Industrial steam boiler classification:
- energy (steam generation to ensure the operation of turbines of power plants that generate electrical energy);
- industrial (ensuring the functionality of various systems at technological enterprises);
- allows the substation to operate normally at ambient temperatures from -60 to +40 0С) under wind and snow loads.
A specific feature of the operation of industrial equipment is that the composition of the exhaust gases contains many small particles that are in a solid, gaseous or liquid state. They are formed during the operation of equipment at a high temperature in the furnace.
Steam boilers make it possible to use the heat of waste gases, which increases the fuel utilization rate, reduces the temperature of the process raw material removal and makes it possible to capture it. The mode of supply of gases to the waste heat boiler is also an important factor.
The impact of waste-heat boilers on the environment
The use of waste heat boilers in production processes has a beneficial effect on the environmental situation. Firstly, waste heat boilers reduce the emission of heat energy into the environment. Secondly, they can significantly reduce the combustion of solid, liquid or gaseous hydrocarbon fuels, and this, in turn, allows you to reduce greenhouse gas emissions (carbon monoxide CO and nitrogen oxides NOx). This slows down the processes of global warming, and allows the enterprise to profit from reducing costs through fuel savings.
Signs by which waste heat boilers are divided into groups:
1. From the temperature of the gases that enter the boiler:
- low temperature (<900 ° С). Heat transfer by convection;
- high temperature (> 1000 ° С). Heat transfer by radiation.
2. By steam parameters:
- low pressure (P = 1.5 MPa, t = 300 ° C);
- increased (4.5 MPa and 450 ° C);
- high (10-14 MPa and 550 ° C).
3. According to the principle of mutual movement of steam:
- water tube;
- gas pipe.
4. Depending on the method of water movement in the evaporation circuit, the water-tube heat exchanger:
- with forced circulation;
- with natural circulation.
5. Depending on the design of the layout and heating surfaces (horizontal, tunnel, tower types):
- low-temperature (principle of a coil convective heating surface);
- high-temperature (radiation-convective surfaces).
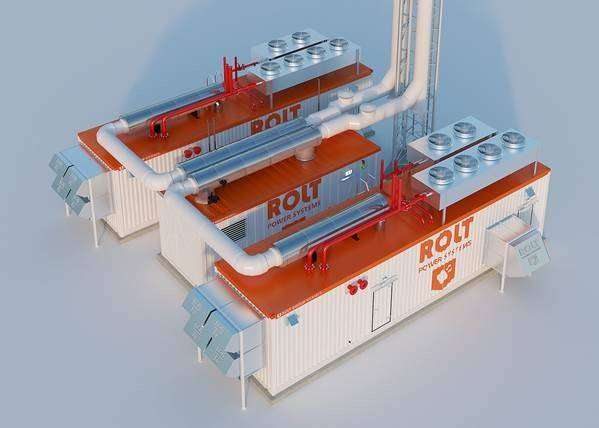
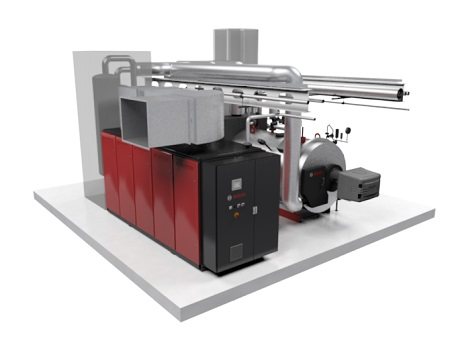
Steam boilers ROLT are produced strictly in accordance with the individual requirements of the customer and the submitted technical specifications. Boilers from world market leaders are used as the main heat generating equipment.
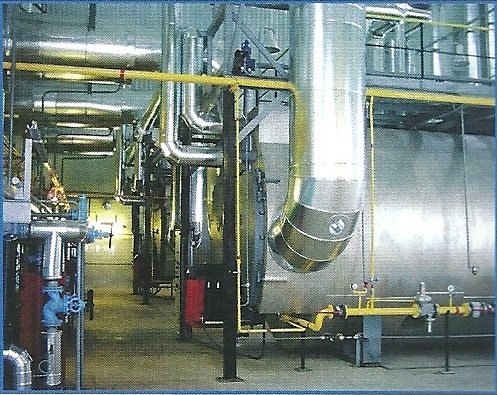
Waste heat recovery boilers for utilization of flue gas heat - Products - JSC "Belenergomashservice"
Production of waste heat boilers for utilizing flue gas heat behind open-hearth and heating furnaces.
