Material features
Polyethylene is produced by polymerizing ethylene. In the process of stitching, the chemical composition of the material does not change - this technology significantly improves the characteristics and capabilities of polyethylene, that is, the applicability of the finished product expands.
The most important advantages of such pipes include:
- resistance to high temperatures: without pressure can withstand up to 200 ºC without changing the configuration;
- high shock resistance, up to temperatures down to -50 ºC;
- the presence of a balance between elasticity and hardness;
- are not afraid of oxidation;
- pipes have excellent smoothness and flexibility, able to neutralize mechanical vibrations and sounds;
- not exposed to chemicals;
- no heavy metals are present in the material;
- the ability of the material to bend easily without being damaged;
- small size, light weight, long service life.

Such polymeric materials have the property of shrinkage, that is, they can take their original shape after a certain period after stretching. In addition, special complex tools are not required for the installation of XLPE pipes.





What are the main advantages and features?
- Reverse shrinkage. Products are able to resist high levels of pressure, and after prolonged exposure, they return to their original form. Other materials with similar parameters simply stretch after a while and become unusable completely.
- Increased heat resistance. Such pipes work normally at temperatures up to 120 degrees.
XLPE pipes are distinguished by the presence of a three-dimensional structure. This means that the polymer chains seem to be stitched together at the molecular level, using thin threads. That contributes to the emergence of special qualities that are not inherent in other materials from a similar group.
Consider the benefits of XLPE pipes.
- Availability of prices.
- The ability to resist freezing.
- They tolerate high temperatures and pressures.
- Convenient installation.
- Low weight.
- Bir Peks, Rehau and other firms have a high rate of sound insulation. Thanks to this, the room itself is protected from extraneous sounds. The pressure surges are completely absorbed by the system itself.
- Long service life combined with high strength. You can forget about rotting and corrosion when working with this material.
- Environmental friendliness. Polyethylene does not emit harmful substances, even when it is very hot.
- Elasticity.
Polyethylene crosslinking technology
Stitching is needed to eliminate one of the main disadvantages of the material - thermoplasticity. Thanks to this process, XLPE piping remains flexible and does not change its shape even at temperatures above 80 ºC.
It should be noted that due to the saturation of the material with pure carbon, its melting begins only when it reaches 400 ºC.

The technical characteristics of the product are influenced by the stitching method, which is:
- silane;
- peroxide;
- electron beam.
The first method involves carrying out a substitution reaction. For the second, the raw material is mixed with an inhibitor, and the crosslinking itself is carried out under pressure. The third method is to conduct irradiation, during which the bonds are changed due to substitution.
Dependence of pipe types on installation in different places
The tool for installing polyethylene pipes may differ slightly depending on their area of application.For different systems - heating, cold or hot water supply, sewerage - there are different conditions for the transfer of water, therefore, the products in each case will be different.
For example, to supply cold water, as a rule, single-layer XLPE pipes with a cross section of 16-20 mm are used, which can withstand up to 95 ºC. Often, such pipes are produced by the electron beam method - these products have an affordable price.

