match of the materials to be soldered.




Features of the installation of pipes made of cross-linked polyethylene

Installation of XLPE pipes
Products made of so-called cross-linked polyethylene can be used in hot water pipelines or heating systems. It is a high density polymer exposed to electron irradiation. Under their influence, molecular chains create a single three-dimensional structure.
Unlike conventional polyethylene, this material is highly resistant to extreme temperatures and pressures. In the absence of mechanical stress, it is capable of operating in the range from -120 to + 120 ° C.
Pipes are installed in two ways:
- compression fittings;
- using press fittings for plastic pipes.
In the first case, special tools are not required when assembling with your own hands. All you need are plastic pruners and two wrenches.
Procedure:
- A crimping nut is threaded onto one end of the pipe with a thread towards the free end.
- Then the split ring is put on and the pipe is pushed all the way onto the fitting.
- The crimp nut is tightened with a wrench.
Press fittings or press fittings are one-piece and require a press tool.
When assembling:
- A clamping sleeve is put on the pipe.
- Insert an expander of the corresponding diameter into the pipe to the end.
- The expander handles are smoothly brought down and fixed for a couple of seconds.
- The fitting is driven all the way to the stop.
- The sleeve is pressed in with a hand or hydraulic press.
You are often involved in the installation of polyethylene pipes and you know all the intricacies of their connection. Share your knowledge with our readers by leaving comments on the article.