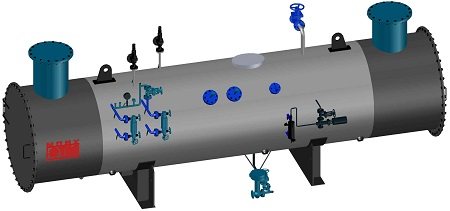
All boiler heating surfaces are made of seamless pipes and are manufactured in the form of welded blocks. The boiler frame is metal, welded. The boilers are equipped with the necessary fittings, fittings, a device for sampling steam and water, and instrumentation. Boiler power supply and water level alarm in the drum are automated. The boilers are supplied in transportable blocks, units and parts. Gas-impulse cleaning is used to clean heating surfaces.
| Boiler type | Productivity, t / h | Pressure, MPa | Steam temperature, ° С | Gas consumption, nm3 / h | Gas temperature at inlet, ° С | Dimensions (length x width x height), m | Boiler metal weight, t | Note |
| KU-40-1M | 13,45 12,9 | 1,8 4,5 | 358 385 | 40000 | 850 650 | 11.5x5.2x11.1 | 63 65,5 | Heating surfaces (PN) in a U-shaped gas duct, multiple forced circulation (MPC) is applied |
| KU-60-2M | 19,9 19 | 1,8 4,5 | 366 392 | 60000 | 850 650 | 11.3x7.3x11.0 | 87 93 | |
| KU-80-3M | 26,9 25,8 | 1,8 4,5 | 358 385 | 80000 | 850 650 | 11.3x8.0x11.0 | 95,7 100,4 | |
| KU-100-1M | 33,9 32,6 | 1,8 4,5 | 369 382 | 100000 | 850 650 | 12.6x8.2x11.6 | 116 123 | |
| KU-125M | 42,4 40,8 | 1,8 4,5 | 365 385 | 125000 | 850 650 | 12.6x9.2x11.6 | 134 140 | |
| KU-150M | 50,5 | 4,5 | 393 | 150000 | 850 | 12.0x10.2x14.5 | 165,5 | |
| KU-100B-1M | 31,8 | 1,8 | 399 | 100000 | 850 650 | 9.5x7.8x15.0 | 91,4 | Tower boiler, used by MPC |
| KU-125B | 30 | 1,5 | 250 | 125000 | 650 | 10.6x8.0x14.0 | 106,4 | |
| KU-50 | 9 | 1,8 | 375 | 50000 | 650 | 11.4x5.6x5.1 | 38 | PN in a horizontal gas duct, used by MPC |
| KU-80/120 | 30 | 1,8 | 350 | 120000 | 780 | 11.3x8.0x12.0 | 140 | PN in a vertical gas duct, used by MPC |
| KU-101 | 20 | 1,2 | 194 | 280000 | 450 | 3.72x3.55x11.5 | 48 | |
| KU-201 | 30 | 3,8 | 380 | 300000 | 530 | 6.8x4.1x11.7 | 90 | |
| K-1.5 / 0.6-6-650 | 1,5 | 0,6 | 180 | 6000 | 650 | 8.7x2.9x4.7 | 12 | Installed behind glass furnaces, PN in a horizontal gas duct, EC is used |
| K-2.5 / 0.8-20-450 | 2,5 | 0,8 | 300 | 20000 | 430 | 14.0х3.2х5.0 | 19 |
belenergomash.com
Technical characteristics of a steam boiler on the example of a completed project:
- Waste heat boiler SGCD-26.9-900-1800 / 4000-1H-1AX-VR-10
- Thermal power 1782 (2х891) kW
- Steam productivity 2640 (2х1320) kg / h
- Steam pressure 7 bar
- Steam characteristics Saturated steam
- Feed water temperature 90 ° С
- Feed water consumption 2 × 1320 kg / h
- Maximum pressure 10 bar
Steam and hot water waste heat boilers

The operation of some technological units, such as gas turbine power plants, furnaces for various purposes, gas pumping units, etc., is accompanied by the release of a large volume of exhaust gas, the temperature of which can reach several hundred degrees. For a number of reasons, including environmental ones, the release of such heat energy into the atmosphere is impossible. Therefore, waste heat boilers were invented, allowing the transfer of thermal energy from waste gases to other heat carriers, such as water or thermal oil.
The heat of the exhaust gases used for the needs of the technological process increases the efficiency of the technological unit. By using the heat of waste gases for external needs, the economics of the process is improved.
The difference between waste heat boilers and other types of boilers is that no additional fuel is required for their operation, they work only due to the energy of the exhaust gases. And their main advantages are as follows: reduce the cost of cleaning exhaust gases; the emission of pollutants into the environment is reduced; fuel is used more efficiently.
Basic technical characteristics of waste heat boilers: steam or hot water; power; exhaust gas temperature; inlet and outlet water temperature; basic construction materials; completeness of delivery; water quality requirements; temperature of gases at the boiler inlet; the presence of a gas burner; the presence of dedicated heating surfaces for the possibility of maintaining steam production within the required limits while reducing the electrical load of the GPU or turbine. Let's consider which of the waste heat boilers are presented on the Russian market today.
APROVIS

APROVIS EnergySystems specializes in the production of water and steam waste heat boilers. The source of thermal energy is the exhaust gas of stationary engines with a capacity of 50 kW to 20 MW. The exhaust gas temperature of the engine reaches 550 ° C. Depending on the temperature of the steam and the secondary circuit to be heated, the exhaust gas can be cooled down to 50 ° C.