For hot water pipes, multilayer structures are needed, since the temperature that they must withstand is within 110 ℃, that is, quite high. For this purpose, in such products, a layer of cross-linked polyethylene obtained by the peroxide method is placed from the inside, an aluminum layer is placed in the center, and another layer of polyethylene is placed on top.
Due to the presence of a central aluminum layer, the pipe becomes strong enough at the bends to prevent oxygen from entering it. But the outer layer of polyethylene is able to protect the pipe from ultraviolet radiation and mechanical damage. The cross section of such pipes is in the range of 16-63 mm. In the case of heating systems, you can also use multilayer products with parameters 16-20 mm.
Types of XLPE pipes
By design, XLPE pipes are divided into:
- universal - they can be used for the installation of heating systems and underfloor heating;
- specialized - products that are intended either for the installation of water heating, or for the installation of a floor heating system.
We recommend that you familiarize yourself with: Foam insulation for pipes in PE sheath
For the installation of a water supply system, you can use any category of polyethylene pipes.
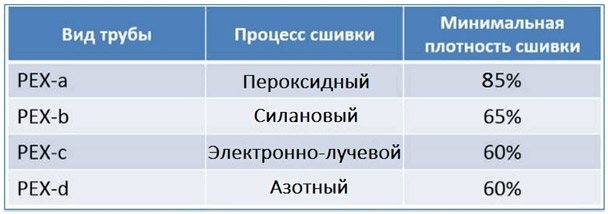
According to the method of flashing ethylene polymers, the pipe material is marked accordingly and is divided into:
- PEXa - peroxide firmware;
- PEXb - gas treatment;
- PEXc - electron bombardment;
- PEXd - chemical attack with nitrogen compounds.
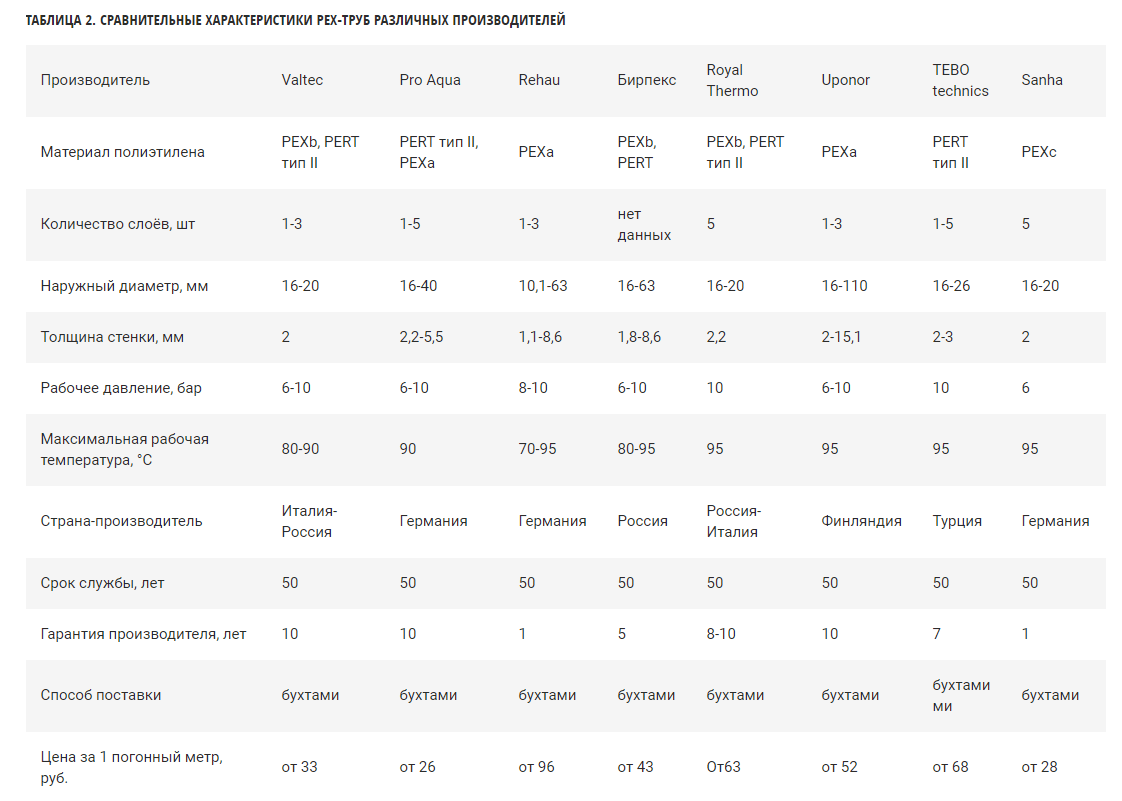
Market leaders for the production of high-quality XLPE pipe materials:
- RAUTITAN. Pipes of this brand are produced by a German concern. The consumer is offered 4 types of pipes in a size range from 12 to 250 mm.
- WIRSBO. Finnish pipes, which specialize in small and medium diameters from 12 to 150 mm.
- GOLAN. The Israeli brand offers the largest selection from 12 to 500 mm in diameter.
The cost of cross-linked polyethylene pipes from global manufacturers fluctuates within close limits. Difference in price for fittings.
Note! The best result when installing communications is obtained when using pipes and fittings from the same manufacturer, since this guarantees the homogeneity of the raw materials.
Types of fittings
It is very simple to bend pipes made of cross-linked polyethylene - for this they only need to be warmed up with a construction hairdryer. However, when installing the system, you may need not only bends, but also the joining of individual pieces of pipe - in this case, fittings are used.
There are these types of fittings according to their functional purpose:
- tees and crosses;
- corner details;
- couplings;
- stubs;
- drives.