Based on its specialization in the cogeneration plant using stationary engines, APROVIS has achieved a leading position in the waste heat boiler segment. The APROVIS product line has the necessary certificates of the customs union. Along with numerous international references, APROVIS products are successfully used in Russia and Belarus. Each project is developed by experienced engineers and technicians according to individual requirements and taking into account the future conditions of use of the equipment. The result is a solution optimized for a specific installation and a scope of supply adapted to the customer's needs (for example, with or without an economizer).
The solutions for two motors should be emphasized. In this case, the waste-heat boiler is designed in such a way that the passage of the exhaust gases of each engine in the boiler is completely independent.Therefore, the waste heat boiler can be operated with two motors without risk to the motors and without the approval of the motor manufacturer.
The standard scope of delivery of a waste heat boiler for pressures up to 25 bar includes: boiler thermal insulation, instrumentation, control cabinet and pump group. Additional equipment and bypass are supplied according to the need and in agreement with the client. Thanks to this scope of delivery, work on the plant is reduced to a minimum, so that installation costs or other time costs are limited only to the essentials.
The principle of a gas-tube boiler with a large water volume makes steam generation stable and safe. Thanks to the inspection covers located on the front sides of the waste heat boiler, free access is provided for servicing and cleaning. This guarantees long-term and reliable operation of the equipment. Thousands of projects successfully implemented over the past five years confirm the reliability of APROVIS.
BONO ENERGIA

Waste heat recovery boilers from Bono Energia (Italy) are used in the production of steam or energy from the waste products of combustion of gas turbines, medium speed diesel engines and waste heat from other production processes. The capacity of the waste heat recovery boilers for gas turbines produced by the company is from 3 to 20 MW.
The most common type of Bono Energia waste heat boiler design is a natural circulation water tube design equipped with two drums.
Technical characteristics: effective gas turbine power - from 3 to 15 MW, exhaust gas temperature - up to 900 ° C, exhaust gas flow - from 5 to 60 kg / s, effective boiler power - from 3 to 45 MW, boiler throughput - from 1 to 60 t / h, steam pressure 5 to 70 bar, steam temperature up to 450 ° C.
Bono Energia water tube steam heat recovery boilers can include a control system to simplify operation. The workstations can be used to control and monitor the boiler. The workstations are manufactured by Automata, a subsidiary of Bono Energia.
Bono Energia's manufacturing solutions are highly specialized and have carved out niches in highly specialized market sectors such as the biofuel (vegetable oil) power plant sector.
VAPOR
Waste heat boilers for gas piston engines and gas turbines: PKV (without burner) and PPKV (with burner) - hot water boilers, PKS (without burner) and PPKS (with burner) - steam boilers. One-, two- or three-section boilers for operation of one, two or three gas piston engines.
General characteristics of boilers: single-pass smoke tube section design. Possibility of completing the waste heat boiler with a section with a burner. High efficiency. Efficient work on changing workloads of gas piston engines. Long service life and quick payback, ease of maintenance, extensive experience in the manufacture of projects on GEJenbacher gas piston engines. Pressure class - 10-20 bar. Boiler capacity - from 0.5 to 23.5 t / h Possibility of completing the boiler with a superheater and an economizer. Steam temperature - up to 215 ° C (if the boiler is equipped with a superheater).
The standard scope of delivery includes: a steam-fired waste-heat boiler, an economizer for heating feed water or an economizer for heating network water, a set of shut-off, control and safety valves, a set of instrumentation, a waste-heat boiler control system (completed in a separate control panel) , sampling cooler, purging for salinity, purging of sludge.
CLAYTON
The Clayton waste heat boiler is designed for the beneficial use of exhaust heat and for the release of saturated steam.The boiler is equipped with its own autonomous control system. The scope of delivery includes: a feed pump, a feed water economizer, the necessary safety, shut-off and control valves, a set of instrumentation, an automatic control system adapted to work in conjunction with a gas engine control system. Installation with superheater and burner is possible.
Working pressure - up to 100 bar, working temperature of steam - from 200 to 1400 ° C, exhaust gas consumption - up to 42,000 kg / h, exhaust gas inlet temperature - from 2000 to 1200 ° C.
Thermal mechanical part of the Clayton waste heat boiler. For each gas piston unit or turbine, an individual waste heat boiler is provided for. Clayton (Belgium) specializes in the production of compact waste heat boilers for power plants with high steam parameters. The waste heat boiler steam is discharged from a separate separator (guaranteed steam dryness 99.5%).
Advantages of Clayton waste heat boilers: the most energy efficient solution available, the ability to be installed outdoors or built into a chimney, light weight and compactness, steam quality, fast response, safety, low operating costs, high efficiency, full automation, low emissions. Waste heat boiler
BOSCH
Steam waste heat boiler Bosch Universal HRSB. Designed for joint use with GPU. The boiler is supplied with insulation, safety equipment, a control module with a touch screen (control cabinet), an optional economizer and a bypass are available. Heat carrier - high-pressure saturated steam, design - fire-tube waste heat boiler, capacity - from 400 to 4100 kg / h, maximum allowable pressure - 10 and 16 bar, maximum temperature of flue gases of the additional heat source - 550 ° C, minimum and maximum volumes of flue gas gases of the additional heat source - 500 and 23,500 kg / h, respectively, the fuel of the additional heat source is natural gas (other types of flue gases are available on request), the output power range of combined CHP units is from 0.5 to 4 MW (e).
Steam waste heat boiler Bosch Universal UL-S. Three-pass fire tube steam boiler that can be used as a clean heat exchanger.
Bosch ULS-4-Zug four-way fire tube boiler. The design of this boiler is based on the traditional Bosch Universal UL-S three-pass steam boiler. In addition to the existing three smoke tube passages, the boiler is equipped with an additional built-in fourth pass for heat recovery. The heat carrier is high pressure steam. Steam capacity - from 1250 to 28000 kg / h, maximum allowable pressure - up to 30 bar, maximum temperature - 235 ° C, types of fuel used - gas, light fuel oil.
Hot water waste heat boiler Bosch Unimat UT-H (modification with a burner is also possible). Three-pass fire tube hot water boiler that can be used as a clean heat exchanger.
VKK Standardkessel

The German company VKK Standardkessel (from "standard boiler", German, - ed.) Was created by the merger of VKK Standardkessel Lentjes - Fasel GmbH, Duisburg and VORWAERMER- und KESSELBAU Koethen GmbH and is one of the leading manufacturers of industrial boiler systems in Europe ... VKK Standardkessel is also an engineering company with a good global reputation, which completes power and technological systems in the heat and power industry at the most modern technological level. VKK Standardkessel has the exclusive right to supply equipment (Moscow).
VKK Schtandardkessel develops and supplies waste heat boilers for a wide range of thermal processes for the production of steam or hot water using gas-tube or water-tube boilers. The company's know-how lies in the design of heating surfaces, thanks to which it is possible to withstand high thermal and mechanical loads in the most difficult operating conditions.
VKK Schtandardkessel waste heat boilers, depending on the required operating parameters and the quality of flue gases, can have a gas-tube or water-tube design.Gas-tube boilers, depending on the system, are in most cases supplemented with water-tube heating surfaces. To increase the heat output and improve the controllability, waste heat boilers are often additionally equipped with a burner device. For turbine power up to 5 MW, serial gas-tube boilers are used.
The heating surfaces of the recovery boilers are made in accordance with the prevailing operating conditions. Additional filtration systems ensure the quality of the flue gas that meets the requirements for environmental cleanliness.
The contaminated soil is heated in a tumble dryer. Exhaust gases enter the waste heat boiler at a temperature of 900 ° C and, after passing through the boiler, are cleaned with a filter.
Recovery systems on the flue gas side are usually equipped with air preheaters, flue gas bypass systems, start valves and, if required, additional burners. The cleaned flue gases can be discharged into the environment without additional treatment. In the combustion chamber, heat treatment of air contaminated with harmful substances from the polymerizer is carried out. The cleaned flue gas stream enters the gas-tube part of the waste heat boiler at a temperature of 750 ° C. The result is 1.9 t / h of saturated steam at a pressure of 14 bar.
The utilization system also includes a re-heater for the recovered air. The waste heat boiler and air heater are equipped with built-in bypasses for different operating modes of the utilization unit. The installation includes two gas turbines of 5 MW each, behind each of which there is a gas-tube waste heat boiler with a burner for saturated steam with a capacity of 25 t / h each, a working steam pressure of 20 bar.
"TM MASH"

(St. Petersburg) manufactures waste-heat boilers (heat modules) with a unit heat output from 30 to 4200 kW. Exhaust gas temperature - up to 600 ° C; heated medium (network heat carrier) - water or antifreeze; the most common temperature conditions are 70/90 and 70/95 ° C. At the same time, projects were implemented with a coolant having an inlet temperature of about 5 ° C. Projects with waste heat boilers with an outlet temperature of 114 ° C are also being implemented.
The main materials of construction are carbon steel and stainless steel. The scope of delivery includes a complete list of units of the thermal module: an antifreeze (coolant) heat recovery boiler, flue gas flow switches, a bypass flue, instrumentation set and a thermal module control cabinet. The customer himself chooses the scope of delivery.
The water quality requirements correspond to the water requirements of the standard boiler manufacturers. Since the company produces hot water boilers, afterburning of gases and, accordingly, additional burners are not installed.
The thermal module is the main component of heat recovery systems (HRS). The heat recovery system of generating stations is a complex of thermal mechanical equipment and devices that allow you to utilize the thermal energy of a number of generators, combine the coolant flows in a collection heat station and deliver heat to the consumer. The SUT element, which recovers heat from each machine, is more correctly called the Thermal Module (TM), or the Heat Recovery Unit (HEU).