In those places where it is planned to make a change in the direction of the pipeline, corners are usually used. On straight sections, couplings are used for joining. If it is required to build up an additional section to the finished pipeline, then squeegees are used. The purpose of the tees and crosses is to lay the pipeline, and the plugs are used to close the ends.
At the same time, there are several types of materials for fittings:
- polyvinyl chloride;
- polyethylene;
- polypropylene;
- combined material.
The most commonly used brass fittings. It is necessary to connect pipe sections of the same section with straight fittings, and with reduction fittings of different diameters.
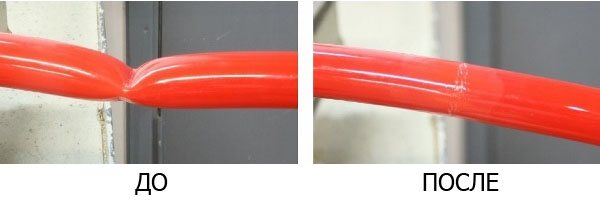
"Memory effect"
Any XLPE unlike usual, it possesses "Memory effect" that is, a pipe made of this material, after heating, tends to restore its shape. At the same time, a PEX-a pipe tends to restore a straight shape, since polyethylene has formed intermolecular bonds in the total mass, before obtaining a pipe shape, and PEX-b and PEX-c pipes will tend to the shape of a circle, because their cross-linking ended when the pipe was already in the form of a bay.
|
| PEXv pipe after heating and recovery |
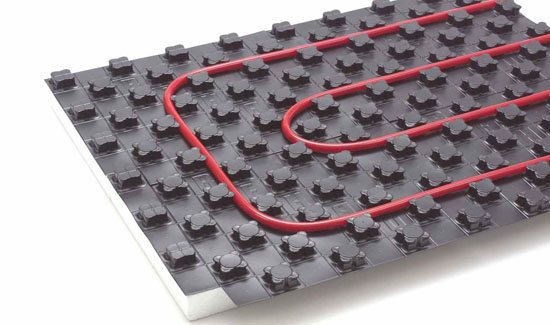
For the convenience of installing PEX pipes where it is necessary to keep the curved shape, some manufacturers offer ready-made solutions, for example, REHAU has developed Varionova mounting mats for the underfloor heating system, and gutters, in which the curved sections of the pipeline are laid, in open pipe passages.
|
| Mounting system Varionova |
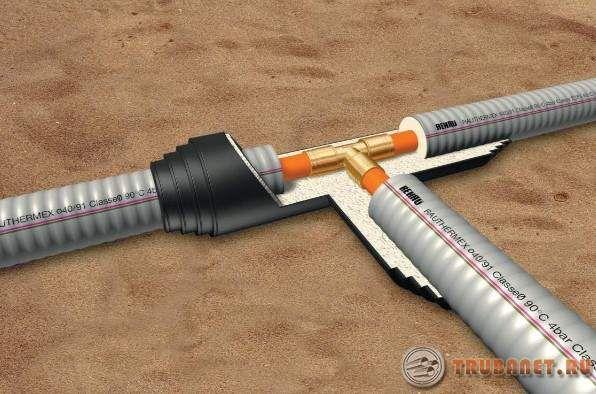
Anti-diffusion or oxygen protective layer
|
| PEX pipe with anti-diffusion layer during heating and restoration |