Thermal module (TM) - the main element of cogeneration plants (mini-TPP) based on internal combustion engines. TM allows to significantly increase the total efficiency of the combined heat and power plant, bringing its value up to 85-90%.
During the operation of the internal combustion engine, thermal energy is utilized in the TM as follows:
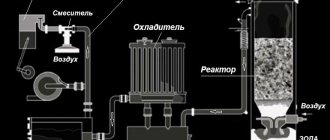
Antifreeze heat exchanger (UTA) removes the heat of the engine antifreeze - instead of cooling the antifreeze on the cooling radiator (dry cooling tower), the antifreeze gives up its thermal energy to heat the consumer's water.UTA is a shell-and-tube or plate-type heat exchanger operating according to the “water / antifreeze” scheme. The flue gas heat recovery unit (UTG) removes heat from the outgoing exhaust gases of the engine: the temperature of the outgoing flue gases at the engine outlet is about 450-550 ° C, the temperature of the gases at the outlet of the UTG is 120-180 ° C. This decrease in temperature allows for significant heating of the consumer's water. UTG is a shell-and-tube heat exchanger operating according to the “water / flue gas” scheme.
The total amount of recovered heat energy is comparable to the generated electricity - on average, 110% -130% of kWh of heat is generated per 100% of the kWh of the generated electricity.
Heat can be recovered either separately from the antifreeze or exhaust gas circuits, or from both circuits at the same time. Thus, the following options for the execution of thermal modules are obtained:
a thermal module in full factory readiness (TM) - consists of two utilization heat exchangers, a gas flow switch, a bypass pipeline, piping, a frame base, a set of instrumentation and automation, an automatic control cabinet (SHAU TM); thermal module for heat recovery of exhaust gases (TMVG) consists of a heat recovery unit for exhaust gases (UTG), a gas flow switch with an electric drive, a frame base, a bypass gas exhaust line and a set of instrumentation and controls; Antifreeze heat recovery thermal module (ТМВВ) includes an antifreeze heat recovery unit (UTA), piping, three-way valves and ШАУ ТМ (if necessary). In thermal modules that recycle heat along both circuits, TMVG and TMVV can be located both on a single frame or separately, for example, TMVV inside the container, and TMVG on the roof, or on different floors of the power center building. When ordering TMVG or TMVV, the delivery set may include the corresponding truncated control cabinets.
Traditionally, a thermal module in full factory readiness includes: the following. Exhaust gas heat recovery unit (UTG): antifreeze heat recovery unit (UTA); exhaust gas flow switch with control; piping along the line of antifreeze and network water; bypass pipeline with rotary gates; frame base; instrumentation kit; automatic control cabinet. Additionally, the delivery set of the heat recovery unit may include: pumps for pumping antifreeze and heating water, a protective casing for installing TM on the street / roof of a container, a system for utilizing low-grade heat, a network heat exchanger, a low-noise muffler, a chimney.
Tube bundles are made of stainless steel 12x18n10t and increase the durability of the product. The fire-tube design of the waste-heat boilers makes it easy to clean the tubes from contamination, the design of the fire-tube heat exchanger is more compact. The compensator on the UTG casing protects the heat exchanger from damage in the event of an emergency violation of the operating conditions.
GSKB

GSKB (Brest, Belarus) manufactures waste heat boilers operating with Capstone microturbines of the KUV and KU brands.
Technical characteristics of KUV waste heat boilers: thermal power - from 100 to 1300 kW, mass flow of flue gases - from 0.46 to 6.7 kg / s. The main structural material is 09G2S steel. The flue gas temperature at the inlet is from 220 to 600 ° C, the design water pressure (excess) is 0.9 MPa. Design water temperature: at the inlet - 70 ° C, at the exit - 95 ° C. Exhaust gas temperature: for the KUV-100 and KUV-240 models - 100 oC, for the KUV-740 and KUV-1300 models - 90 oC.
Feed water quality indicators: font transparency - at least 30 cm, carbonate hardness with pH up to 8.5 - 700 μg-eq / kg, conditional sulphate-calcium hardness - 4.5 mg-eq / kg, pH value at 25 ºС - from 7 to 11, iron compound in terms of Fe - 500 μg / kg, free carbon dioxide should be absent or be within the range providing pH> 7, oils and oil products - no more than 1 mg / kg.
Technical characteristics of KU waste heat boilers: maximum thermal power - from 198 to 5270 kW, maximum steam capacity - from 0.3 to 8 t / h, operating steam pressure - 0.05-1.6 MPa, feed water temperature - not less 100 ° C, steam temperature - 100 ° C; maximum temperature of flue gases: at the inlet - 500 оС, at the outlet - 140-230 оС.
Feed water quality indicators: font transparency - at least 20 cm, total hardness - no more than 50 mg-eq / kg.
The main equipment included in the delivery set of the waste heat boiler: thermal insulation; steam valve at the boiler outlet; installed set of drainage circuit fittings; installed set of fittings for the feed loop; two direct-acting level indicators with flange connections, with drain and shut-off valves; two safety spring valves; showing pressure gauge; pressure meter; group of automatic adjustment of the water level; waste-heat boiler automation kit.
As part of a waste-heat boiler: thermal insulation; installed set of fittings for the drainage pipe; installed set of fittings for water inlet and outlet pipes; two safety valves; showing thermometer; showing pressure gauge; pressure meter; water temperature sensor; flow control relay; boiler automation kit; flue gas temperature sensor; built-in bypass channel (bypass) of flue gases.
It is possible to equip waste heat boilers with a burner to maintain steam production in the required amount while reducing the mass flow rate of flue gases.
MPNU "ENERGOTEKHMONTAZH"
("MPNU ETM") has been designing and building mini-CHP plants based on gas piston engines for more than 15 years and has already gained considerable experience in this area. He approaches each project individually, choosing the most optimal scheme of work, developing his own scheme of object automation, selecting the most efficient equipment. In order to increase the efficiency of the Energy Center and import substitution, "MPNU ETM" has developed its own line of heat recovery units for gas piston units.
Heat utilizers MPNU are gas-water shell-and-tube heat exchangers. They use the heat of the exhaust gases of gas piston plants. The heat exchangers are made of high-strength steel and are capable of operating at flue gas temperatures up to 600 ° C. Depending on the request and operating parameters, the heat exchangers can be made of both carbon and stainless steel.
To date, a line of similar hot-water heat exchangers with a capacity of 400 kW to 4 MW has been developed. Steam heat exchangers are supplied with a steam capacity from 0.5 t / h to 2.5 t / h, operating pressure - up to 16 bar. These heat exchangers are supplied complete with the necessary fittings, valves, instrumentation and automation devices, safety and control automation, thermal insulation, gas ducts and gas dampers, continuous and periodic blowdown systems. To increase efficiency, heat recovery units can be equipped with economizers for heating feed or network water, which are also manufactured.
Engineers of JSC "MPNU ETM" have developed their own system of automation of these utilizers. Production of utilizers and control cabinets for them is carried out on the production base of the branch of OJSC "MPNU ETM" in Bryansk. The water quality requirements for these utilizers comply with the requirements of the Russian regulatory documentation. At the request of the customer, the revision of these utilizers is carried out for a specific gas-piston machine.
In addition to the supply of individual heat recovery units, OAO MPNU Energotekhmontazh has developed a heat recovery unit. The module is delivered in a high degree of factory readiness.This module can accommodate steam and hot water heat exchangers together with auxiliary equipment: control cabinet, bubbler, gas ducts, muffler, chimney, heating and ventilation system. The module building is made of sandwich panels.
Review from the magazine "Industrial and Heating Boilers and Mini-CHPPs" No. 6/2015
Share this:
Published: January 29, 2020
come back
We are recommended

Heat calculation of the heat exchanger
To perform the thermal calculation of the KU, flue gas data from the primary generation unit and the specified parameters of the media will be required. The task is to determine the indicators of the media involved in heat transfer processes along the structural elements of the heat exchanger.
For example, the calculation of KST-80 with the initial data:
- Maximum gas consumption G0 = 6,500 thousand m3 / h;
- Steam parameters: Rpp = 4 MPa, tpp = 430C;
- Gas parameters before KU 750S;
- Water temperature tpv = 100C.
- Composition of the gas medium: CO2 = 7.0%, CO = 16.0%, N2 = 60. 0%, H2 = 12.0%, SO2 = 1.0%, H2O = 4.0%.
What is a waste heat boiler? This is a boiler that uses the heat of exhaust gases from open-hearth furnaces, smelters, drying shops, and so on as a fuel source. To understand how the waste heat boiler works and what features it has, is to be done further.
news
All news

02/21/2020 Congratulations on Defender of the Fatherland Day!

02/17/2020 Electricity and steam provided

01/15/2020 Energoservice in the Smolensk region

12/23/2019 Happy New Year 2020 and Merry Christmas!
Symbols and modifications:
The conventional designation of the standard size of a water-tube steam boiler-utilizer (hereinafter referred to as KU) of combined cycle gas plants should consist of separated dashes and sequentially located designations and indices in the sequence indicated below:
- type of movement of the medium in the steam-water path of the boiler; - index of the presence of an afterburner; - nominal steam capacity of the circuit, t / h; - absolute steam pressure (in the circuit), MPa; - steam temperature (in the circuit), ° С; - index of the presence of an independent water heating circuit in a gas-water heater or in a water-water heat exchanger (it is allowed to specify if necessary).
The types of movement of the medium or the type of KU are determined by the patterns of movement of working media in the circuits, which are subdivided into the following:
Pr - with forced circulation; Prp - with forced circulation and intermediate superheating of steam;
E - with natural circulation; Ep - with natural circulation and intermediate superheating of steam; P - straight-through; Пп - straight-through with intermediate superheating of steam.