Often the name can be seen among XLPE pipes "Pipe with an anti-diffusion layer" and when exposed to high temperatures on its site, it will restore its shape with small folds at the fold. This should not be feared, the properties of the polyethylene itself did not change, the strength of the pipe did not decrease, and the anti-diffusion layer peeled off in this place.
|
| Oxygen protective layer pipe |
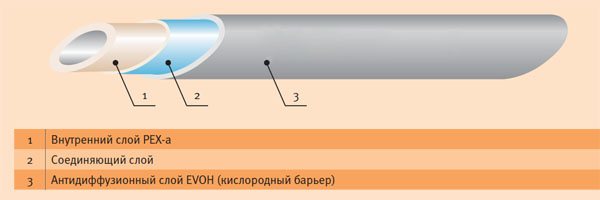
Anti-diffusion or oxygen protective layer (EVOH) is an important addition to the XLPE pipes chosen for the installation of the heating system and should not be neglected when purchasing. Any heating system includes steel and aluminum elements: boilers, pump impellers, taps, pipeline sections .. They corrode if the moving heat carrier contains dissolved oxygen. Automatic air vents remove excess oxygen only if it is released from the coolant and are not able to completely solve the problem of corrosion.
Oxygen penetrates through the polyethylene and dissolves in water. The process is called the diffusion of gases, it occurs when the difference in the partial pressures of a gaseous substance in air and in water. The partial pressure of oxygen in air at normal conditions is 0.147 bar. The coolant in heating systems is specially prepared, water in boiler houses or heating points is deaerated using special installations. The partial pressure in absolutely deaerated water is 0 bar and increases as the water is saturated with oxygen.
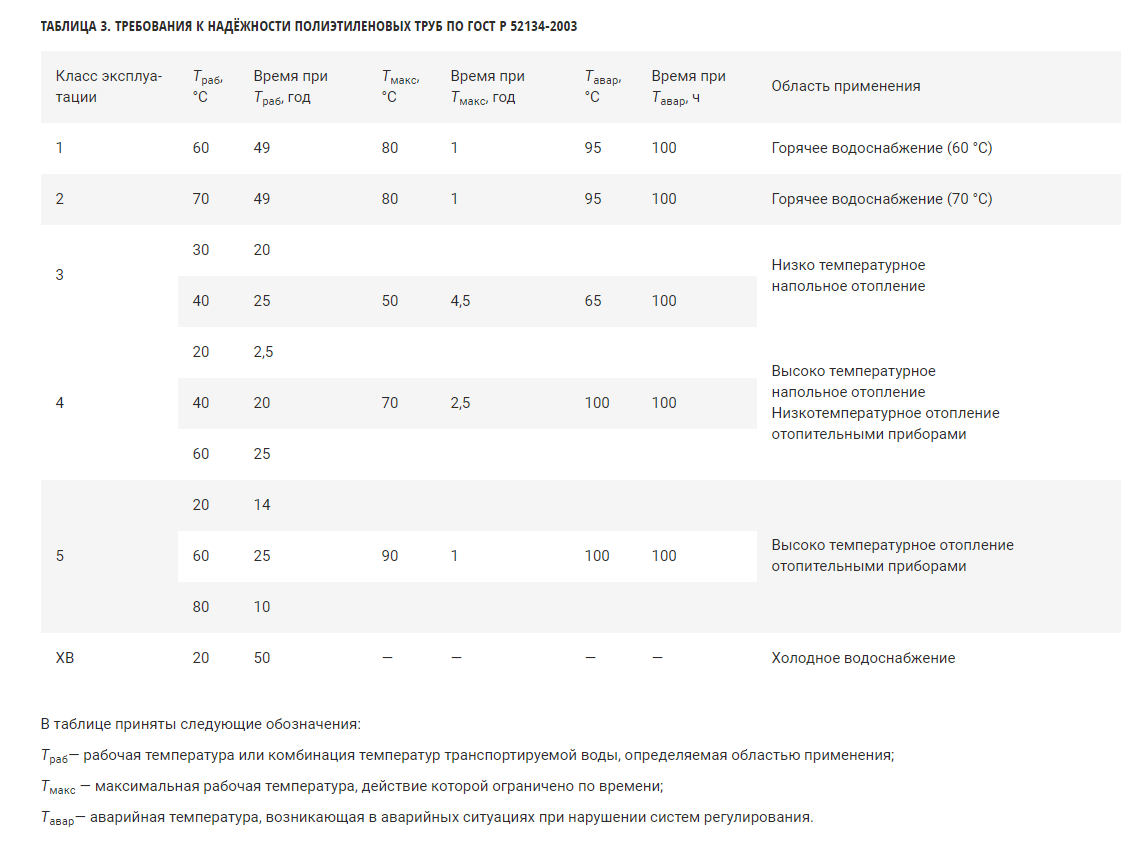
Oxygen permeability of a cross-linked polyethylene pipe with a wall thickness of 2 mm and a diameter of 16 mm at an air temperature of 20 ºС is 670 g / m³ · day. At the same time, SNIP 41-01-2003 "Heating, ventilation and air conditioning" in clause 6.4.1 regulates:
“... Polymer pipes used in heating systems together with metal pipes (including in external heat supply systems) or with devices and equipment that have restrictions on the content of dissolved oxygen in the coolant must have an oxygen permeability of no more than 0.1 g / m day ... "
An ordinary cross-linked polyethylene pipe without an anti-diffusion barrier with a diameter of 16 mm, a wall thickness of 2 mm and a length of 100 m per year will let 3416 g of oxygen into the water, which will lead to the precipitation of about 7.9 kg of iron on the wall in the form of rust, and also about 4 kg of iron will be in the coolant, polluting it. If we accept the protection of the pipe with an anti-diffusion layer of the maximum permissible standard, that is, when the oxygen penetration does not exceed 0.1 g / m³ per day, then for a year a pipe of the same diameter and length will lead to corrosion of a maximum of 1.82 g of iron, which is 6500 times less. Obviously, only PEX pipes with an anti-diffusion layer should be used for heating systems.
When installing PEX pipelines in concrete screeds and constant temperature fluctuations, no screed destruction or tile delamination is observed. This polymer has a lower modulus of elasticity in comparison with other materials from which pipelines are made and, due to this, absorbs the stress arising from the thermal expansion of the pipe.
The production of cross-linked polyethylene is a high-tech process and, most importantly, its observance with any method. Sometimes manufacturers, striving to reduce the cost of products, pass off ordinary polyethylene as sewn, it is difficult to distinguish them externally. The main distinguishing feature of the material by which it is possible to distinguish modified polyethylene from ordinary polyethylene is its temperature resistance. This is how a pipe made of ordinary and cross-linked polyethylene looks like, heated to 150-180 degrees C in an oven for 30 minutes.
|
| Polyethylene and XLPE pipe when heated |