In a steam-water medium with several loops of movement of a steam-water medium, each circuit can be designated by its own letter (Pr, P, E), corresponding to the type of movement of a steam-water medium in the loop of a steam-water medium. If contours of the same type of movement of a steam-water medium are used in the KU, then the combined one-letter designation is used. If the second and subsequent contours are of the same type, then the letter designation can be shown with one letter for the second and subsequent contours. In addition, for KU with afterburning of fuel in the gas path, after the above letter designations, it is mandatory to add the index "d" (KU with afterburning of fuel in the gas path of the waste heat boiler).
Indices indicating the presence in the waste heat boiler of independent heating circuits of water that is not used in other circuits of the WHB and supplied directly to third-party consumers are designated "gv" and "vv":
gv - with an independent circuit for heating water in a gas-water heater, not used in other circuits of the WHB and supplied directly to third-party consumers;
vv - with a water-to-water heat exchanger for heating water that is not used in other circuits of the KU and supplied directly to third-party consumers.
When designating an independent water heating circuit in a gas-water heater or a water-water heat exchanger, its maximum power is indicated.
An example of a symbol:
PPred-330/380 / 82-14.5 / 3.1 / 0.59-580 / 580 / 306-5.3vv
Three-circuit steam waste-heat boiler with afterburning and reheating of steam. High pressure circuit with direct flow of medium with nominal steam capacity of 330 t / h, medium pressure circuit with forced circulation with nominal steam capacity of 380 t / h, low pressure circuit with natural circulation with nominal steam capacity of 82 t / h, with absolute steam pressure in the high pressure circuit 14, 5 MPa, average pressure 3.1 MPa, low pressure 0.59 MPa, with a steam temperature in the high pressure circuit 580 ° С, average pressure 580 ° С, low pressure 306 ° С, with a water-to-water heat exchanger of an independent water heating circuit maximum thermal power 5.3 MW.
Symbols and abbreviations used when designating waste heat boilers in other industries:
An example of decoding the conventional designation of a waste heat boiler:
KU-100B-1B
- type of boiler - KU (waste heat boilers); - 100 - gas consumption - 103 nm3 / hour; - modification type-1; - layout - B - tower.
Boilers type OKG:
- OKG - converter gases cooler; - the number behind the letter abbreviation shows the capacity of the converter, t; - 1,2 - type of modification; - DB - without afterburning; - U - unified.
For other boilers: -CPU - central superheater; -RKK - radiation convection boiler; -RKF - radiation-convective boiler, fuming oven; -RKEP - radiation boiler for installation behind electric furnaces; -KSTK - boiler for dry quenching of coke; -PKK - batch convection boiler; -RKZH - radiation-convective, liquid bath; -RKGZH - radiation-convective sponge iron; -K - convective; -KV - convective hot water; -KGT - boiler behind the gas turbine; -KUV - hot water waste heat boiler;
How the waste heat boiler works (video)
The widespread production of waste heat boilers is justified by their high efficiency and environmental friendliness. They contribute to less pollution of the environment by operating on flammable gases. The heat generated from technological processes is used for the operation of boilers, which is very justified.
Comments (1)
0 Sadyr. 11/13/2017 4:55 PM Good topic. How to apply it on a mega-farm animal husbandry?
Quote
Refresh comment list RSS feed of comments for this post
Waste gas boiler options
Gas-fired waste heat boilers are widely used in industry. For the operation of boilers, the thermal energy of flue gases is used. Such a device is not connected to a fuel line or other supply network. To use energy efficiently, it is necessary to install the boiler where the outlet is located.

Compared to standard boilers, it can be said that flue gas boilers have a higher efficiency, which reduces the level of harmful emissions into the atmosphere.
Boilers can be purchased from domestic and foreign manufacturers. The coolant is heated due to the fact that the gases move along the pipes. This type of equipment is used to produce low and medium pressure steam.
Boiler options:
- Has natural or forced circulation.
- The composition includes one or more drums.
- Boiler models can be gas-tube or water-tube.
The scheme of the cat looks like this: a steel body, a bundle of heat-resistant tubes, heating and evaporating surfaces, fittings supplying feed water, a system designed to remove unnecessary gases. Utilization boilers can be vertical and horizontal. The choice of model depends on where the equipment will be located. An efficient pyrolysis waste-heat boiler that runs on rubber.
Technical characteristics, parameters for the selection of heat exchangers
As a rule, waste gas discharge systems in industrial plants have a lot of individual differences. Whereas the heat engineering conditions created by boilers for household or domestic purposes are much more monotonous (typical). Therefore, utilization systems for industrial and large utilities usually require individual design, for small-sized typical boiler houses or household heating boilers (stoves) - they can be selected from serial (typical) models.
The main technical characteristics of utilizers (economizers) include:
- heat exchange area, m2;
- thermal power, W;
- water or steam capacity, m3 / h;
- working pressure in the water circuit, Bar
- maximum and operating gas temperature at the inlet;
- outlet gas temperature;
- aerodynamic resistance, Pa;
- hydraulic resistance of the water circuit, Pa;
- material of manufacture (heat-resistant, corrosion-resistant).
For a high-quality selection of a heat exchanger for your exhaust gas removal system, you should know (determine) its such parameters:
A) Properties of exhaust gases:
- physical density;
- dew point for gas components;
- chemical composition;
- pollution and tendency to deposits.
B) Conditions in the discharge system (chimney):
- gas temperature at the inlet and outlet;
- quantitative consumption of exhaust gases (volumetric or mass);
- heat flow;
- calculated gas pressure;
- permissible gas pressure loss in the heat exchanger.
C) Required parameters for the water circuit:
- inlet water temperature;
- required leaving water temperature;
- required capacity for hot water;
- operating pressure;
- permissible pressure loss (hydraulic resistance);
- estimated service life.
Equipment features
The waste heat boiler operates without its own combustion chamber. Such a unit uses heat obtained in the course of other technological processes.
Note! When the composition of the exhaust gases contains both physical and chemical components of heat, then it makes sense to burn the latter.
One of the characteristic features of the operation of industrial waste systems is that the exhaust gases can contain many small particles. They come in liquid, solid or gaseous form. Particles arise from the operation of production plants and represent fragments of metal, charge, slag or scale. Liquid particles are the result of smelting metals. In general, the formation of these micro-wastes is associated with the elevated temperatures used in metalworking.
The efficiency of utilization of exhaust gases is influenced by the thermal power of the heating unit, the mode of supply of waste to it and their temperature. The volume and temperature of the exhaust gases depends on the amount of fuel burned and the nature of the industrial process. A significant amount of charge gases is produced in non-ferrous and ferrous metallurgy - when the converters are blown with oxygen.
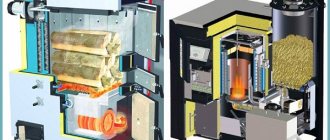
The principle of operation of water-tube heat exchangers
The operation of such heat exchangers is based on reusable forced circulation, due to which the evaporating element can be manufactured in any required configuration. The evaporating element is divided into a number of parallel-connected sections, which makes it possible to greatly reduce the resistance of the evaporating area and to use low-power circulation pumps.
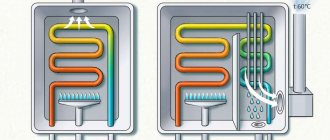
The water entering the water heating boiler passes through the water economizer, and then is redirected to the drum of the heating unit. From there, the liquid is pumped out by a pump and flows through the sludge separator into the evaporating bags. The latter are connected in parallel.
Separation of a mixture of steam and water is carried out in the drum, as a result of which the water in the water heating unit is separated from the steam.Then the steam is directed through the superheater to the heating system. The waste heat boiler scheme can be both U-shaped and horizontal or tower. This parameter is determined by the location of the equipment installation.
Scheme of operation of a vertical (a) and horizontal (b) water-tube waste heat boiler
Drums
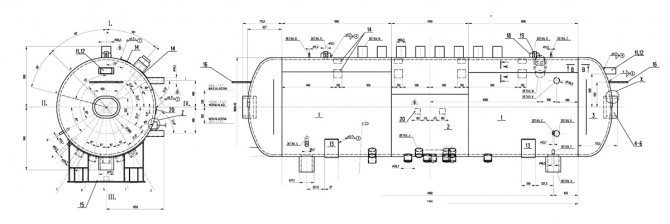
waste heat boiler drum
The drums are welded and equipped with all the necessary internal distributors, baffles, shields and an internal piping system.
The drums will be equipped with separators to maintain the required steam quality. Internal distribution manifolds for metering the supply of chemicals, water and saturated steam will also be provided.
All openings, including downpipes, steam outlets, hatches, and instrument and calibration ports will be closed and sealed against moisture during transport.
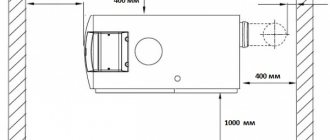
Round hinged hatches, at least 400 mm in diameter, will be fitted at the top of both drums. Each hole will be fitted with an insulated steel cover.
The drums will have a large diameter to handle fluctuations in water level during start-up modes without water discharge. At starts it is assumed that the water is not disassembled from the drum.
Principle of operation
The operating principle of the waste heat boiler is not a complicated process. Imagine a space, most often a pipe, filled with sections of pipes with water circulating in them. It is cheaper to use the compartments because each compartment has a separate pump to keep the fluid circulating. Many small pumps are cheaper than large ones of the same capacity. Forced circulation of liquid accelerates vaporization.
Under the influence of temperatures, water is divided into layers, each of which has its own density. Due to the heating of the lower layers and their rise upward, the liquid is mixed and circulated in the pipes. Mechanical circulation speeds up this process significantly. The use of pumps allows the heat to be distributed evenly.