A large number of manufacturers of cross-linked polyethylene are known today, but since such a material is obtained with the correct properties only with the indispensable observance of the technology, the use of expensive reagents and complex automated equipment, when choosing, they give preference to well-known brands such as Uponor, Altstream, HLV, TAEN, VALTEC, REHAU ...
Fastening technique for compression fittings
To work with this type of part, you will need two wrenches and a secateurs.
The assembly of XLPE pipes into a single pipeline using compression fittings is performed in several steps. In the first step, a crimp nut is placed at the end of the pipe. Its thread must face the connector. Next, the split ring is fixed, setting it so that the distance from the pipe cut to the edge of the ring is 1 mm.

At the end, a section of a cross-linked polyethylene pipe, with a nut and a ring put on it, is pushed all the way onto the fitting fitting. After that, use wrenches to tighten the crimp nut tightly. Note that before sliding the pipe onto this fitting, it does not need to be disassembled or chamfered. The only precaution when working with these elements is to control the tightening force of the nuts so that the pipe does not deform.





Connection methods
During installation, parts of the pipeline can be connected in several ways:
- compression (crimp) fittings;
- press fittings;
- electrofusion fittings.
The choice of a specific type of connection depends on the planned operating characteristics.
For the installation of communications, the following tools may be required:
- Special pipe cutter scissors. The pipe cutter allows you to cut pipes into sections of the desired size without applying excessive force. In this case, the cut will be smooth, without burrs, at an angle of 90 degrees. Such a cut will ensure high quality and reliability of the future joint.
- Hydraulic Press.
- Collet reamer to increase the diameter of the pipe before inserting the fitting.
- Pliers.
- Wrenches for tightening the crimp nut.
- Fitting.
When using electrofusion fittings, a special welding machine is required. It can be rented.
Compression fittings
The installation of cross-linked polyethylene pipes using compression fittings is carried out on water supply lines. A minimum of tools are required here - a pipe cutter and a wrench or adjustable wrench are enough.
We recommend that you familiarize yourself with: Purpose and use of pressing tongs for metal-plastic pipes
The work algorithm is as follows:
- The fitting is unscrewed and sequentially put on the end of the pipe a compression nut, a split ring.
- The split ring is set 1 mm from the edge of the cut.
- The fitting of the connecting piece is inserted into the pipe until it stops.
- Carefully screw the crimp nut onto the fitting, being careful to tighten but not pinch.

Due to the plasticity of polyethylene, such a connection does not require additional sealing.It can be quickly disassembled if necessary.
Press fittings
The use of press fittings excludes the disassembly of communications without damage. The connection turns out to be reliable, but not collapsible. for work you need a collet expander, press fitting.

Connection installation procedure:
- A press ring (press sleeve) is put on the prepared pipe section, moving it from the edge.
- An expander is inserted into the pipe and stretched to the size of the fitting.
- Take out the expander and insert the fitting of the connecting part in its place.
- Due to the molecular memory of the material, the pipe is compressed and tightly wrapped around the connecting fitting.
- Additional fixation is carried out by pulling the press ring onto the edge of the pipe, squeezing it with a hand press.
In this connection, there is no external pressure on the connection point. The quality and reliability are due to the special properties of the cross-linked polyethylene itself.
Electrowelded connection
Electric welding on polyethylene pipelines is carried out only with the use of special fittings.
Work order:
- An electrowelded sleeve is put on the prepared pipes.
- A welding machine is connected to the contacts on the fitting.
- Welding occurs when the material is heated to a temperature of 170 degrees.
- The heating time is set automatically, depending on the diameter of the pipeline. If the welding machine does not have this function, then the welding time and temperature should be found in the documentation for the fitting.
- At the end of the welding process, the apparatus is turned off, the connection is allowed to cool.
This connection method is the most expensive, but also the most reliable. For the operation of pipelines on electrofusion fittings, there are no restrictions in temperature and pressure. The connection is stronger than the pipes themselves.
We recommend that you familiarize yourself with: How to prevent clogging of storm drains - routine cleaning and prevention
Joining pipes with crimp connections
Fastening pipe products to press fittings requires the following tools:
- fitting crimp press;
- pruning shears or scissors for cutting the pipe;
- expansion gun with a set of nozzles.
First of all, pipes are cut. It is very important that the cuts are smooth and even, without burrs - special scissors will come in handy for this.
A sleeve is placed on the prepared edge, which will subsequently be crimped. Please note that you need to put on the sleeve before carrying out work on expanding the edge - otherwise, it will no longer fit.

The next step will be to expand the inlet of the pipe by several millimeters with a special gun with a nozzle of the desired size. A fitting nipple is inserted into the expanded entrance, making it easier for yourself to work with the special grease included in the kit.
At the last stage, the sleeve on the XLPE pipes is fixed with a special press. Here, too, you need to be careful not to deform the docking station.